
一种用于大直径内容屑丝锥刃磨的夹紧装置.pdf

玄静****写意


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种用于大直径内容屑丝锥刃磨的夹紧装置.pdf
一种用于大直径内容屑丝锥刃磨的夹紧装置,它涉及一种夹紧装置。本发明解决了现有的用于大直径内容屑丝锥刃磨的夹紧装置存在夹具刃磨的加工效率低,分度工作台设备成本高的问题。圆桶的上部沿圆周方向均布加工有八个第一腰形通孔,圆桶的下部沿圆周方向均布加工有六个第二腰形通孔,螺距分度芯轴下部穿装在圆桶内,内六角螺栓螺纹连接在螺纹孔上,螺距分度芯轴的上部外侧壁上沿圆周方向均布加工有两个螺孔,第一螺柱和第二螺柱对应设置在两个螺孔上,螺距分度芯轴中部沿圆周方向加工有与第一腰形通孔对应的八个第一销孔,螺距分度芯轴下部沿圆周方向
一种刃磨大直径内容屑丝锥的夹紧装置.pdf
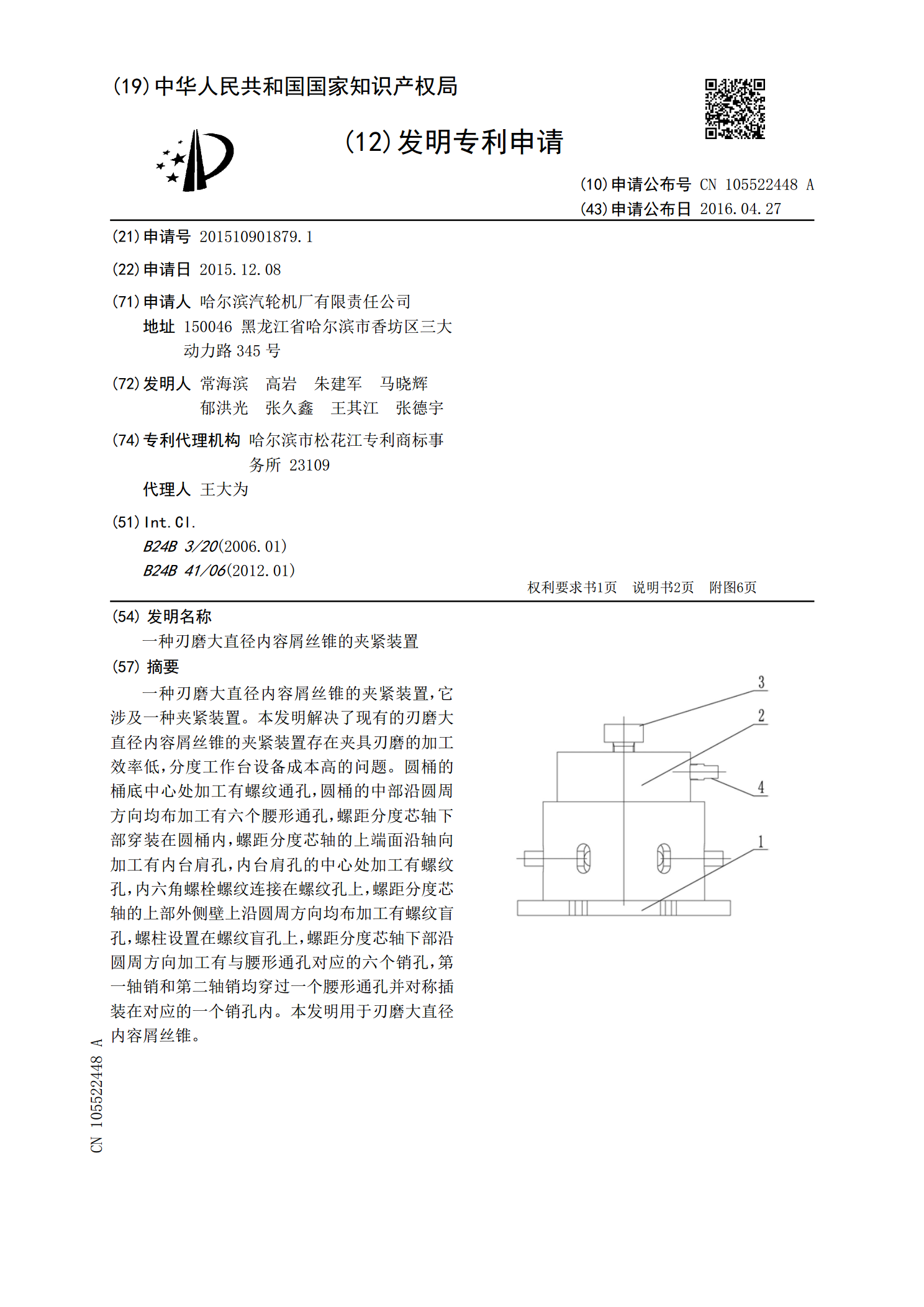
一种刃磨大直径内容屑丝锥的夹紧装置,它涉及一种夹紧装置。本发明解决了现有的刃磨大直径内容屑丝锥的夹紧装置存在夹具刃磨的加工效率低,分度工作台设备成本高的问题。