
一种带状金属层薄膜冲切装置及其方法.pdf

淑然****by


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种带状金属层薄膜冲切装置及其方法.pdf
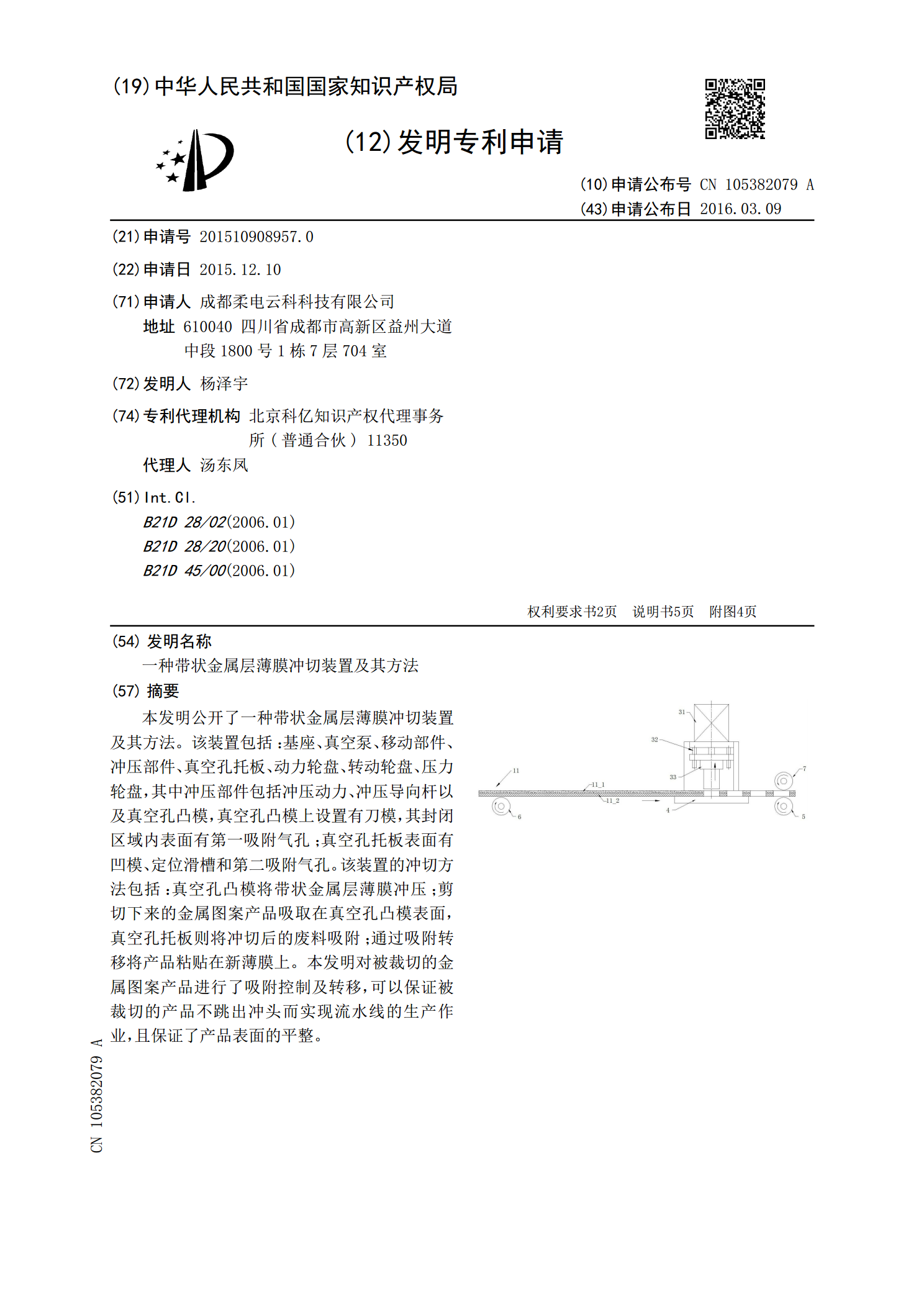
本发明公开了一种带状金属层薄膜冲切装置及其方法。该装置包括:基座、真空泵、移动部件、冲压部件、真空孔托板、动力轮盘、转动轮盘、压力轮盘,其中冲压部件包括冲压动力、冲压导向杆以及真空孔凸模,真空孔凸模上设置有刀模,其封闭区域内表面有第一吸附气孔;真空孔托板表面有凹模、定位滑槽和第二吸附气孔。该装置的冲切方法包括:真空孔凸模将带状金属层薄膜冲压;剪切下来的金属图案产品吸取在真空孔凸模表面,真空孔托板则将冲切后的废料吸附;通过吸附转移将产品粘贴在新薄膜上。本发明对被裁切的金属图案产品进行了吸附控制及转移,可以保
