
一种小直径精密枪钻刃磨装置及刃磨方法.pdf

建英****66

1/7
2/7
3/7
4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种小直径精密枪钻刃磨装置及刃磨方法.pdf
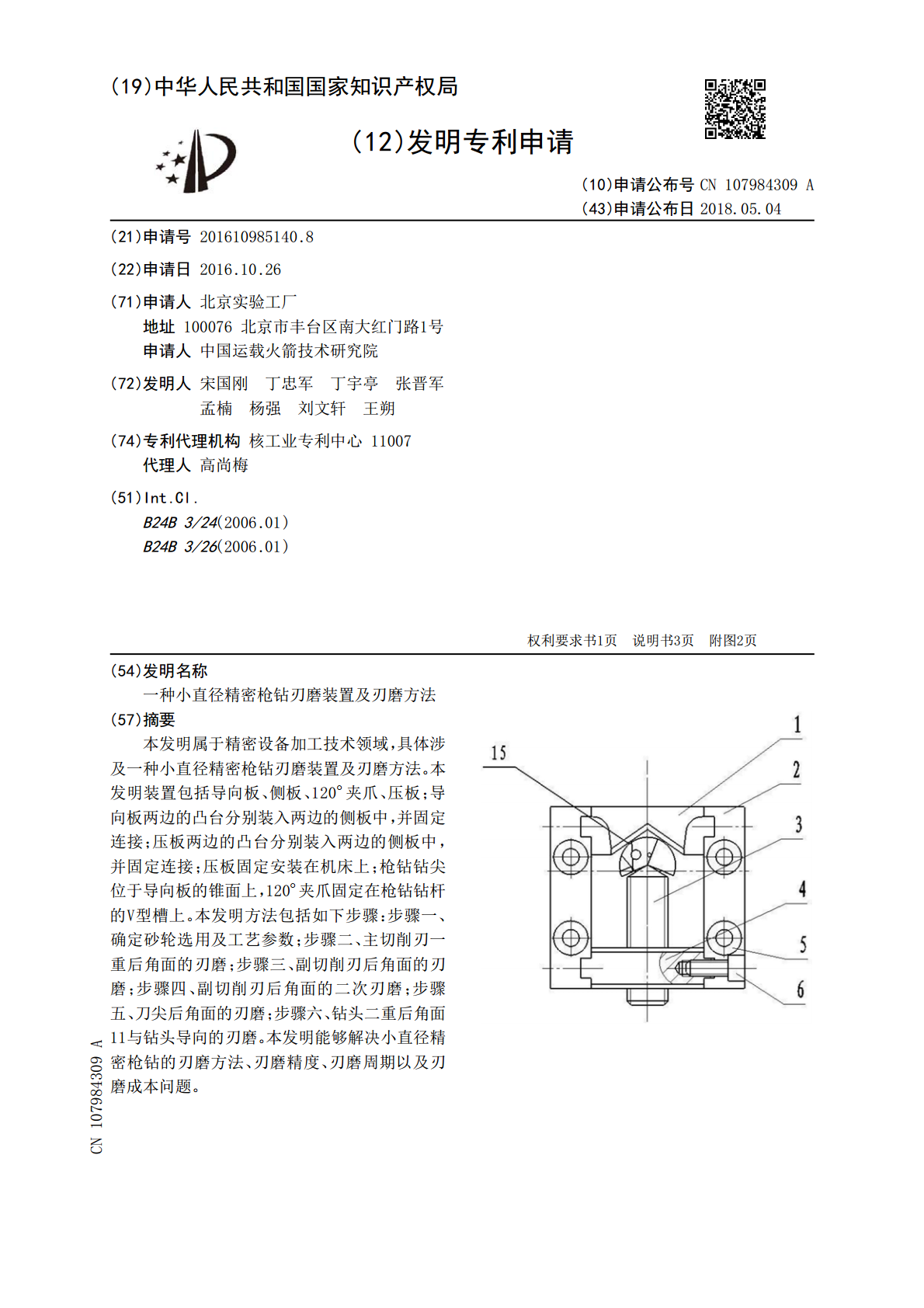
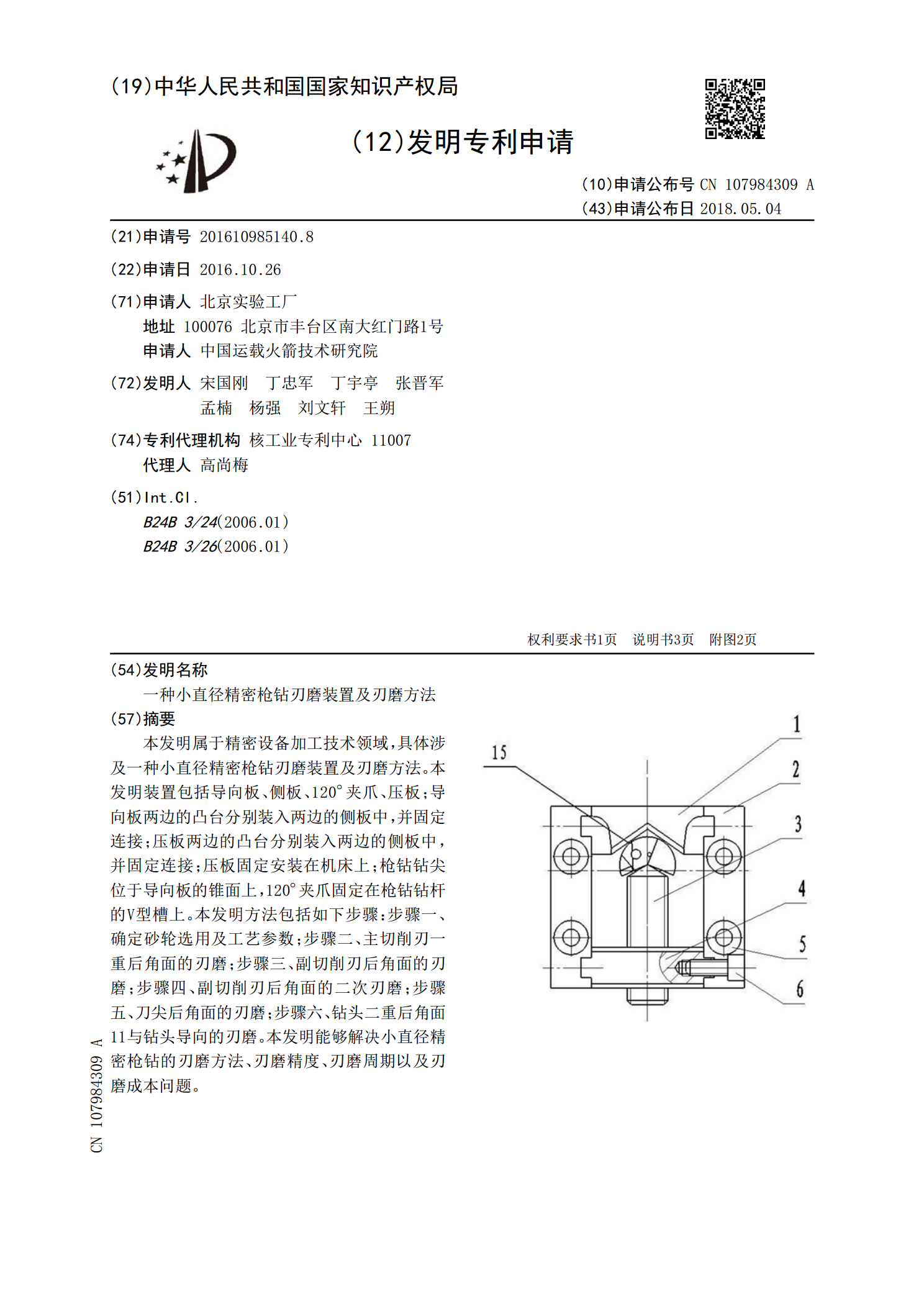
本发明属于精密设备加工技术领域,具体涉及一种小直径精密枪钻刃磨装置及刃磨方法。本发明装置包括导向板、侧板、120°夹爪、压板;导向板两边的凸台分别装入两边的侧板中,并固定连接;压板两