圆桶的桶底中心处加工有螺纹通孔,圆桶的中部沿圆周方向均布加工有六个腰形通孔,螺距分度芯轴下部穿装在圆桶内,螺距分度芯轴的上端面沿轴向加工有内台肩孔,内台肩孔的中心处加工有螺纹孔,内六角螺栓螺纹连接在螺纹孔上,螺距分度芯轴的上部外侧壁上沿圆周方向均布加工有螺纹盲孔,螺柱设置在螺纹盲孔上,螺距分度芯轴下部沿圆周方向加工有与腰形通孔对应的六个销孔,第一轴销

螺旋丝锥刃磨装置.pdf
本发明涉及一种螺旋丝锥刃磨装置,包括底座,底座上设置有旋转支架,旋转支架上设有两相对的顶尖,其中一顶尖外部套有手轮。使用时,首先要将底座用压板固定在刃磨机滑板上的中间位置,并与砂轮片端面成10°的角度;再将旋转支架的角度调整到与水平成10°的角度固定好;调整好砂轮片的刃磨位置;把需要刃磨的丝锥夹持在旋转支架上的前、后顶尖上;启动刃磨机砂轮片开始刃磨。本发明不但能刃磨螺旋丝锥,同样可以刃磨不带螺旋角度的各种尺寸的普通丝锥。刃磨后的丝锥投产使用后,不仅能够保证车轴三孔加工的产品质量,而且要比新丝锥更
一种小直径精密枪钻刃磨装置及刃磨方法.pdf
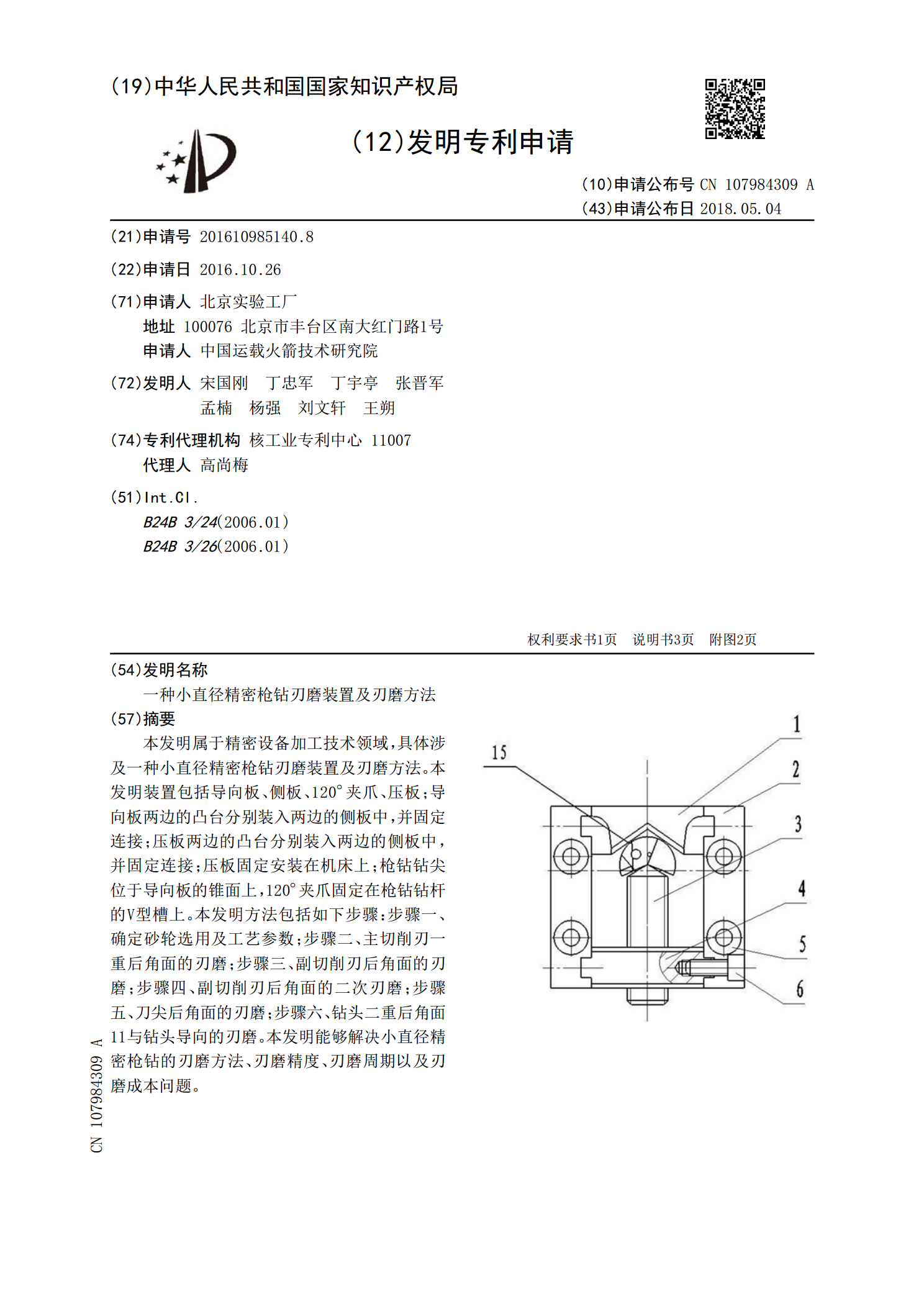
