
镁合金成型工艺小结.ppt

胜利****实阿

1/10
2/10

3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共31页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

镁合金成型工艺小结.ppt
镁合金成形工艺研究现状与展望目录引言镁合金的分类按成形工艺的不同可划分为铸造镁合金与变形镁合金,二者在成分、组织以及性能上都存在着比较大差异。铸造镁合金主要应用于汽车零件、机件壳罩和电气构件等。铸造镁合金主要通过压铸工艺来生产,它的主要工艺特点是生产效率高精度高、铸态组织良好、铸件表面质量高、可生产薄壁及外形复杂的制品等。变形镁合金主要用来生产镁合金板、挤压件、锻件等,主要用于结构件。变形镁合金的力学性能与加工工艺、热处理状态等关系很大的,变形镁合金,一般是通过熔铸以后取得坯料,将坯料通过锻造、轧制、挤压

镁合金新型成型工艺与应用.docx
镁合金新型成型工艺与应用镁合金是一种重要的轻质金属材料,具有良好的机械性能和耐腐蚀性能,因此被广泛应用于航空、汽车、轨道交通等领域。然而,镁合金的成型工艺相对来说比较复杂,一般需要采用专门的加工工艺才能满足各种复杂零件的要求。近年来,随着技术的不断发展,一些新型的成型工艺逐渐被应用到镁合金的加工中,使得镁合金制品的生产效率和成品质量均得到了提高。一、传统成型工艺的问题常见的传统镁合金成型工艺包括铸造、锻造、挤压和拉伸成型等,这些工艺在镁合金的加工过程中已经得到了广泛的应用。但是,这些传统工艺在实际应用中仍

