
一种车轮去毛刺装置.pdf

努力****南绿

1/8

2/8
3/8

4/8

5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种车轮去毛刺装置.pdf
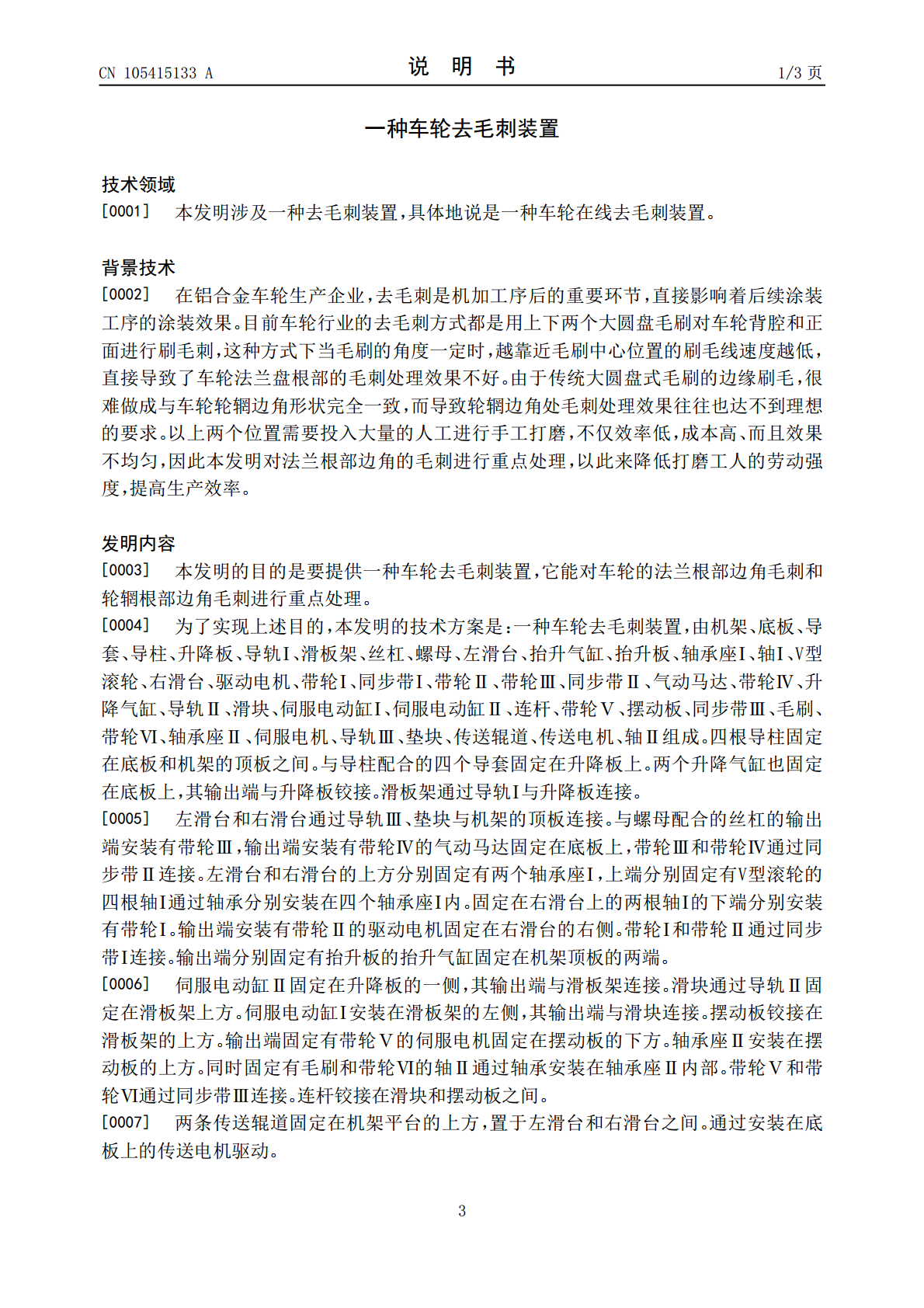
本发明一种车轮去毛刺装置,机架、电机、导轨、丝杠、滑台、气缸、毛刷等所组成,传送辊道使车轮到达四个V型滚轮的大致中间位置,抬升气缸将其抬升,气动马达带动丝杠转动,使左滑台和右滑台带动四个V型滚轮同步对车轮进行夹紧,驱动电机实现车轮夹紧状态下的旋转。