
高铬钢复合轧辊结合层针状缩孔缺陷的消除.pptx

快乐****蜜蜂


1/10

2/10

3/10

4/10
5/10

6/10
7/10

8/10

9/10
10/10
亲,该文档总共25页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

高铬钢复合轧辊结合层针状缩孔缺陷的消除.pptx
高铬钢复合轧辊结合层针状缩孔缺陷的消除目录添加章节标题高铬钢复合轧辊简介高铬钢复合轧辊的特点高铬钢复合轧辊的应用高铬钢复合轧辊的发展现状针状缩孔缺陷的产生原因针状缩孔缺陷的定义针状缩孔缺陷的产生机理针状缩孔缺陷的影响消除针状缩孔缺陷的方法优化轧辊制备工艺调整轧辊热处理工艺改善轧辊表面质量其他消除针状缩孔缺陷的方法消除针状缩孔缺陷的效果评估实验设计及实验方法实验结果及数据分析效果评估及结论结论与展望本研究的贡献与亮点本研究的不足与局限对未来研究的建议与展望THANKYOU

高铬钢复合轧辊的制造方法.pdf
本发明公开了一种高铬钢复合轧辊的制造方法,包括以下步骤:根据需要熔炼的高速钢轧辊的成分要求分别熔炼外层钢水和芯部铁水;炉前处理;出炉后扒渣静置一分钟,然后采用离心机进行外层钢水浇注、合箱和芯部铁水浇注;粗加工;热处理;精加工;其中,所述出炉时的外层钢水温度为1580-1620℃,芯部铁水的温度为1460-1490℃;所述外层钢水浇注时的浇注温度为1460-1490℃,浇注时间为30-45s,所述芯部铁水浇注时的浇注温度为1370-1390℃,浇注时间为2-2.5min。通过上述方式,本发明能够提高轧辊的硬

高铬钢复合轧辊的热处理方法.pdf
本发明公开了一种高铬钢复合轧辊的热处理方法,包括粒化处理、淬火和回火,所述粒化处理包括高温固溶处理和球化退火,所述高温固溶处理时的温度为1100-1150℃,保温时间为1-1.5小时,所述球化退火时的温度为860-950℃,保温时间为2-3小时,所述淬火工艺为990-1110℃保温1-1.5小时,然后随炉冷却,所述回火工艺为350-550℃保温1-2小时,然后空冷。通过上述方式,本发明能够提高高铬钢复合轧辊的综合性能,使其具有较高的强度和冲击韧性,并提高其使用寿命。

