
一种浮动压装涡轮壳衬套装置及找正定位方法.pdf

新槐****公主

1/8
2/8
3/8
4/8
5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种浮动压装涡轮壳衬套装置及找正定位方法.pdf
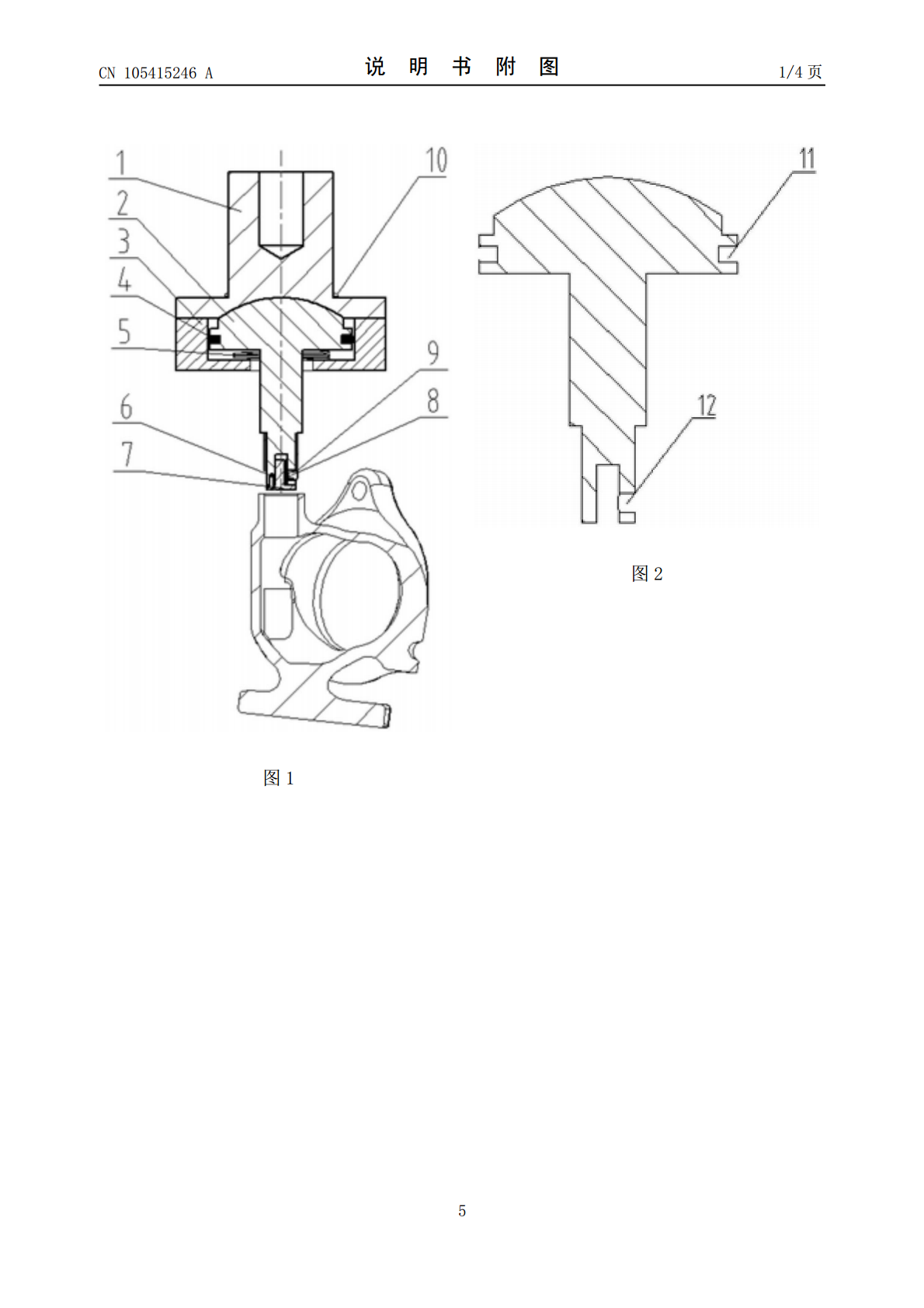
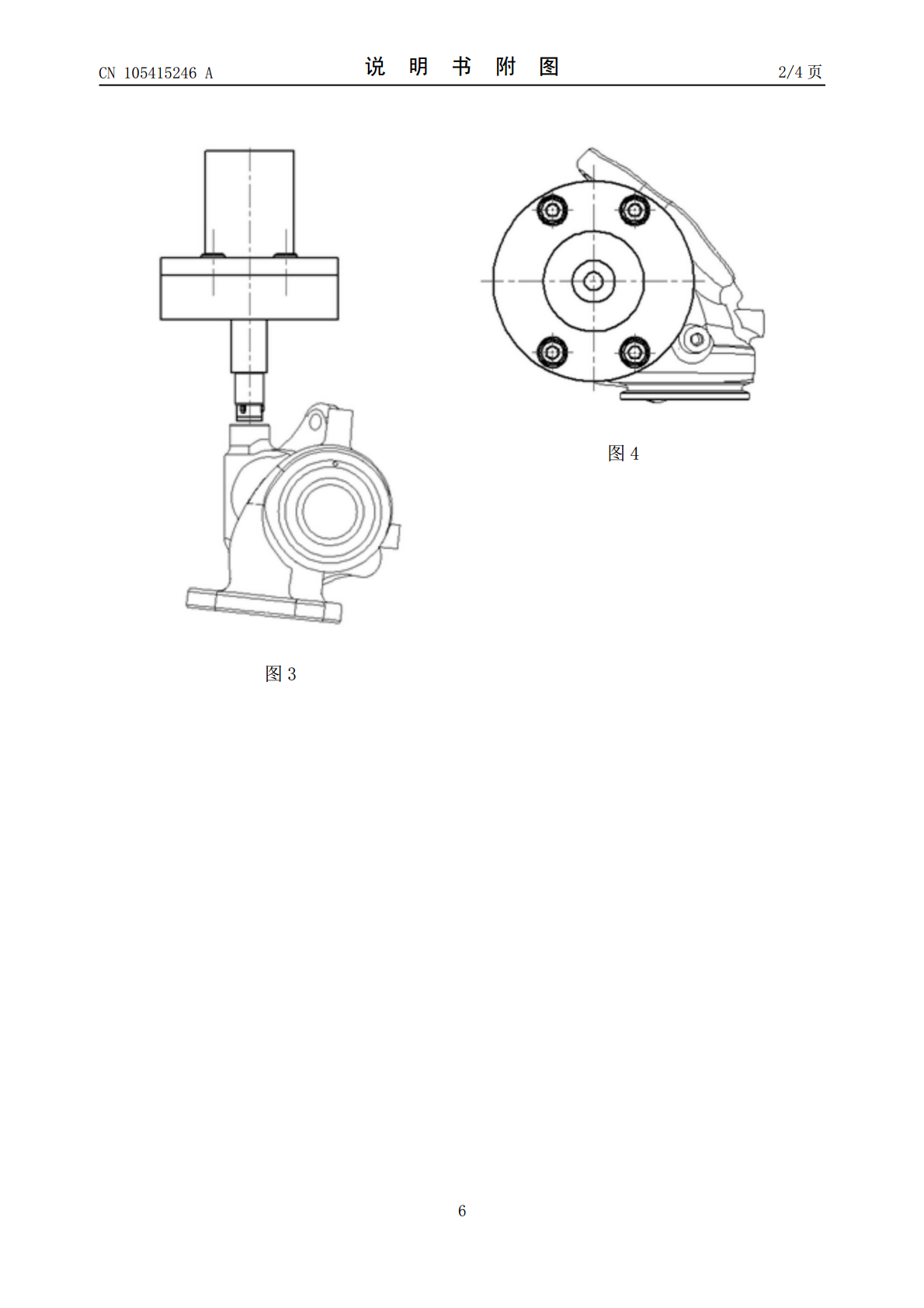