伺服电机带动毛刷旋转,升降气缸通过四根导柱将毛刷抬升,当接触到车轮法兰边角时并实施一定的压力,毛刷即开始对车轮法兰边角毛刺进行去除,伺服电动缸Ⅰ实现毛刷角度的调整,伺服电动缸Ⅱ通过导轨Ⅰ实现毛刷位置的调整;当毛刷调整到合适角度时,即可完成对轮辋边角的毛刺去除,可

一种车轮去毛刺装置.pdf
本发明公开了一种车轮去毛刺装置,由机架、电机、隔板、并联机构及其旋转结构、夹具系统、碗型刷以及升降和平移系统组成,机架分为上下两部分,都与上端固定有并联机构及其旋转结构且下端固定有电机的隔板连接,夹具系统将轮毂固定于并联机构动平台上;升降和平移伺服电动缸通过竖直和平移方向布置且不在同一平面内的四根导轨,初步调整转动的碗型刷的位置然后固定;电机在带动并联机构和轮毂以及夹具转动的同时,并联机构不断的调整轮毂的位姿,使得轮毂的背腔,尤其是各个边角部位,始终能够与碗型刷处于最佳的接触姿态,从而能够更有效的去除各个
一种车轮去毛刺装置.pdf
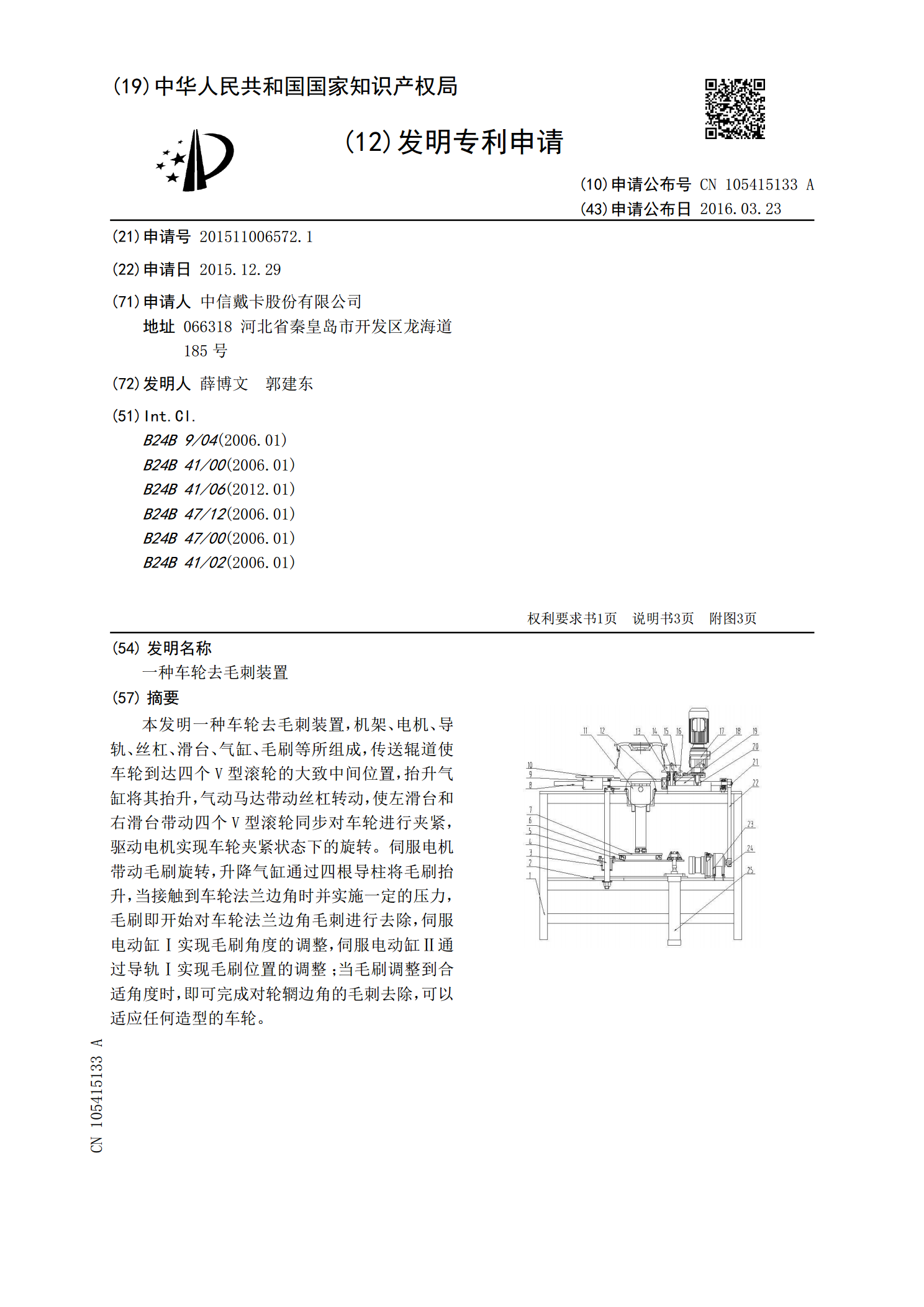
本发明一种车轮去毛刺装置,由下毛刷系统、同步夹紧旋转系统、上毛刷系统等所组成。本发明在使用中能够去除车轮冒口、上轮缘、中心孔以及法兰盘边缘的毛刺;同时,具有自动化程度高、工艺先进、通用性强、性能安全稳定的特点。
一种车轮去毛刺装置.pdf
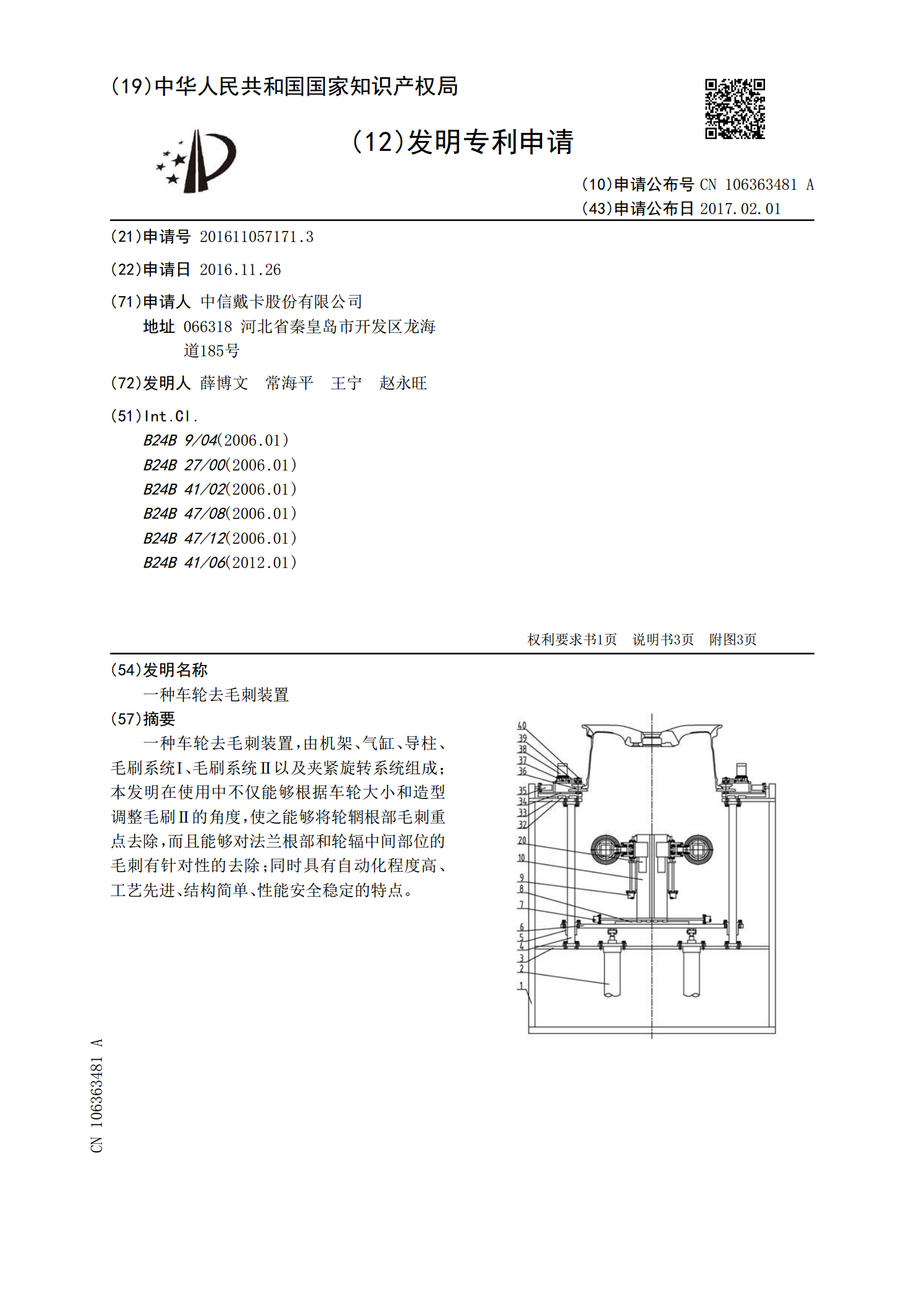