离心复合高铬钢轧辊的研究与实践.docx
离心复合高铬钢轧辊的研究与实践离心复合高铬钢轧辊的研究与实践摘要:离心复合高铬钢轧辊是当前轧制工业中广泛应用的关键零件之一。本文主要介绍了离心复合高铬钢轧辊的研究背景和发展现状,并对其材料性能、加工工艺和实践应用进行了详细分析和讨论。研究结果表明,离心复合高铬钢轧辊具有优良的耐磨、耐热和抗拉伸性能,能够适应高速、重载、高温等极端工况下的轧制需求。然而,目前离心复合高铬钢轧辊的研究仍存在一些挑战和问题,如材料制备技术、质量控制和寿命评估等,亟待进一步的研究和改进。本文最后提出了未来离心复合高铬钢轧辊研究的几
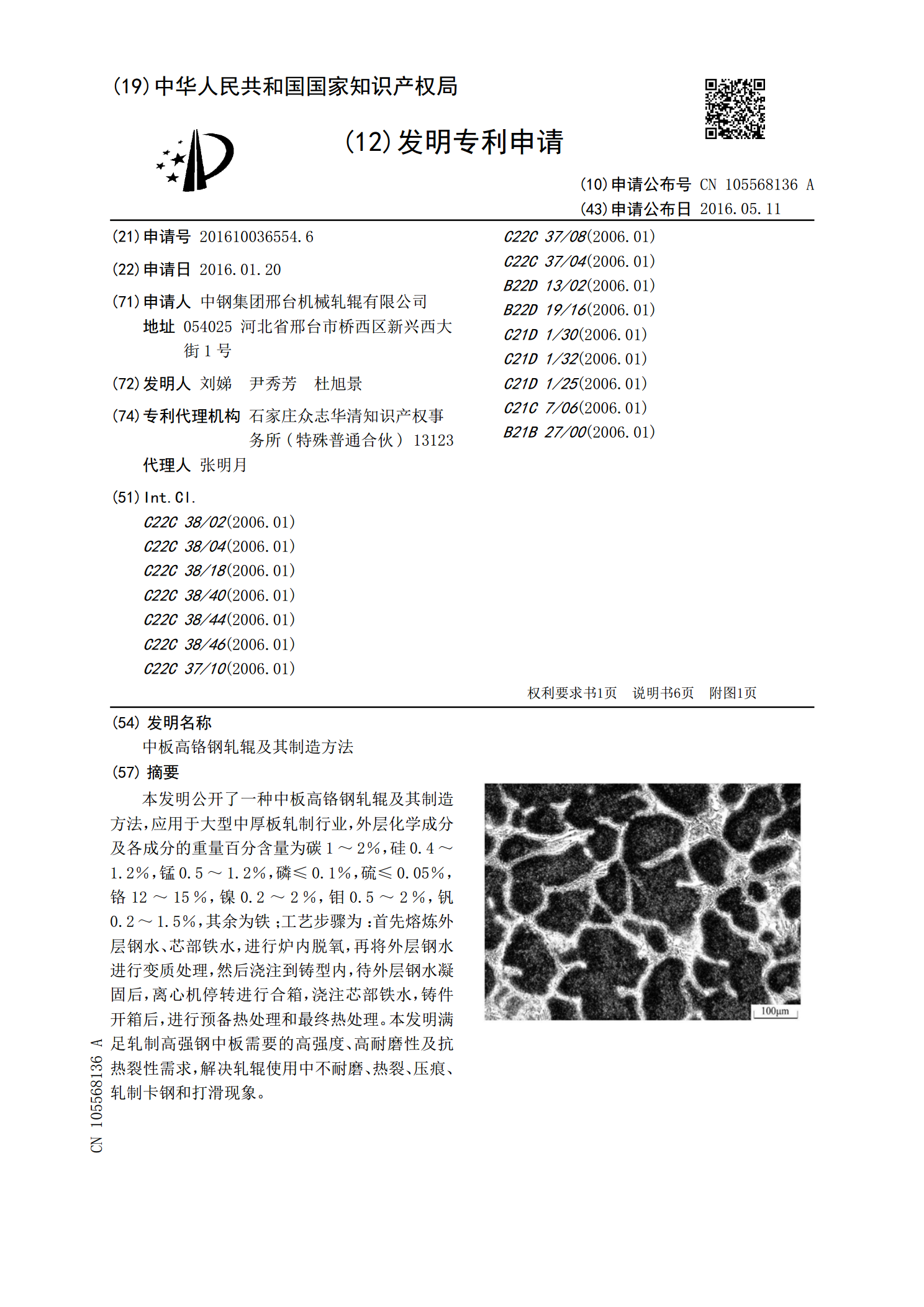
中板高铬钢轧辊及其制造方法.pdf
本发明公开了一种中板高铬钢轧辊及其制造方法,应用于大型中厚板轧制行业,外层化学成分及各成分的重量百分含量为碳1~2%,硅0.4~1.2%,锰0.5~1.2%,磷≤0.1%,硫≤0.05%,铬12~15%,镍0.2~2%,钼0.5~2%,钒0.2~1.5%,其余为铁;工艺步骤为:首先熔炼外层钢水、芯部铁水,进行炉内脱氧,再将外层钢水进行变质处理,然后浇注到铸型内,待外层钢水凝固后,离心机停转进行合箱,浇注芯部铁水,铸件开箱后,进行预备热处理和最终热处理。本发明满足轧制高强钢中板需要的高强度、高耐磨性及抗热裂