
轮毂单元制造装置.pdf

雨巷****碧易


1/10

2/10
3/10

4/10
5/10
6/10
7/10

8/10

9/10

10/10
亲,该文档总共17页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

轮毂单元制造装置.pdf
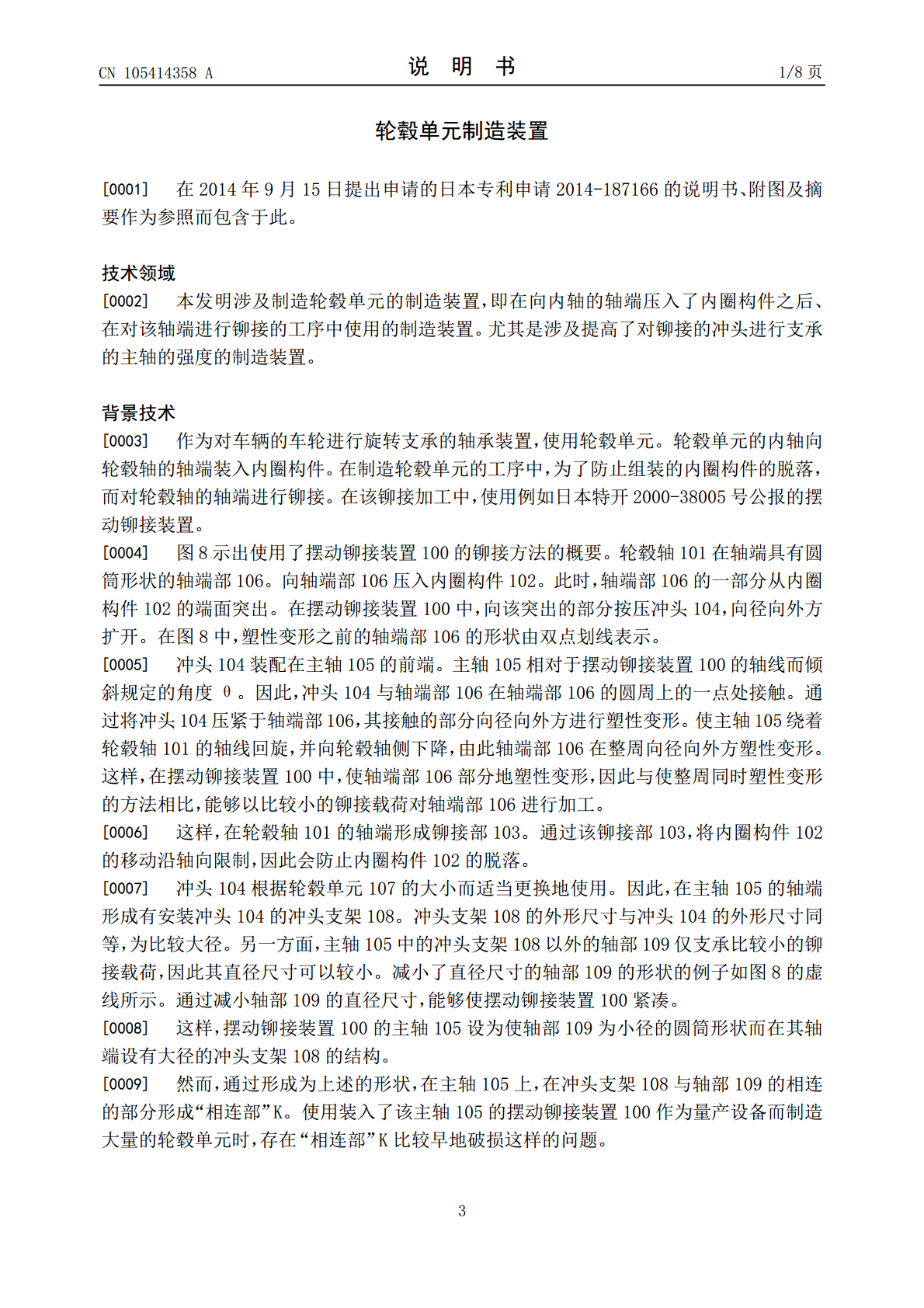
一种轮毂单元制造装置,装配冲头的主轴的、轴部的外周面与冲头支架的外周面连续的接连部的轴向截面的形状通过与所述轴部的外周面相连的第一圆弧和与所述冲头支架的外周面相连的第二圆弧形成,所述第一圆弧与所述第二圆弧彼此相切,所述第二圆弧的曲率半径比所述第一圆弧的曲率半径小。
