
提高料液温度合格率QC成果.ppt

天马****23

1/10
2/10

3/10
4/10
5/10
6/10
7/10
8/10

9/10
10/10
亲,该文档总共35页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
提高料液温度合格率QC成果.ppt
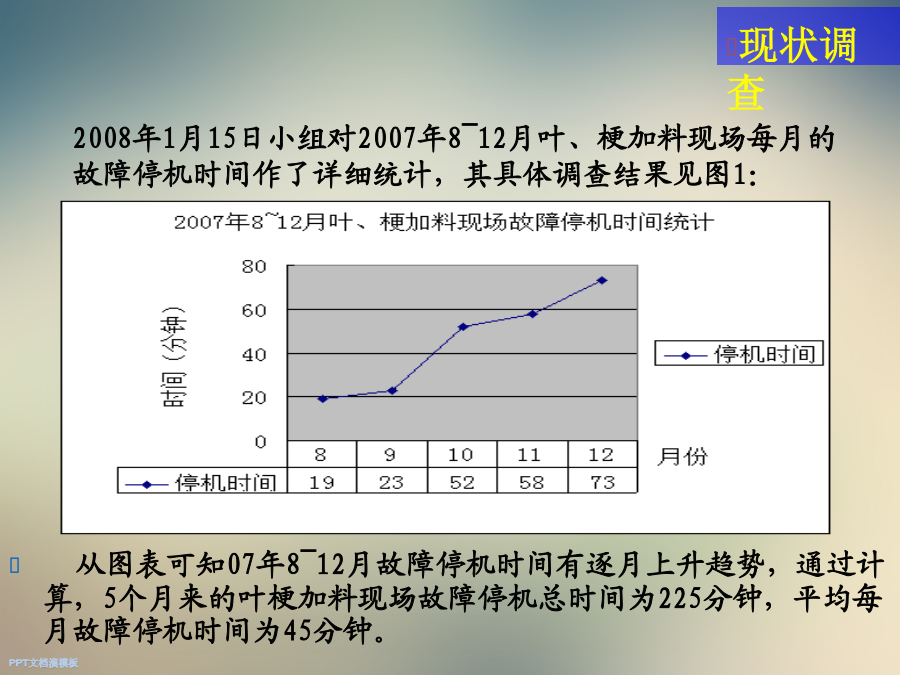
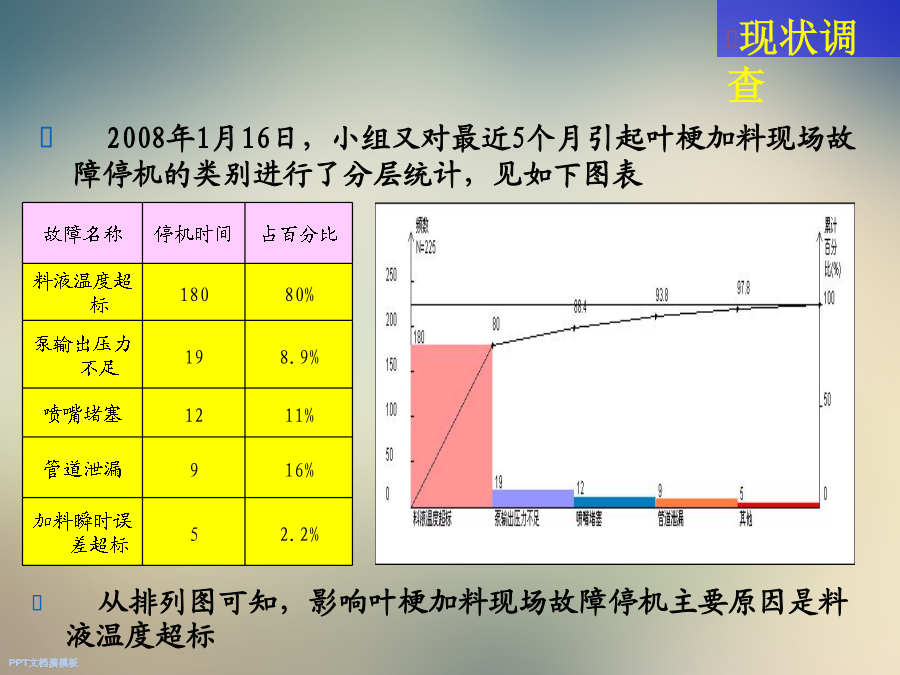
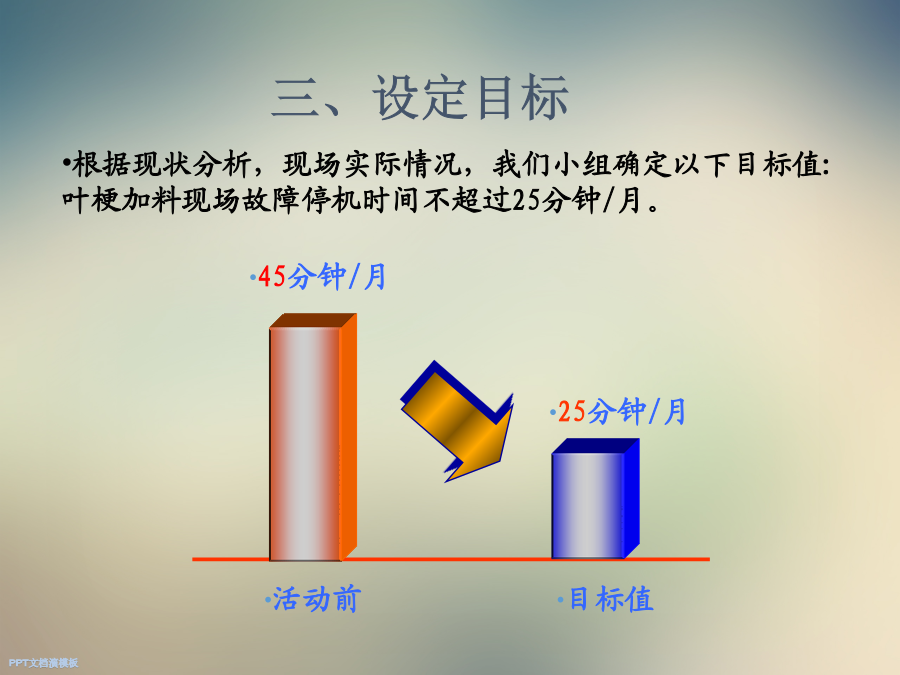
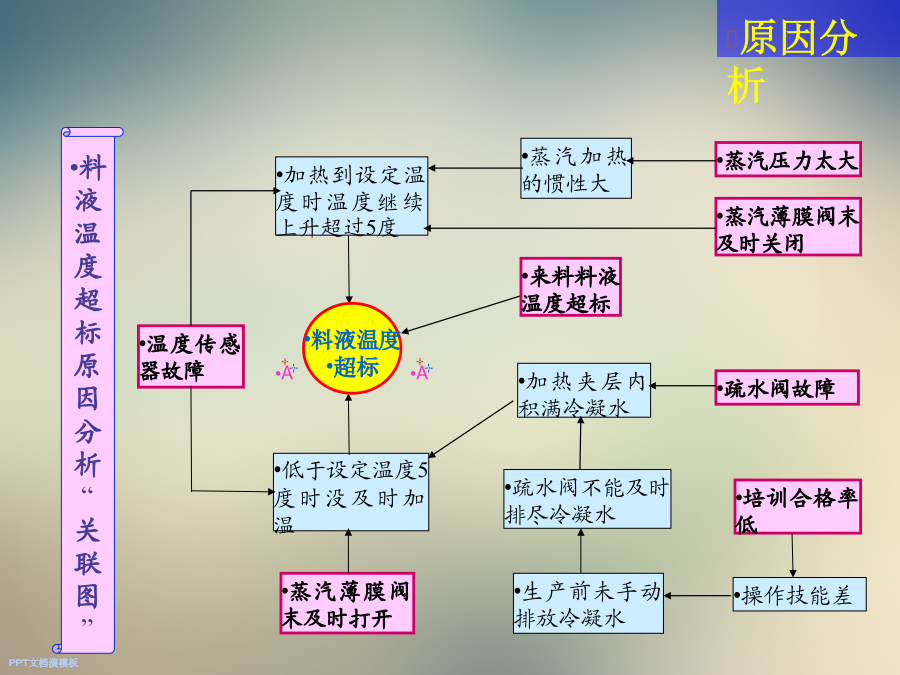
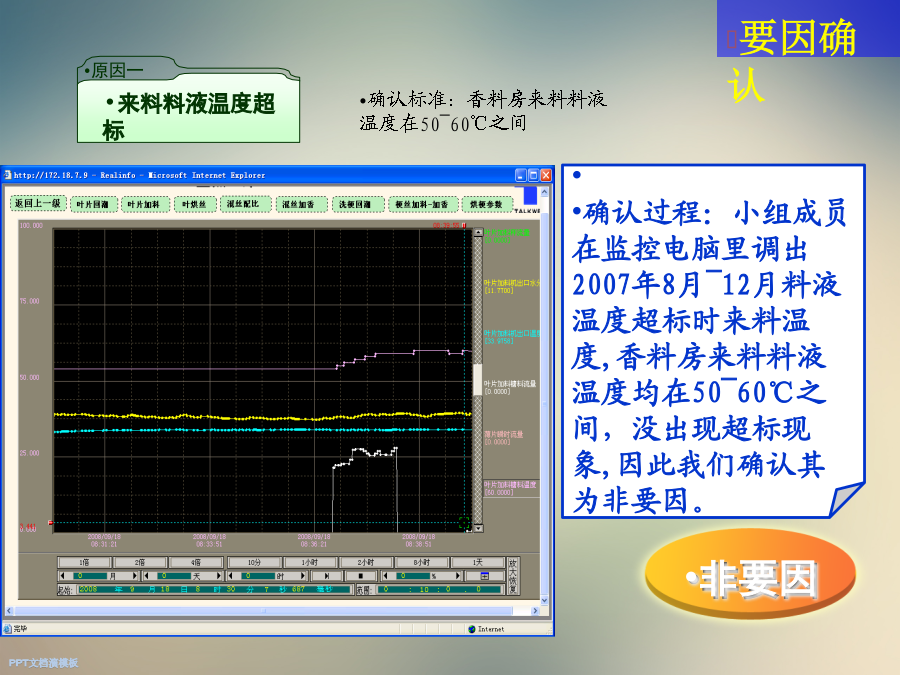
27九月2024选题理由2008年1月15日小组对2007年8~12月叶、梗加料现场每月的故障停机时间作了详细统计,其具体调查结果见图1:故障名称三、设定目标确定目标后,小组成员经过多次调查、分析及讨论,查找料液温度超标的原因,得出如下关联图。