边的凸台分别装入两边的侧板中,并固定连接;压板固定安装在机床上;枪钻钻尖位于导向板的锥面上,120°夹爪固定在枪钻钻杆的V型槽上。本发明方法包括如下步骤:步骤一、确定砂轮选用及工艺参数;步骤二、主切削刃一重后角面的刃磨;步骤三、副切削刃后角面的刃磨;步骤四、副切削刃后角面的二次刃磨;步骤五、刀尖后角面的刃磨;步骤六、钻头二重后

一种枪钻刃磨装置.pdf
本发明涉及枪钻刃磨技术,具体是一种枪钻刃磨装置。本发明解决了现有枪钻刃磨装置无法将枪钻的主切削刃的后刀面磨成螺旋面的问题。一种枪钻刃磨装置包括底座;底座上水平安装有第一旋转轴;第一旋转轴中部水平贯穿有内外角刻度盘,内外角刻度盘的中心垂直贯穿有第二旋转轴;第二旋转轴上端垂直贯穿有套筒支座;第二旋转轴下端连接有内外角锁紧手柄;套筒支座外侧壁前端设有主轴分度盘;套筒支座内侧壁套设有主轴套筒;主轴套筒内侧壁前端固定有V形定位块;主轴套筒侧壁后端套设有凸轮和进给手轮。本发明基于全新的结构,有效解决了现有枪钻刃磨装置

刃磨装置.pdf
本发明提供自动定位关键的削磨位的刃磨装置。本发明的刃磨装置,包括刀刃、砂轮组件、刀夹组件以及传动组件,前期需要先调整并定位作用于整个削磨作业的刀刃削磨直线,在刀刃定位于刀夹组件之后,即告完成前期人工准备,刀夹组件和砂轮组件会自动抵靠,进而宣告完成削磨位的确定。