摆动加工装置、轮毂单元轴承的制造方法及汽车的制造方法.pdf
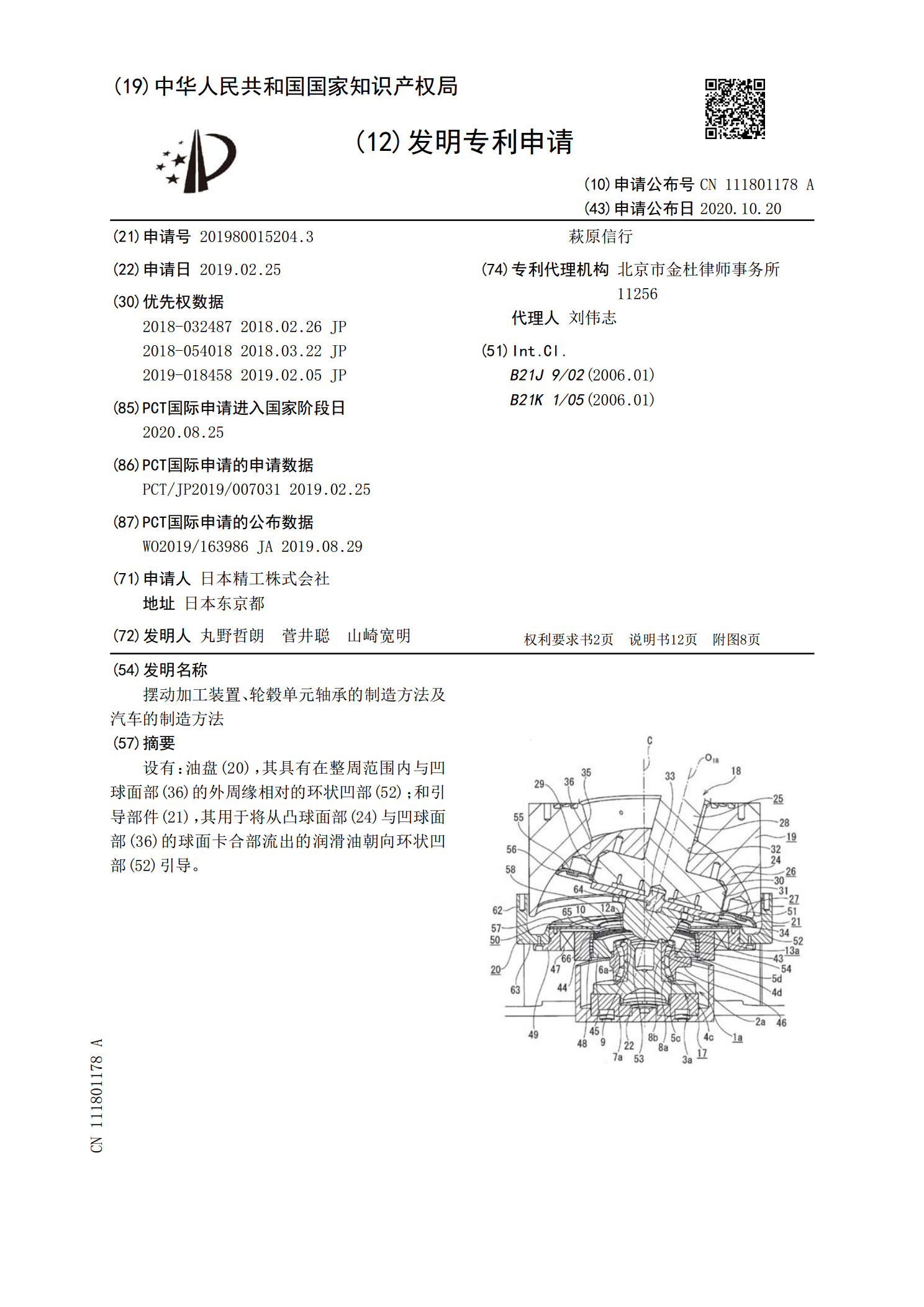
设有:油盘(20),其具有在整周范围内与凹球面部(36)的外周缘相对的环状凹部(52);和引导部件(21),其用于将从凸球面部(24)与凹球面部(36)的球面卡合部流出的润滑油朝向环状凹部(52)引导。
摆动加工装置、轮毂单元轴承的制造方法及汽车的制造方法.pdf
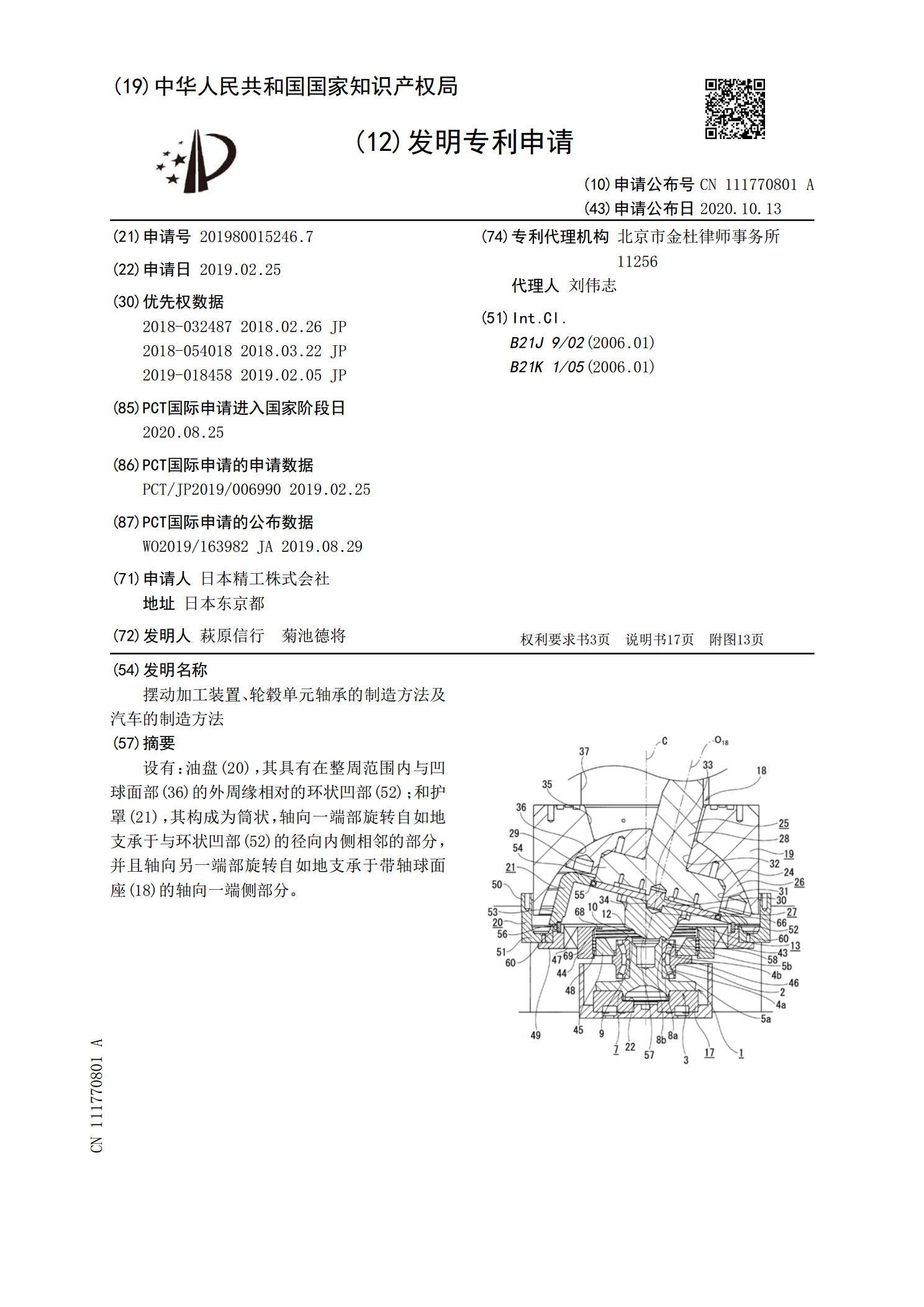
设有:油盘(20),其具有在整周范围内与凹球面部(36)的外周缘相对的环状凹部(52);和护罩(21),其构成为筒状,轴向一端部旋转自如地支