一种车轮去毛刺装置,由机架、气缸、导柱、毛刷系统Ⅰ、毛刷系统Ⅱ以及夹紧旋转系统组成;本发明在使用中不仅能够根据车轮大小和造型调整毛刷Ⅱ的角度,使之能够将轮辋根部毛刺重点去除,而且能够对法兰根部和轮辐中间部位的毛刺有针对性的去除;同时具有自动化程度高、工艺先进、结构简单、性能安全稳定的特点。
一种车轮去毛刺装置.pdf
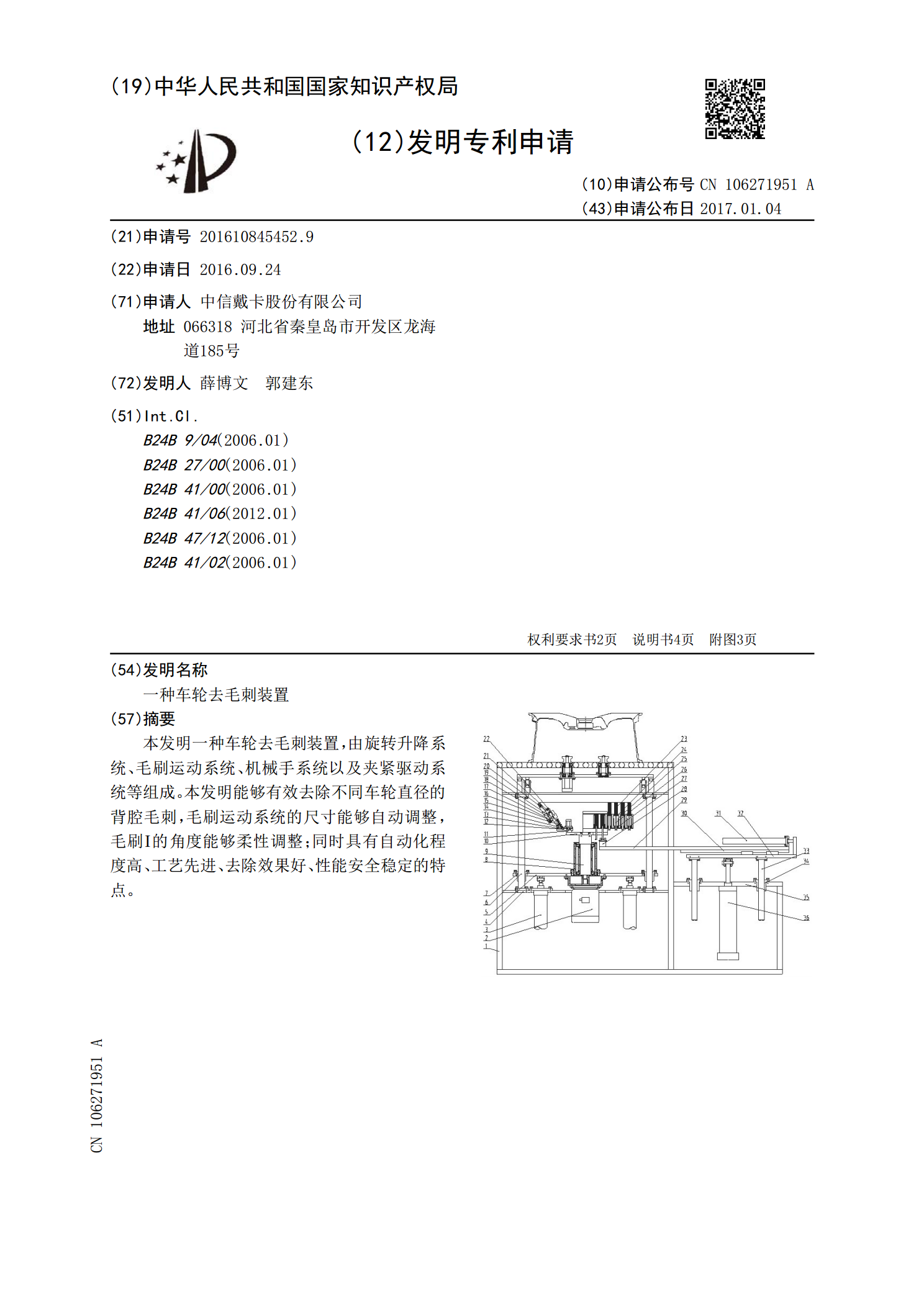
本发明一种车轮去毛刺装置,由旋转升降系统、毛刷运动系统、机械手系统以及夹紧驱动系统等组成。本发明能够有效去除不同车轮直径的背腔毛刺,毛刷运动系统的尺寸能够自动调整,毛刷Ⅰ的角度能够柔性调整;同时具有自动化程度高、工艺先进、去除效果好、性能安全稳定的特点。