传动组件以特制的套筒和螺杆为媒介传动,扳动刀夹组件即可方便切断套筒和螺杆的啮合。由于定位和削磨作业的精确度高,带来只需单次进给即可完成削磨,提高作业效率的优势。
磨刃装置.pdf
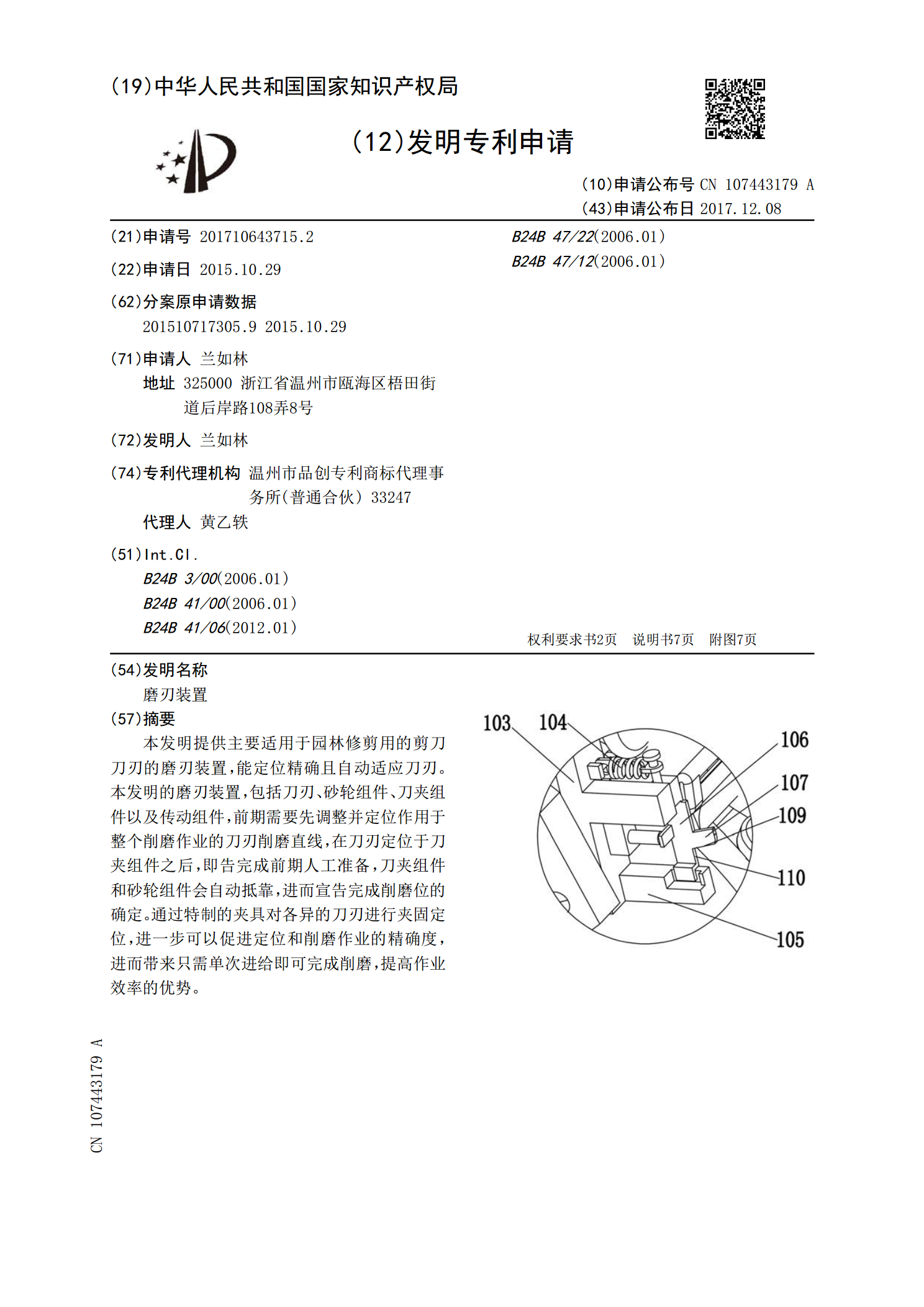
本发明提供主要适用于园林修剪用的剪刀刀刃的磨刃装置,能定位精确且自动适应刀刃。本发明的磨刃装置,包括刀刃、砂轮组件、刀夹组件以及传动组件,前期需要先调整并定位作用于整个削磨作业的刀刃削磨直线,在刀刃定位于刀夹组件之后,即告完成前期人工准备,刀夹组件和砂轮组件会自动抵靠,进而宣告完成削磨位的确定。通过特制的夹具对各异的刀刃进行夹固定位,进一步可以促进定位和削磨作业的精确度,进而带来只需单次进给即可完成削磨,提高作业效率的优势。