承于与环状凹部(52)的径向内侧相邻的部分,并且轴向另一端部旋转自如地支承于带轴球面座(18)的轴向一端侧部分。
轻量化复合轮毂、轮毂单元总成及轮毂的制造方法.pdf
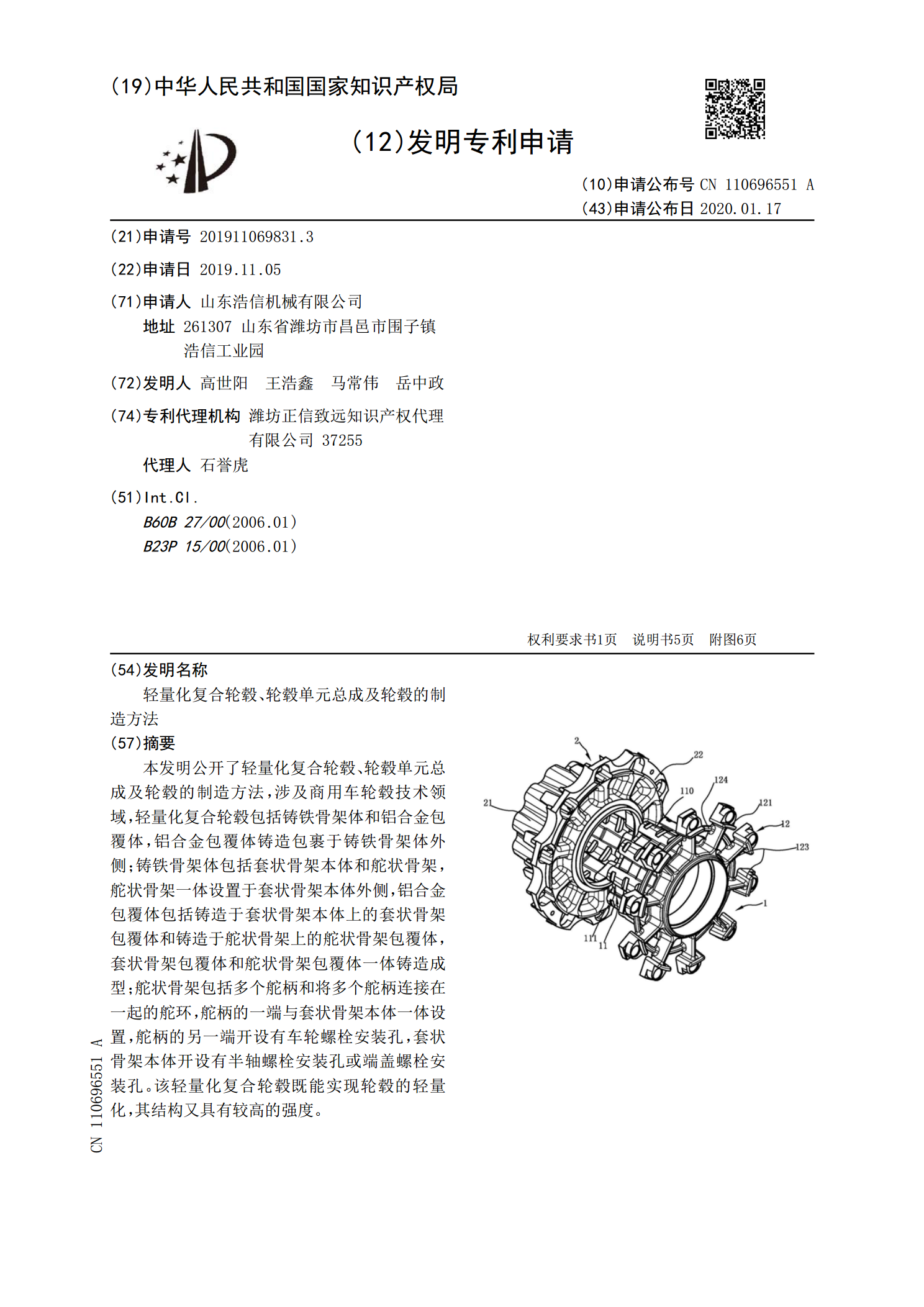
本发明公开了轻量化复合轮毂、轮毂单元总成及轮毂的制造方法,涉及商用车轮毂技术领域,轻量化复合轮毂包括铸铁骨架体和铝合金包覆体,铝合金包覆体铸造包裹于铸铁骨架体外侧;铸铁骨架体包括套状骨架本体和舵状骨架,舵状骨架一体设置于套状骨架本体外侧,铝合金包覆体包括铸造于套状骨架本体上的套状骨架包覆体和铸造于舵状骨架上的舵状骨架包覆体,套状骨架包覆体和舵状骨架包覆体一体铸造成型;舵状骨架包括多个舵柄和将多个舵柄连接在一起的舵环,舵柄的一端与套状骨架本体一体设置,舵柄的另一端开设有车轮螺栓安装孔,套状骨架本体开设有半轴

轮毂单元拧紧装置.pdf
本发明属于汽车轮毂单元领域,具体公开了一种轮毂单元拧紧装置,包括伺服电机、旋转轴系统、止芯、止芯套筒和调整螺母套筒;所述伺服电机连接旋转轴系统并带动旋转轴系统旋转,旋转轴系统的一端固定连接有调整螺母套筒,调整螺母套筒设置有与调整螺母槽口相对应的凸起;所述旋转轴系统套设在止芯的外壁上,止芯靠近调整螺母套筒的一端固定连接有止芯套筒,止芯套筒设置有与瓦套槽口相对应的凸起。本发明具备对防松槽口对正和拧紧功能,操作简便、可靠性高、拧紧精度高、可以集成在轮毂装配生产线上专用设备上使用,解决人工操作不方便、效率低下等问