一种双向生产的薄膜分切装置及其加工方法.pdf
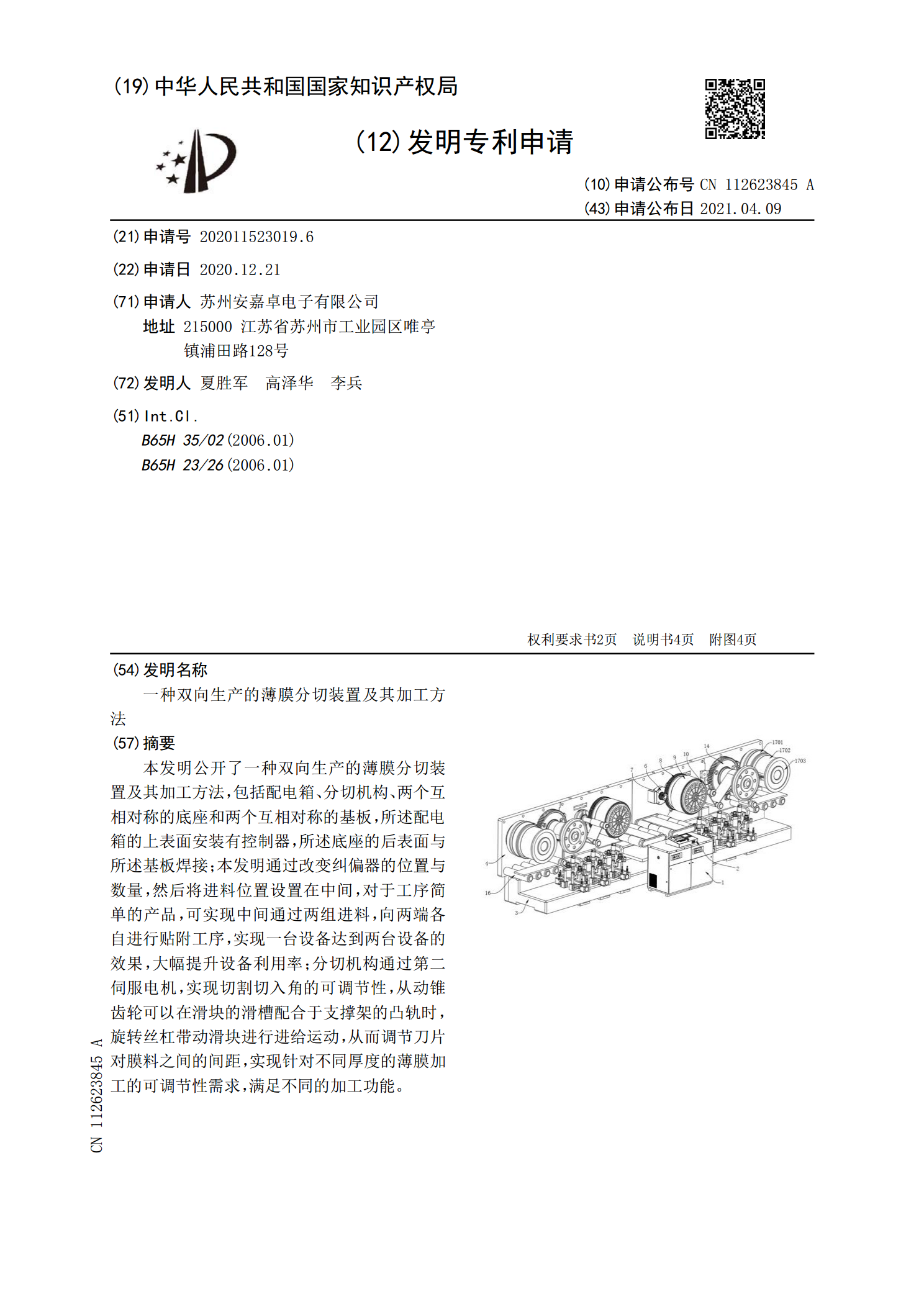
本发明公开了一种双向生产的薄膜分切装置及其加工方法,包括配电箱、分切机构、两个互相对称的底座和两个互相对称的基板,所述配电箱的上表面安装有控制器,所述底座的后表面与所述基板焊接;本发明通过改变纠偏器的位置与数量,然后将进料位置设置在中间,对于工序简单的产品,可实现中间通过两组进料,向两端各自进行贴附工序,实现一台设备达到两台设备的效果,大幅提升设备利用率;分切机构通过第二伺服电机,实现切割切入角的可调节性,从动锥齿轮可以在滑块的滑槽配合于支撑架的凸轨时,旋转丝杠带动滑块进行进给运动,从而调节刀片对膜料之间

一种金属拉链排咪的冲切装置.pdf
