
一种自动定位、夹紧方法及装置的创新设计.docx

悠柔****找我


1/4

2/4

3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种自动定位、夹紧方法及装置的创新设计.docx
一种自动定位、夹紧方法及装置的创新设计本文主要针对一种自动定位、夹紧方法及装置的创新设计进行探讨。该方法在机器人加工、装配和焊接领域具有广泛的应用前景。一、介绍在工业生产中,许多工作需要自动化机器人完成。在机器人工作的过程中,需要对工件进行定位、夹紧等操作。一般的定位、夹紧方法需要人力干预,操作繁琐,效率低下。因此,研究自动化定位、夹紧方法具有非常重要的实际意义。二、设计原理本文提出了一种新型自动定位、夹紧方法。该方法基于传感器的信号来判断工件位置,并通过气动夹紧装置夹紧工件。具体实施过程如下:1.利用视

一种自动定位、夹紧方法及装置的创新设计.docx
一种自动定位、夹紧方法及装置的创新设计摘要:设计了一种机械加工中对轴类零部件(特别适用细长轴)自动定位、夹紧装置。该装置采用中心高可调整自动定位或浮动支撑与夹紧工件适用于通用机床、专用机床及数控加工机床。该装置能与机床NC编码系统、PLC控制系统结合为整体实现高效率加工。关键词:轴类零部件;自动定位;浮动支撑;自动夹紧0背景技术我们知道现有机械加工行业中的铣削、车铣复合加工、刨削和钻削等加工中对要求确定加工圆柱形工件确定轴线或加工中心平面定位
一种自动定位、夹紧方法及装置的创新设计.docx
一种自动定位、夹紧方法及装置的创新设计摘要:设计了一种机械加工中对轴类零部件(特别适用细长轴)自动定位、夹紧装置。该装置采用中心高可调整自动定位或浮动支撑与夹紧工件适用于通用机床、专用机床及数控加工机床。该装置能与机床NC编码系统、PLC控制系统结合为整体实现高效率加工。关键词:轴类零部件;自动定位;浮动支撑;自动夹紧0背景技术我们知道现有机械加工行业中的铣削、车铣复合加工、刨削和钻削等加工中对要求确定加工圆柱形工件确定轴线或加工中心平面定位
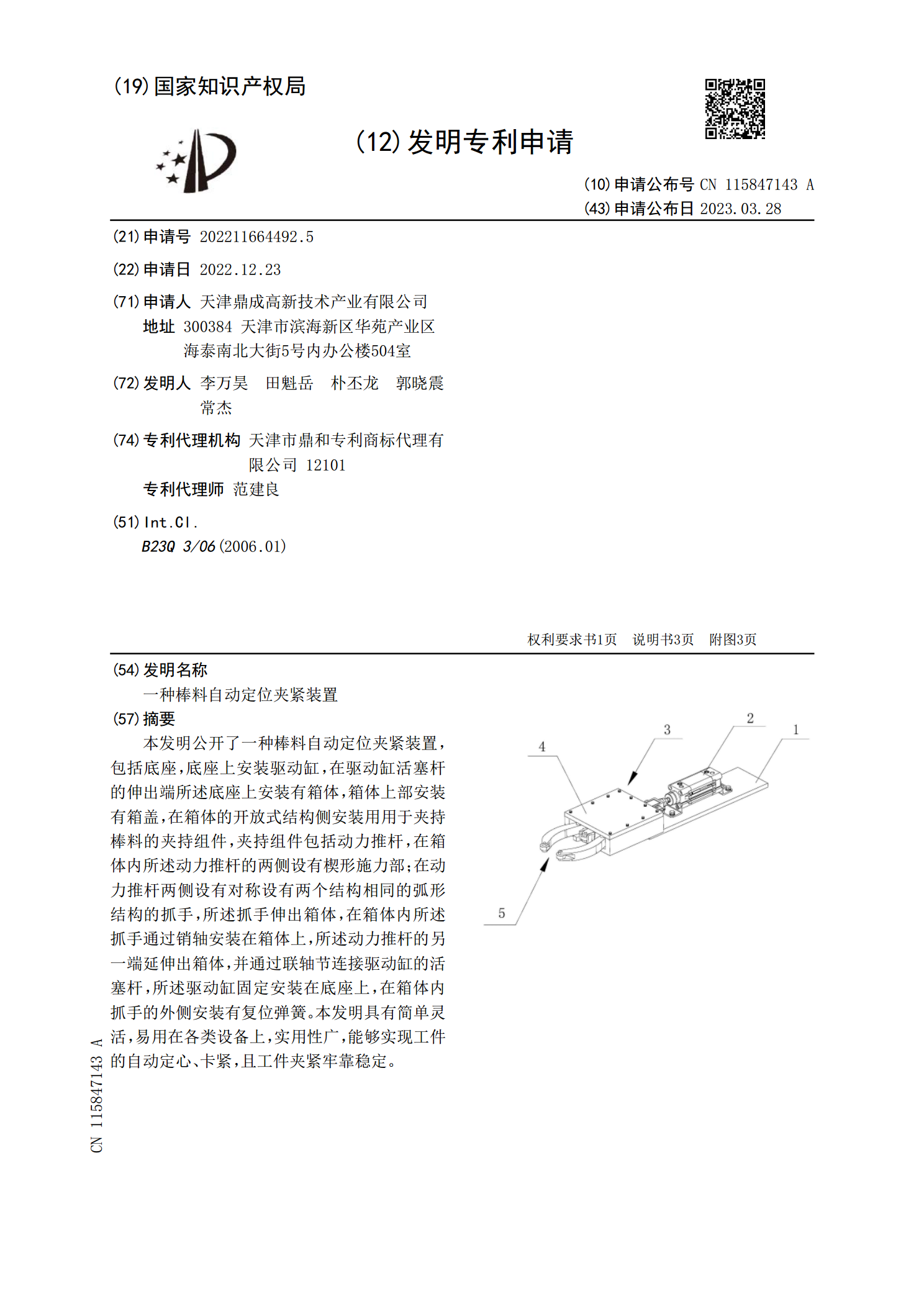
一种棒料自动定位夹紧装置.pdf