磨刃装置.pdf
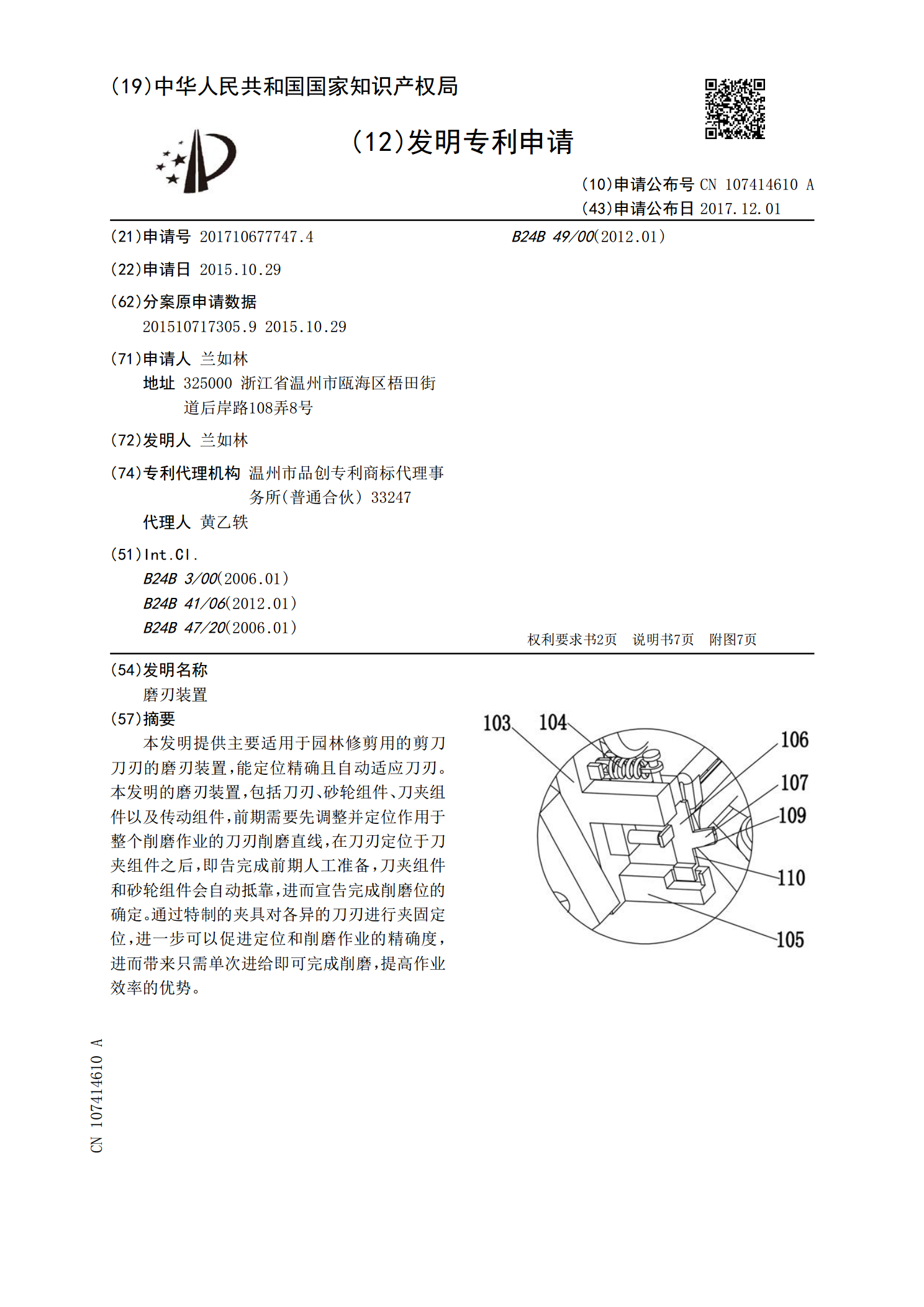
本发明提供主要适用于园林修剪用的剪刀刀刃的磨刃装置,能定位精确且自动适应刀刃。本发明的磨刃装置,包括刀刃、砂轮组件、刀夹组件以及传动组件,前期需要先调整并定位作用于整个削磨作业的刀刃削磨直线,在刀刃定位于刀夹组件之后,即告完成前期人工准备,刀夹组件和砂轮组件会自动抵靠,进而宣告完成削磨位的确定。通过特制的夹具对各异的刀刃进行夹固定位,进一步可以促进定位和削磨作业的精确度,进而带来只需单次进给即可完成削磨,提高作业效率的优势。