本发明公开了一种金属拉链排咪的冲切装置,其上部设置在金属拉链排咪装置的冲切装置座内部,该冲切装置能够向下运动,并通过冲切装置座上设置的弹簧复位;冲切装置为长条形,a、b、c三面设有凹槽,在该冲切装置下端的三个面的凹槽内分别设置刀口;冲切装置在两个侧面b、c上的刀口之间的中心位置到正面a的距离A与送料轮的两个相邻的齿尖间距相配合,刀口每次冲切所得的落料长度与送料轮两个相邻的齿尖间的送料长度一致。本发明提供的金属拉链排咪的冲切装置通过向上移动冲切装置的中心位置,与送料齿轮配合更密切,令拉链齿的表面美观、光洁、

一种冲切工艺及其冲切设备.pdf
本发明提供一种冲切工艺,采用二极管引脚冲裁设备进行加工,包括以下的加工步骤:(1)放料;(2)裁切:启动冲裁设备,冲裁设备的上模下切的行程分为第一行程段和第二行程段,所述第一行程段为成型段,所述第二行程段为裁切段,所述第一行程段距离为28mm‑32mm,下行速度为118mm/s‑122mm/s,所述第二行程段距离为0.6mm‑1mm,下行速度为128mm/s‑132mm/s;完成第二行程段后,上模复位;(3)取料。