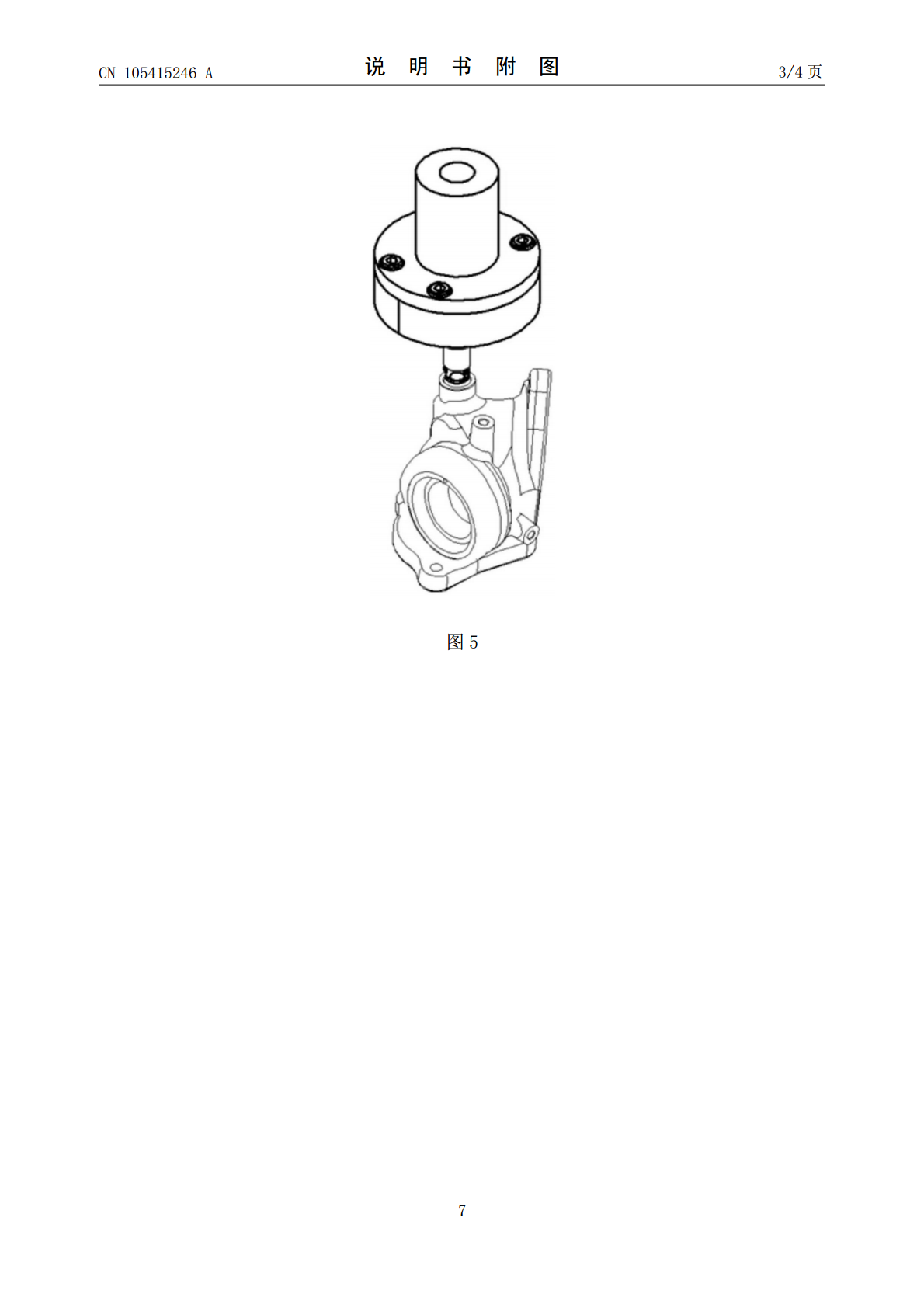
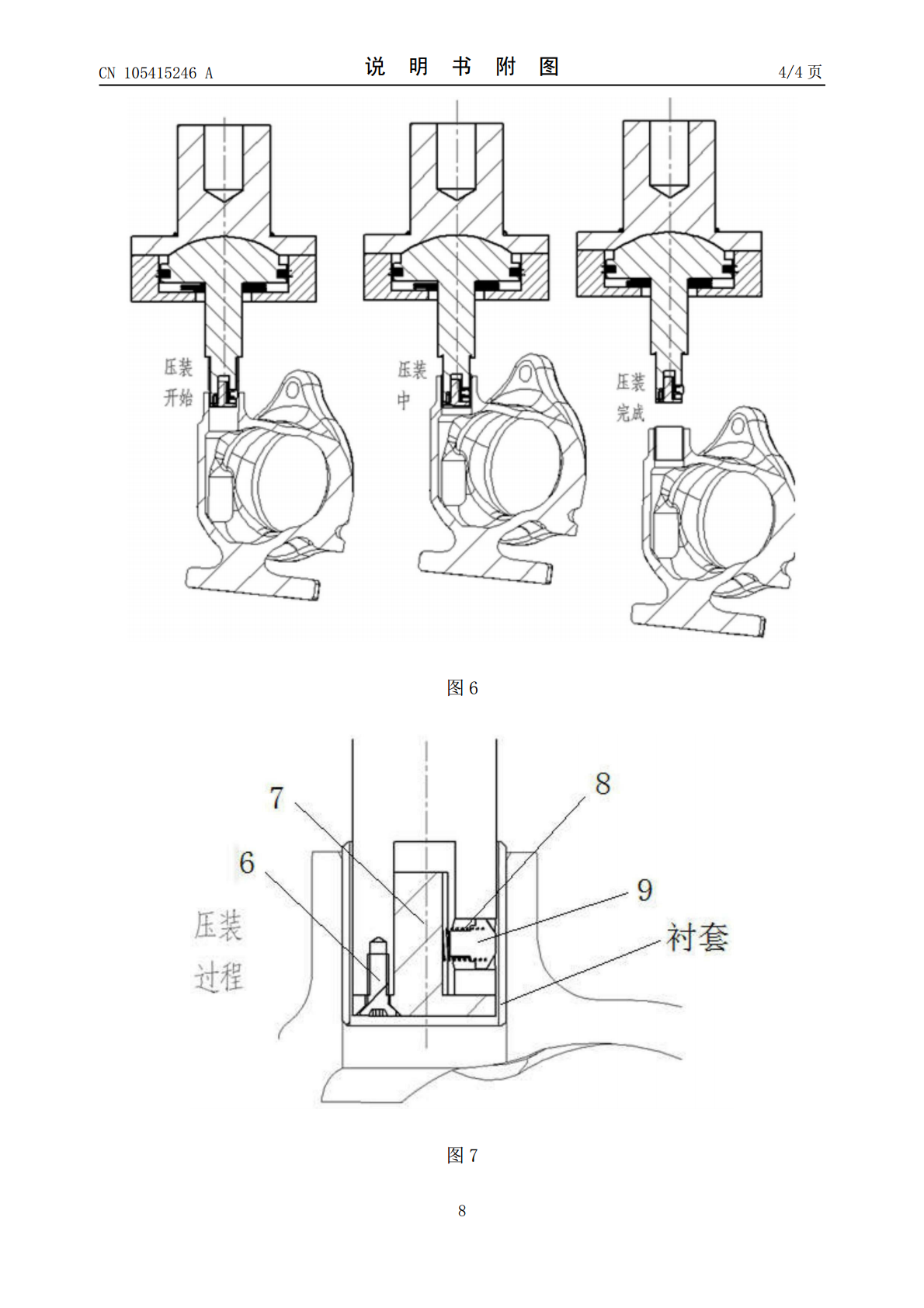
本发明是涉及一种工装夹具,具体涉及涡轮增压器涡轮壳的浮动衬套的找正安装装置。包括直接与压机基体连接的连接底座,与连接底座配合得定位杆,与连接底座及定位杆连接的固定挡块,保证固定挡块与定位杆紧密作用的小