本发明公开了一种棒料自动定位夹紧装置,包括底座,底座上安装驱动缸,在驱动缸活塞杆的伸出端所述底座上安装有箱体,箱体上部安装有箱盖,在箱体的开放式结构侧安装用用于夹持棒料的夹持组件,夹持组件包括动力推杆,在箱体内所述动力推杆的两侧设有楔形施力部;在动力推杆两侧设有对称设有两个结构相同的弧形结构的抓手,所述抓手伸出箱体,在箱体内所述抓手通过销轴安装在箱体上,所述动力推杆的另一端延伸出箱体,并通过联轴节连接驱动缸的活塞杆,所述驱动缸固定安装在底座上,在箱体内抓手的外侧安装有复位弹簧。本发明具有简单灵活,易用在各
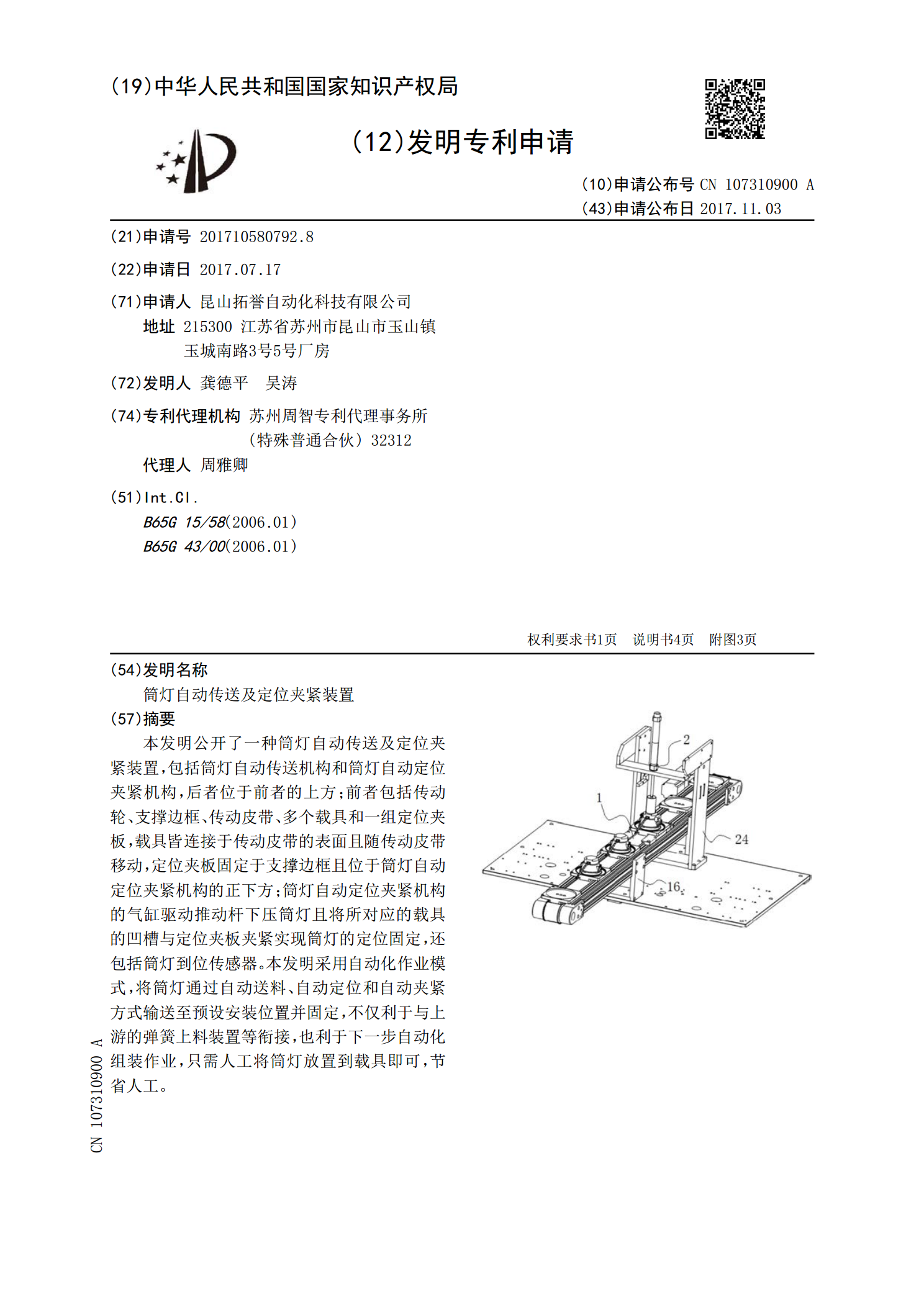
筒灯自动传送及定位夹紧装置.pdf
本发明公开了一种筒灯自动传送及定位夹紧装置,包括筒灯自动传送机构和筒灯自动定位夹紧机构,后者位于前者的上方;前者包括传动轮、支撑边框、传动皮带、多个载具和一组定位夹板,载具皆连接于传动皮带的表面且随传动皮带移动,定位夹板固定于支撑边框且位于筒灯自动定位夹紧机构的正下方;筒灯自动定位夹紧机构的气缸驱动推动杆下压筒灯且将所对应的载具的凹槽与定位夹板夹紧实现筒灯的定位固定,还包括筒灯到位传感器。本发明采用自动化作业模式,将筒灯通过自动送料、自动定位和自动夹紧方式输送至预设安装位置并固定,不仅利于与上游的弹簧上料