
产品作业指导书.doc

是笛****加盟


1/7
2/7
3/7
4/7

5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

产品作业指导书.doc
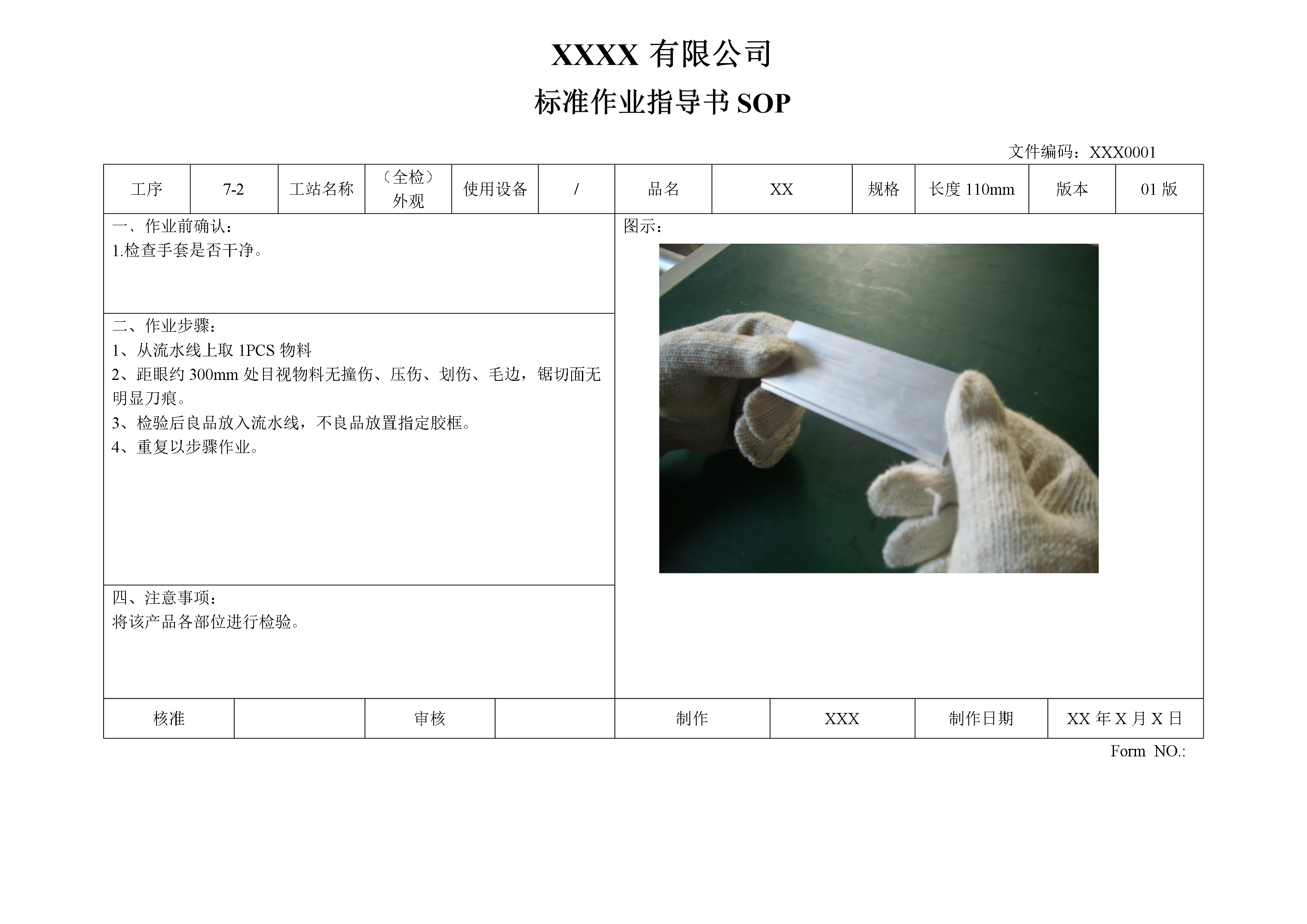
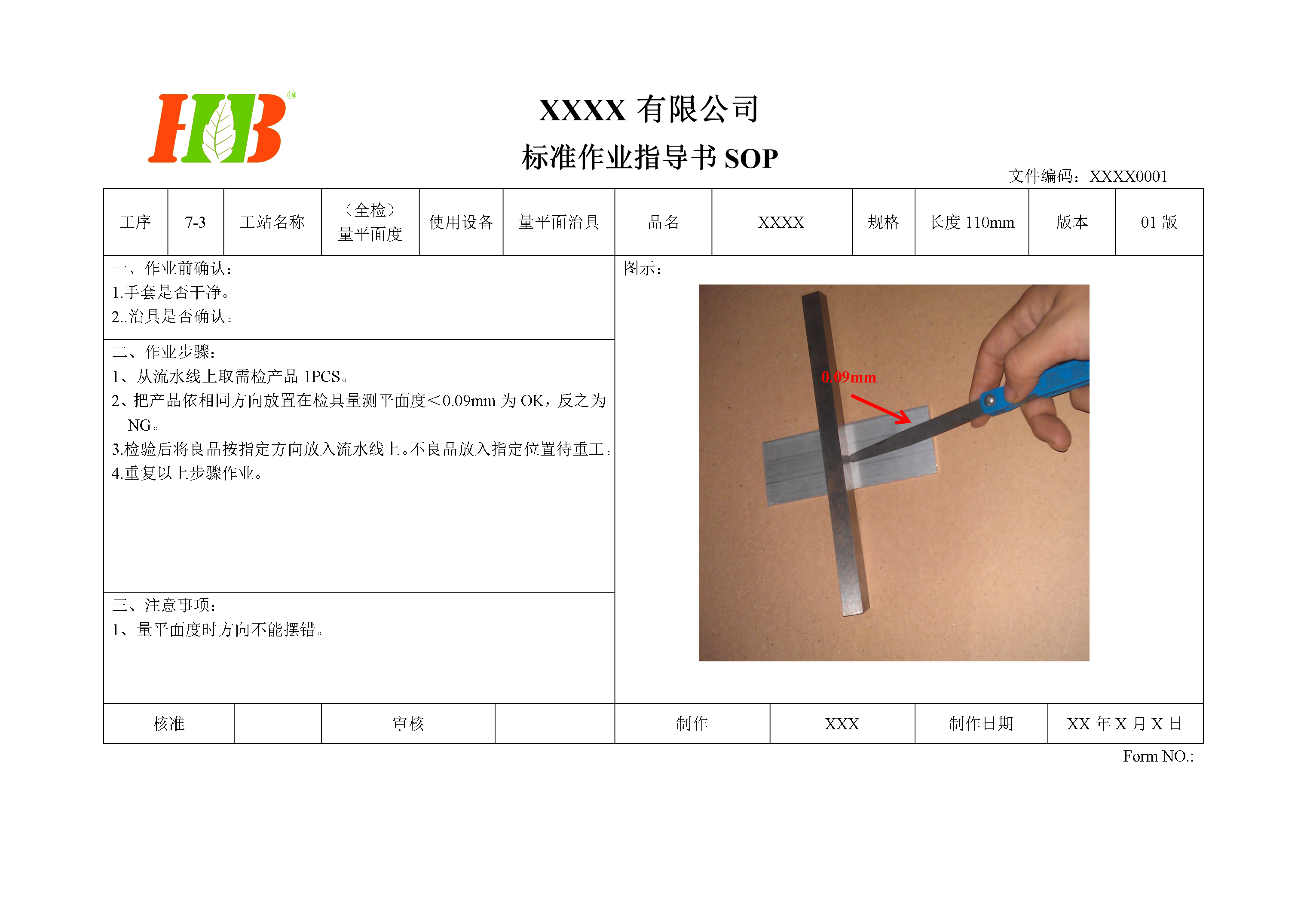
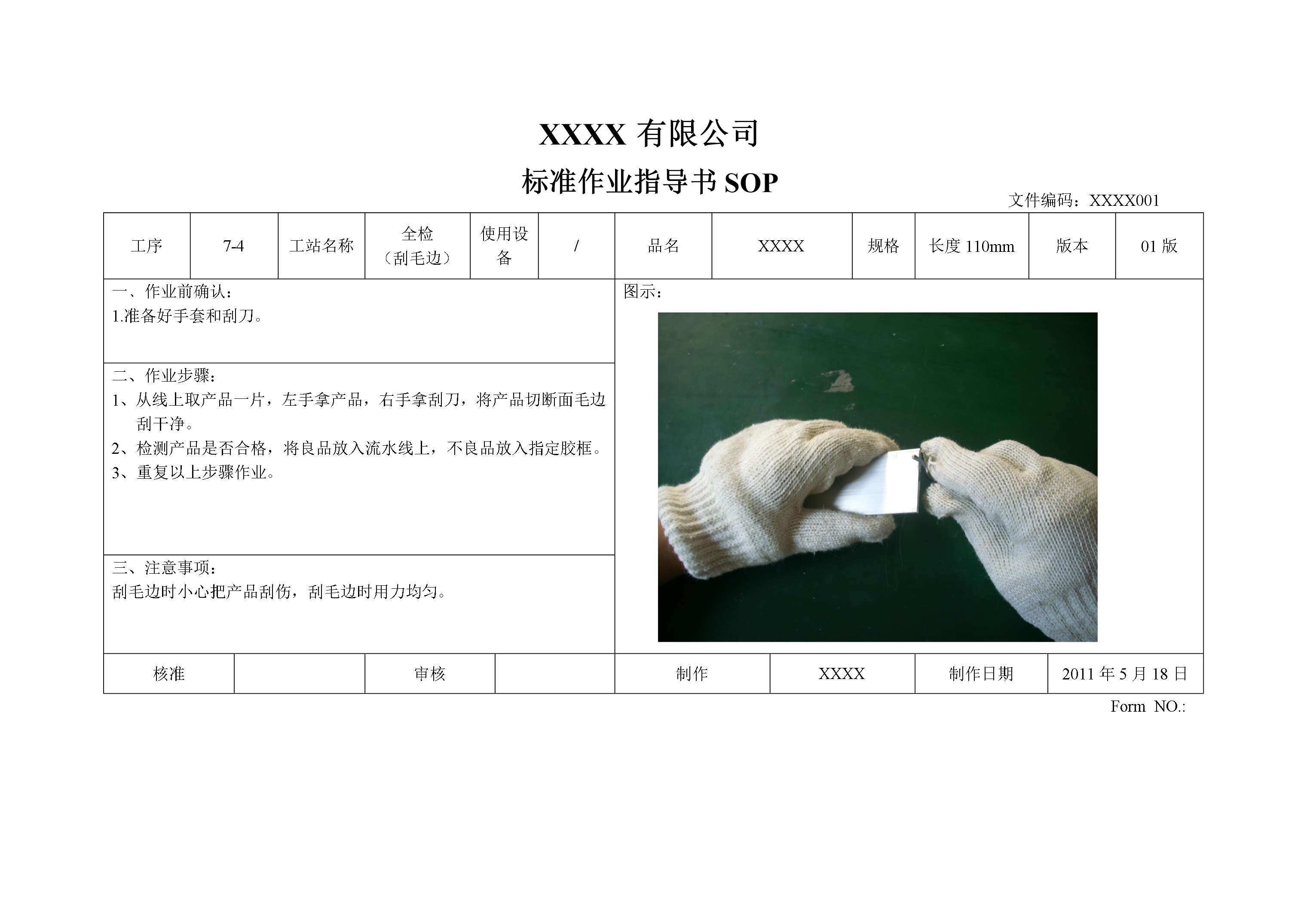
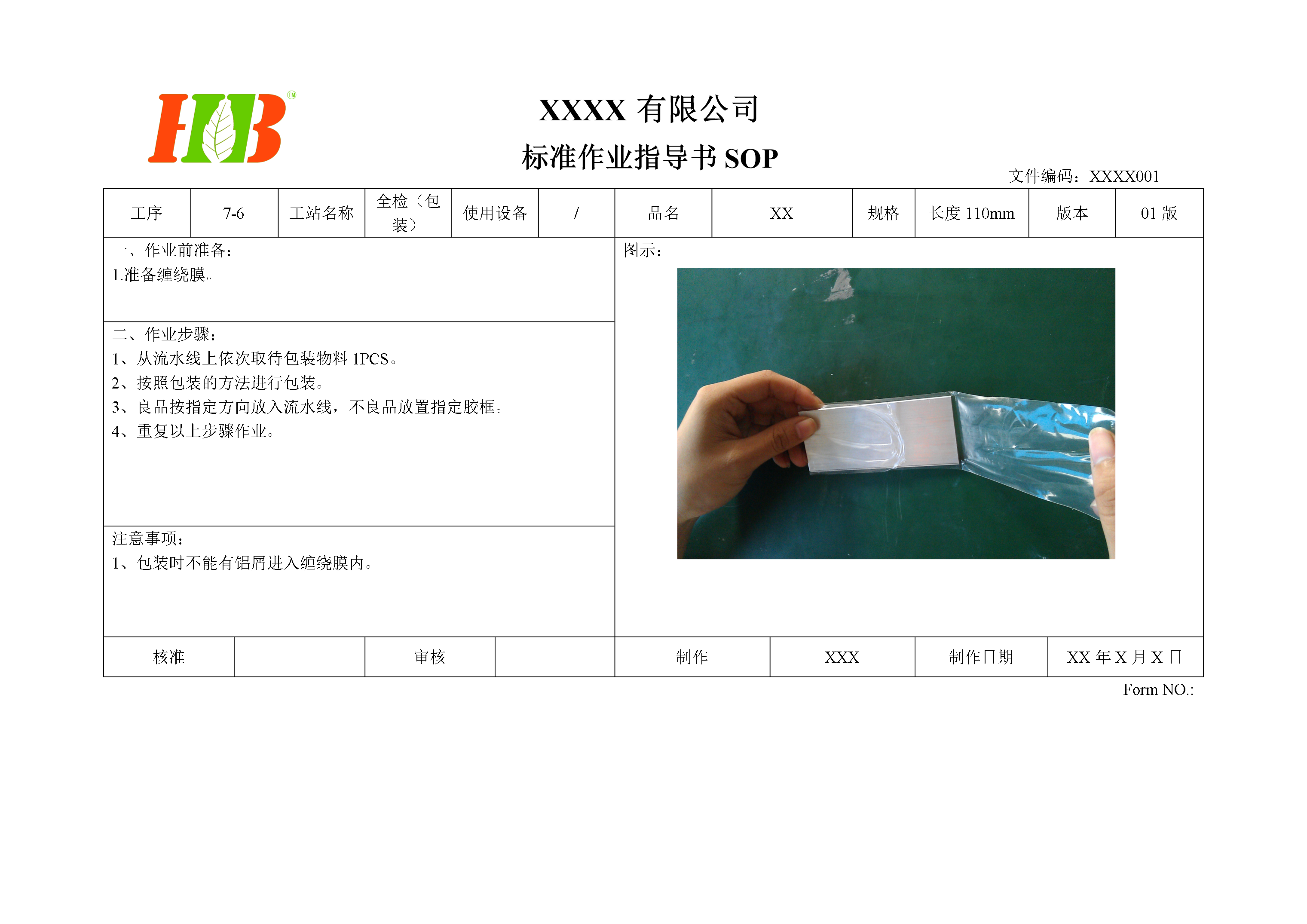