弹簧,与定位杆螺钉连接的紧固杆,连接在定位杆上的导向块,保证导向块正常作用的大弹簧。本发明巧妙利用弹簧之间力的相互作用保证装置自定心,能保证衬套与零件衬套孔保持同轴心,提高压装精度,简单发明,操作简便可靠,保证了压装合格率。
一种船舶挂舵臂舵销衬套找正装置及其找正方法.pdf
本发明属于船舶挂舵臂技术领域的船舶挂舵臂舵销衬套找正装置。定位法兰Ⅰ(1)和定位法兰(4)通过多个连接螺杆(2)连接,船舶挂舵臂(13)上设置通孔(14),船舶挂舵臂(13)上部设置多个调节螺纹部Ⅰ(5),每个调节螺纹部Ⅰ(5)的螺孔Ⅰ拧装穿过一个调节螺杆Ⅰ(6),船舶挂舵臂(13)下部设置多个调节螺纹部Ⅱ(7),每个调节螺纹部Ⅱ(7)的螺孔Ⅱ内拧装穿过一个调节螺杆Ⅱ(8)。本发明所述的船舶挂舵臂舵销衬套找正装置,不需要对船舶挂舵臂钻孔,不会造成损坏,就方便快捷实现船舶挂舵臂和舵销衬套的找正,不需要起吊船