镁合金汽车轮毂成型装置及成型工艺.pdf
本发明公开了一种镁合金汽车轮毂成型装置及成型工艺,包括步骤:A、将轮毂半成品毛坯放入模芯和承压托盘上,调整对应直经的加压盘对轮毂半成品毛坯施加轴向力,压力为0.5~10T;B、采用加热系统对辊压盘,承载模机构的模芯、承压托盘和加压盘,及轮毂半成品毛坯进行加热,加热温度为250~450℃;C、依次选取外边缘圆弧与轮毂半成品毛坯结构对应的辊盘对轮毂半成品毛坯进行辊薄、挤压、延展和翻边的侧向和轴向辊压加工,辊压盘的横向挤压压力为0.5~10T,轴向压力为1~10T。该工艺有效地攻克了传统工艺多步骤、多模具、反复
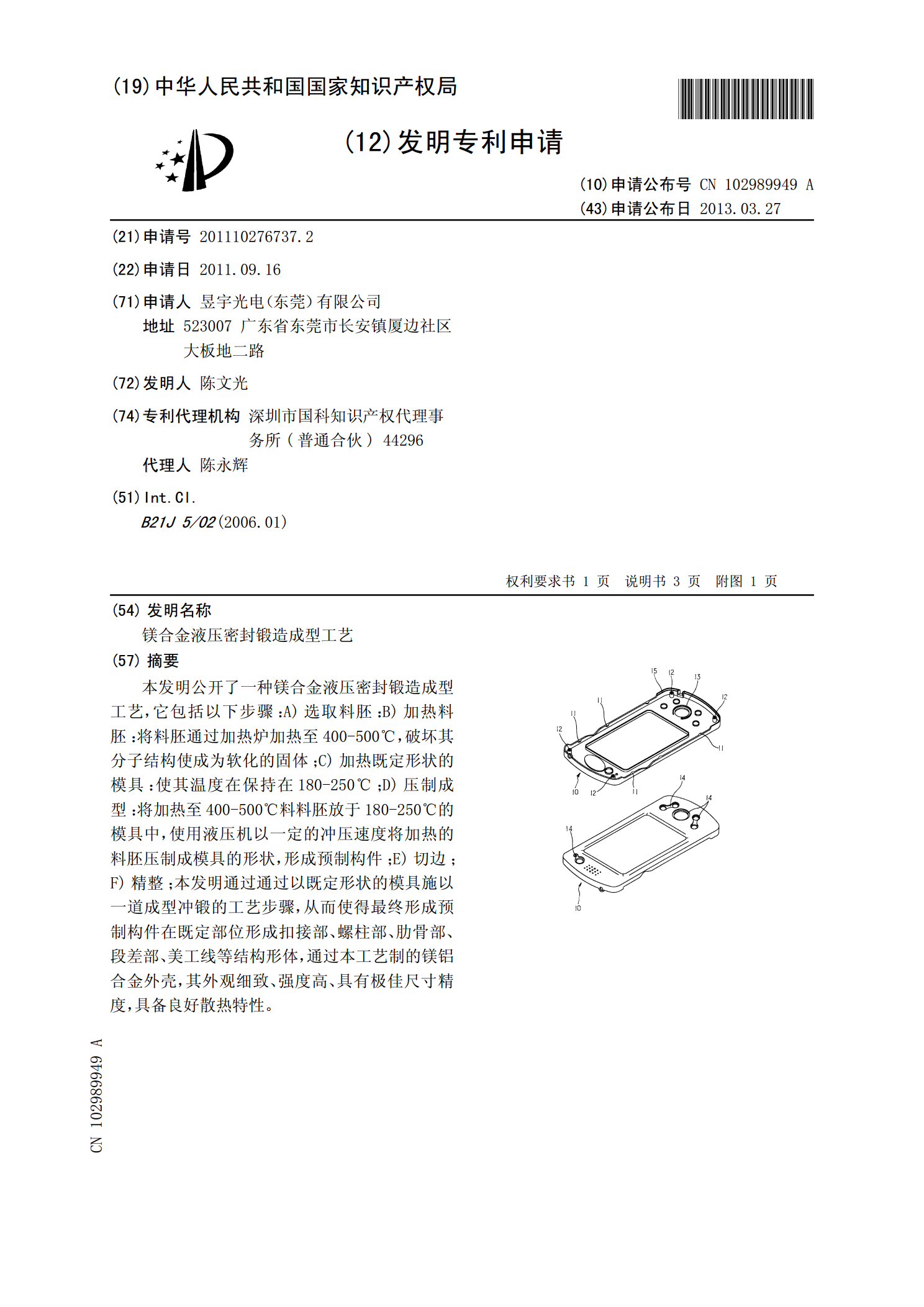
镁合金液压密封锻造成型工艺.pdf
本发明公开了一种镁合金液压密封锻造成型工艺,它包括以下步骤:A)选取料胚:B)加热料胚:将料胚通过加热炉加热至400-500℃,破坏其分子结构使成为软化的固体;C)加热既定形状的模具:使其温度在保持在180-250℃;D)压制成型:将