XXXX有限公司标准作业指导书SOP文件编码:XXXX0001工序7-1工站名称锯切使用设备锯台品名XXXX规格长度110mm版本01版一﹑作业前确认:确认切削油量是否充足气压是否足够。操作员必须配带手套及耳塞注意安全。作业前必须做首件检验检验数量为10PCS。图示:
产品作业指导书.doc
XXXX有限公司标准作业指导书SOP文件编码:XXXX0001工序7-1工站名称锯切使用设备锯台品名XXXX规格长度110mm版本01版一﹑作业前确认:确认切削油量是否充足气压是否足够。操作员必须配带手套及耳塞注意安全。作业前必须做首件检验检验数量为10PCS。图示:
产品作业指导书.doc
XXXX有限公司标准作业指导书SOP文件编码:XXXX0001工序7-1工站名称锯切使用设备锯台品名XXXX规格长度110mm版本01版一﹑作业前确认:确认切削油量是否充足气压是否足够。操作员必须配带手套及耳塞注意安全。作业前必须做首件检验检验数量为10PCS。图示:

产品作业指导书.doc
XXXX有限公司标准作业指导书SOP文件编码:XXXX0001工序7-1工站名称锯切使用设备锯台品名XXXX规格长度110mm版本01版一﹑作业前确认:确认切削油量是否充足,气压是否足够。操作员必须配带手套及耳塞,注意安全.作业前必须做首件检验,检验数量为10PCS。图示:图1图2图3二、作业步骤:1、将挡料板及锯台工作台面用气枪将铝屑吹干净.(图1)2、长料抬至料架上等待锯切。双手扶住长料,把切断的一头推入压料架下,与档料板对齐,踩下开关,双手禁止伸入压料夹下方。(图2、图3)3、待压料夹完全升起后拿出

产品防护作业指导书.doc
RG深圳容光机电设备有限公司SHENZHENRONGGUANGELECTRONICSMACHINESEQUIPMENTCO.LTD.文件名称:货物搬运、防护作业指导书文件编号:WI-MA-004版次:01※本文件之著作权属于深圳容光机电设备有限公司未经允许不得翻印※编制部门编制审核批准仓库日期日期日期升版说明:格式更新。RG深圳容光机电设备有限公司SHENZHENRONGGUANGELECTRONICSMACHINESEQUIPMENTCO.LT