涡轮壳废气孔加工装置及其找正工装.pdf
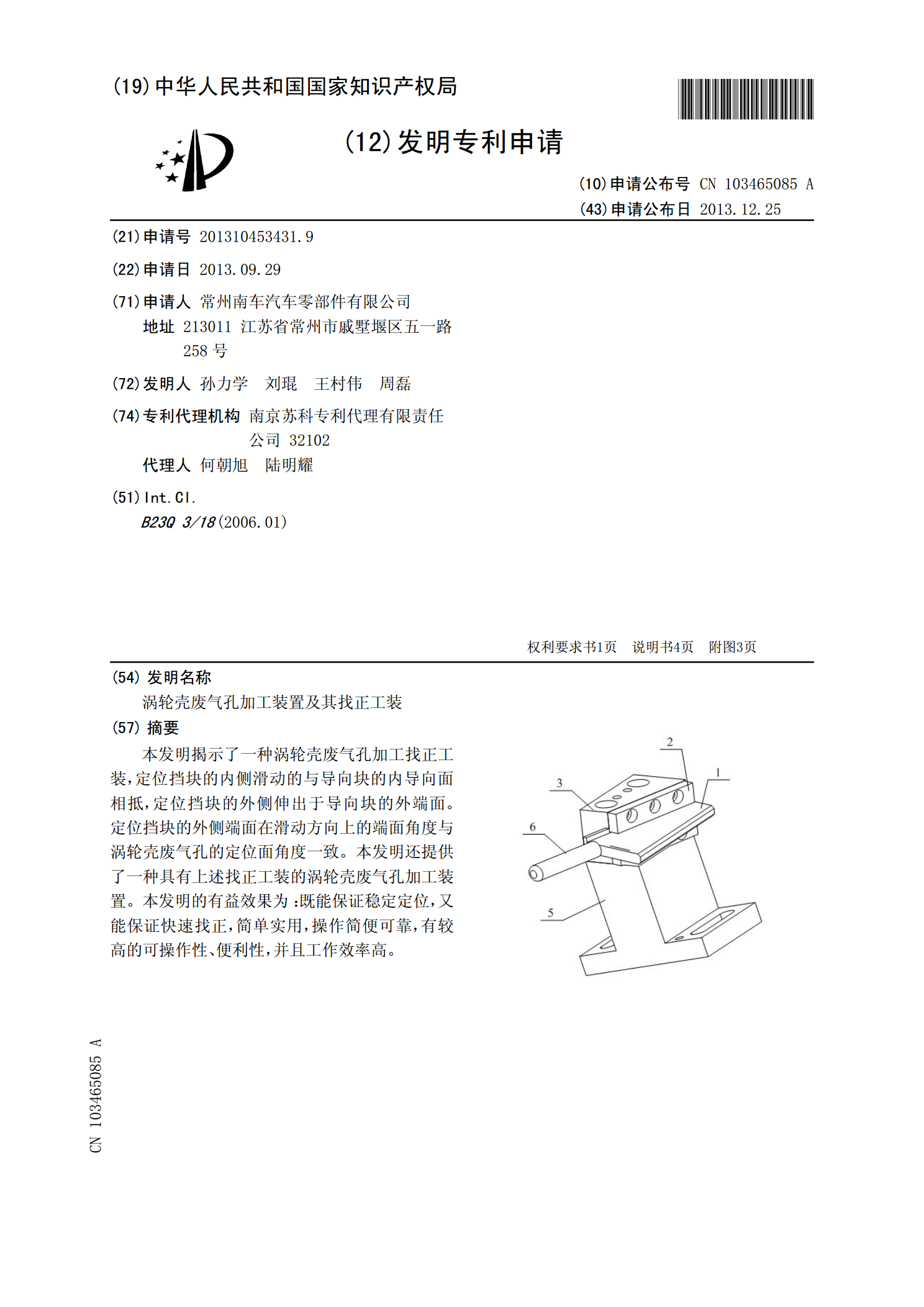
本发明揭示了一种涡轮壳废气孔加工找正工装,定位挡块的内侧滑动的与导向块的内导向面相抵,定位挡块的外侧伸出于导向块的外端面。定位挡块的外侧端面在滑动方向上的端面角度与涡轮壳废气孔的定位面角度一致。本发明还提供了一种具有上述找正工装的涡轮壳废气孔加工装置。