加热至400-500℃料料胚放于180-250℃的模具中,使用液压机以一定的冲压速度将加热的料胚压制成模具的形状,形成预制构件;E)切边;F)精整;本发明通过通过以既定形状的模具施以一道成型冲锻的工艺步骤,从而使得最终形成预制构件在既定部位形成扣接部、螺柱部、肋骨部、段差部、
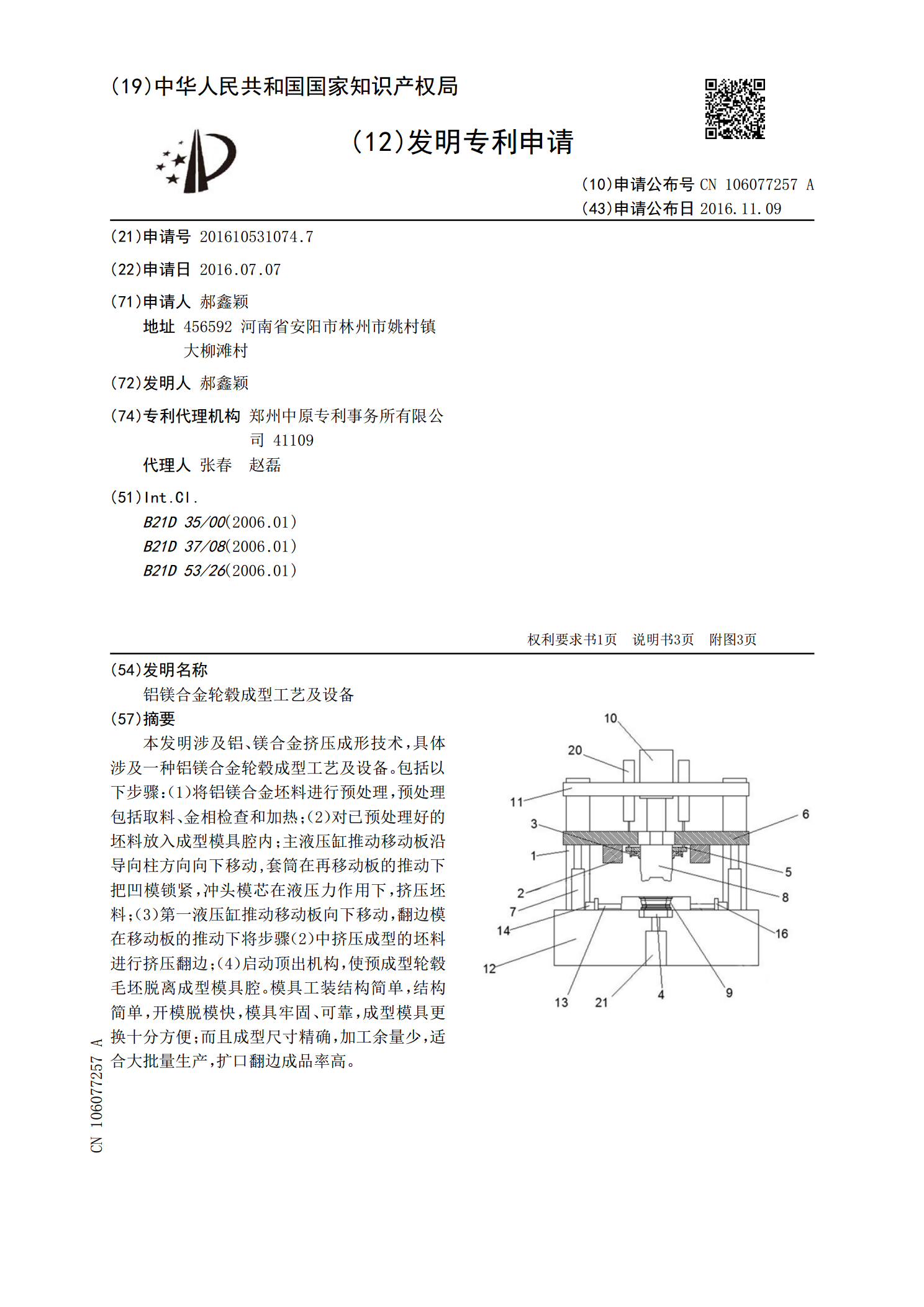
铝镁合金轮毂成型工艺及设备.pdf
本发明涉及铝、镁合金挤压成形技术,具体涉及一种铝镁合金轮毂成型工艺及设备。包括以下步骤:(1)将铝镁合金坯料进行预处理,预处理包括取料、金相检查和加热;(2)对已预处理好的坯料放入成型模具腔内;主液压缸推动移动板沿导向柱方向向下移动,套筒在再移动板的推动下把凹模锁紧,冲头模芯在液压力作用下,挤压坯料;(3)第一液压缸推动移动板向下移动,翻边模在移动板的推动下将步骤(2)中挤压成型的坯料进行挤压翻边;(4)启动顶出机构,使预成型轮毂毛坯脱离成型模具腔。模具工装结构简单,结构简单,开模脱模快,模具牢固、可靠,