本发明属于精密设备加工技术领域,具体涉及一种小直径精密枪钻刃磨装置及刃磨方法。本发明装置包括导向板、侧板、120°夹爪、压板;导向板两边的凸台分别装入两边的侧板中,并固定连接;压板两边的凸台分别装入两边的侧板中,并固定连接;压板固定安装在机床上;枪钻钻尖位于导向板的锥面上,120°夹爪固定在枪钻钻杆的V型槽上。本发明方法包括如下步骤:步骤一、确定砂轮选用及工艺参数;步骤二、主切削刃一重后角面的刃磨;步骤三、副切削刃后角面的刃磨;步骤四、副切削刃后角面的二次刃磨;步骤五、刀尖后角面的刃磨;步骤六、钻头二重后

内容屑丝锥的研究.docx
内容屑丝锥的研究标题:内容屑丝锥的研究摘要:本论文主要研究内容屑丝锥(ContentScrapingCone)的相关问题,首先介绍了内容屑的概念及现象,随后分析了内容屑丝锥的特征和机制。进一步,探讨了内容屑丝锥的应用和影响,并提出了相应的应对措施。最后,通过案例分析论证了内容屑丝锥在当今互联网环境中的重要性和必要性。关键词:内容屑,丝锥,互联网,影响,应对第一部分:引言互联网技术的快速发展导致了信息爆炸的时代,大量的信息在网络上不断涌现。然而,与此同时,内容屑(ContentScraping)的现象也日益