本发明的有益效果为:既能保证稳定定位,又能保证快速找正,简单实用,操作简便可靠,有较高的可操作性、便利性,并且工作效率高。
涡轮壳类壳体的弹性定位装置.pdf
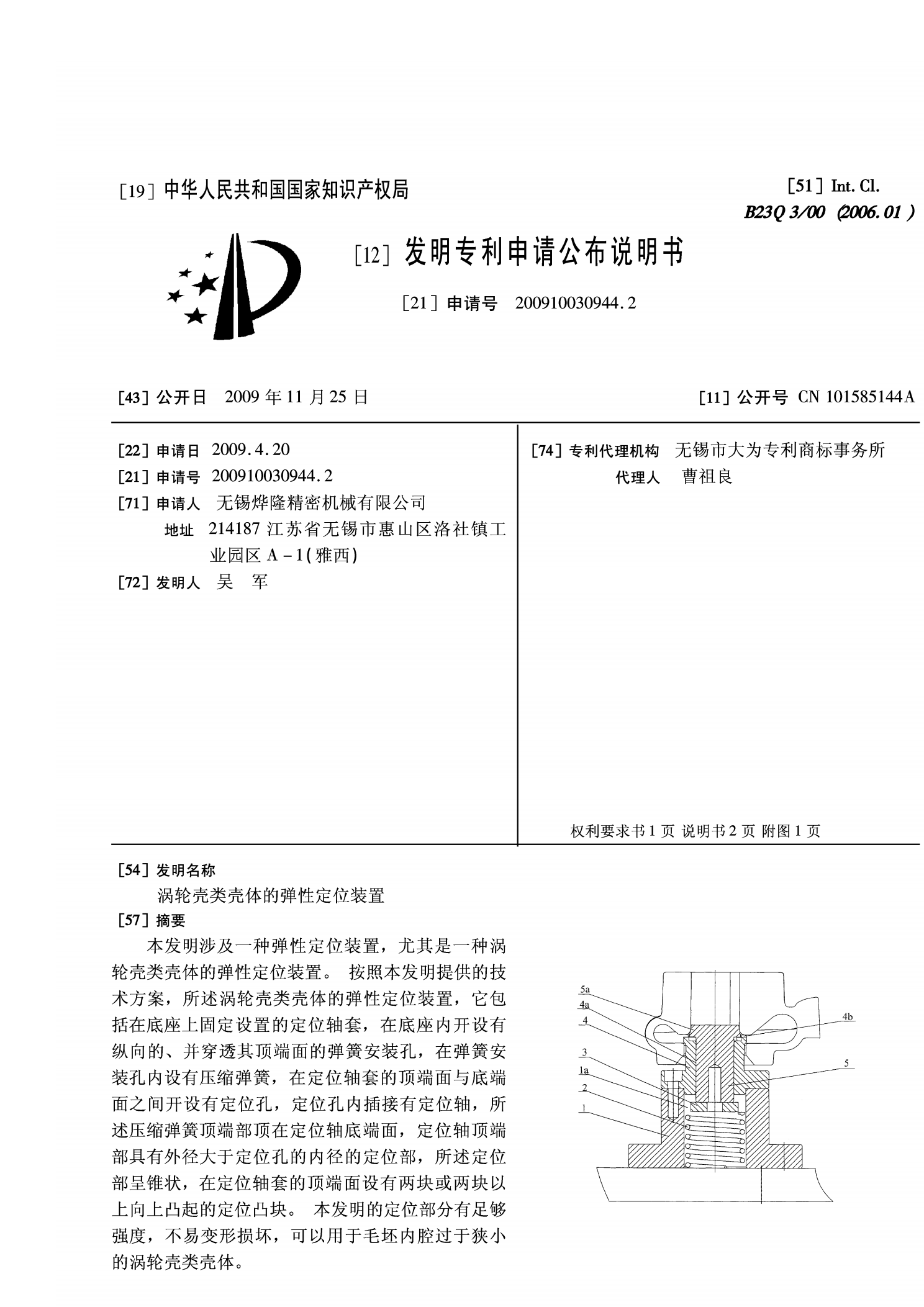
本发明涉及一种弹性定位装置,尤其是一种涡轮壳类壳体的弹性定位装置。按照本发明提供的技术方案,所述涡轮壳类壳体的弹性定位装置,它包括在底座上固定设置的定位轴套,在底座内开设有