本发明的有益效果为:避免由于冲切力量过大,导致将引脚拉断的情况,确保裁切效率的同时,也降低产
TPV产品自动冲切机及其冲切方法.pdf
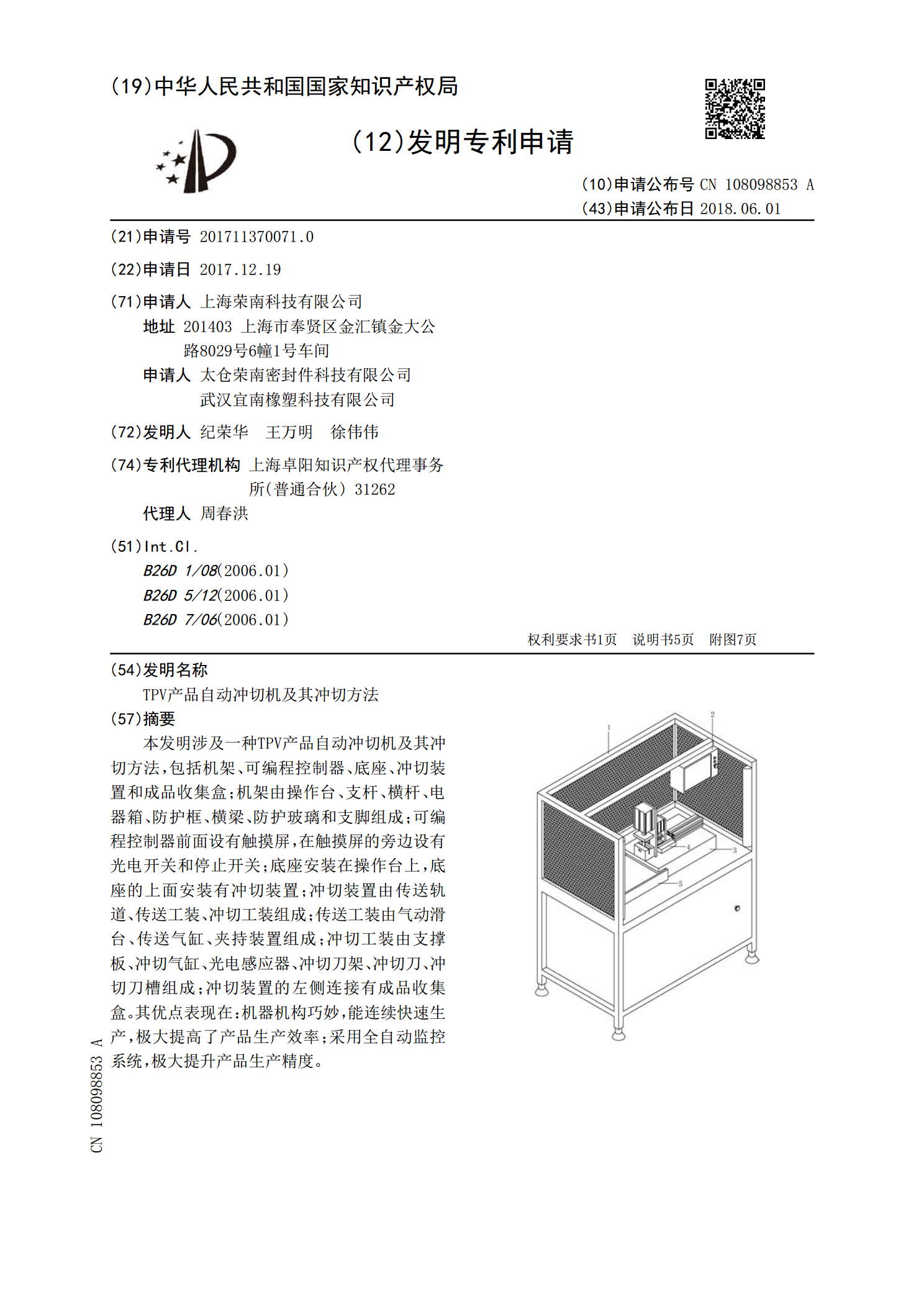
本发明涉及一种TPV产品自动冲切机及其冲切方法,包括机架、可编程控制器、底座、冲切装置和成品收集盒;机架由操作台、支杆、横杆、电器箱、防护框、横梁、防护玻璃和支脚组成;可编程控制器前面设有触摸屏,在触摸屏的旁边设有光电开关和停止开关;底座安装在操作台上,底座的上面安装有冲切装置;冲切装置由传送轨道、传送工装、冲切工装组成;传送工装由气动滑台、传送气缸、夹持装置组成;冲切工装由支撑板、冲切气缸、光电感应器、冲切刀架、冲切刀、冲切刀槽组成;冲切装置的左侧连接有成品收集盒。其优点表现在:机器机构巧妙,能连续快速