加热到设定温度时温度继续上升超过5度确认过程:小组成员在监控电脑里调出2007年8月~12月料液温度超标时来料温度,香料房来料料液温度均在50~60℃之间,没出现超标现象,因此我们确认其为非要因。确认过程:我们首先用点检仪测得料液温度为56℃,再从监控电脑上观察到温
提高新液合格率QC活动成果.pdf
QC小组活动成果报告书提高新液合格率提高新液合格率河南豫光锌业有限公司简介河南豫光锌业有限公司位于历史悠久、风景秀美的愚公故里——河南省济源市,是河南豫光金铅集团有限责任公司的两大核心企业之一。河南豫光金铅集团有限责任公司是中国最大的铅锌冶炼企业、白银生产企业、中国有色金属行业铅锌领域大型骨干和主导企业,国家第一批循环经济试点单位,荣列中国企业五百强和制造业五百强,历届河南省进出口状元企业。2016年度公司年产值和销售收入双双突破达219亿元。河南锌业有限公司目前年产电锌26万吨,同时回收了铜、镉、铟、银
提高新液合格率QC活动成果.pdf
QC小组活动成果报告书提高新液合格率提高新液合格率河南豫光锌业有限公司简介河南豫光锌业有限公司位于历史悠久、风景秀美的愚公故里——河南省济源市,是河南豫光金铅集团有限责任公司的两大核心企业之一。河南豫光金铅集团有限责任公司是中国最大的铅锌冶炼企业、白银生产企业、中国有色金属行业铅锌领域大型骨干和主导企业,国家第一批循环经济试点单位,荣列中国企业五百强和制造业五百强,历届河南省进出口状元企业。2016年度公司年产值和销售收入双双突破达219亿元。河南锌业有限公司目前年产电锌26万吨,同时回收了铜、镉、铟、银

QC成果提高厚板探伤合格率.ppt
提高>100mm锭轧特厚板探伤合格率一、选题二.小组概况:小组概况三.现状调查现状调查现状调查探伤缺陷排列图分析判断四、设定目标先进的工艺技术、设备可行性分析3:五、原因分析:六.确认主要原因:七、制定对策八.按对策实施:九.效果验证:十.达到目标:效益:表102011年以来不同锭型成材板探伤合格率分布十三.制定巩固措施:十四.遗留问题和下步打算

QC成果提高厚板探伤合格率.ppt
提高>100mm锭轧特厚板探伤合格率一、选题二.小组概况:小组概况三.现状调查现状调查现状调查探伤缺陷排列图分析判断四、设定目标先进的工艺技术、设备可行性分析3:五、原因分析:六.确认主要原因:七、制定对策八.按对策实施:九.效果验证:十.达到目标:效益:表102011年以来不同锭型成材板探伤合格率分布十三.制定巩固措施:十四.遗留问题和下步打算