纵向的、并穿透其顶端面的弹簧安装孔,在弹簧安装孔内设有压缩弹簧,在定位轴套的顶端面与底端面之间开设有定位孔,定位孔内插接有定位轴,所述压缩弹簧顶端部顶在定位轴底端面,定位轴顶端部具有外径大于定位孔的内径的定位部,所述定位部呈锥状,在定位轴套的顶端面设有两块或两块以上向上凸起的定位凸块。本发明的定位部分有足够强度,不易变形损坏
一种轮毂斜面装夹装置及找正加工方法.pdf
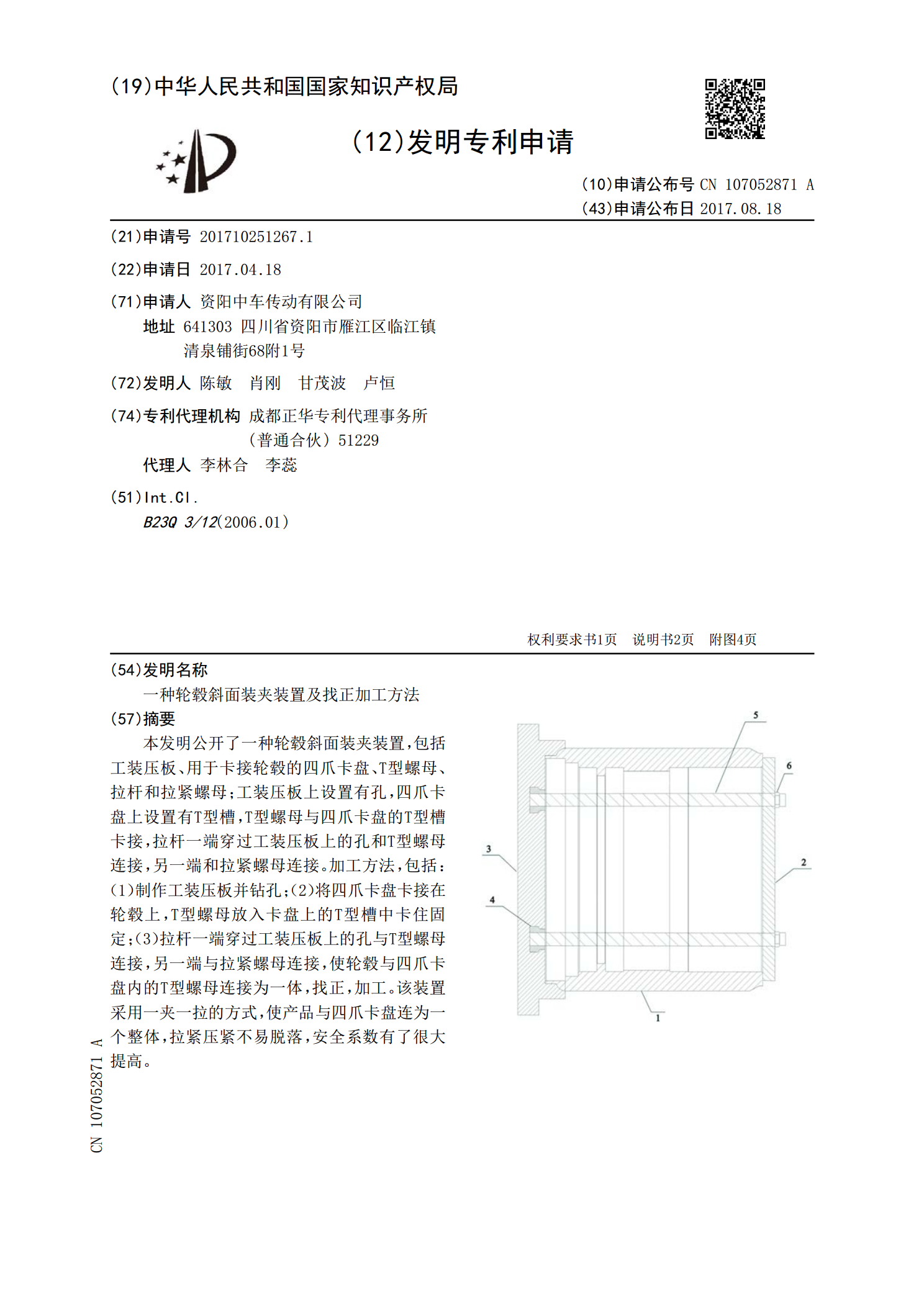
本发明公开了一种轮毂斜面装夹装置,包括工装压板、用于卡接轮毂的四爪卡盘、T型螺母、拉杆和拉紧螺母;工装压板上设置有孔,四爪卡盘上设置有T型槽,T型螺母与四爪卡盘的T型槽卡接,拉杆一端穿过工装压板上的孔和T型螺母连接,另一端和拉紧螺母连接。加工方法,包括:(1)制作工装压板并钻孔;(2)将四爪卡盘卡接在轮毂上,T型螺母放入卡盘上的T型槽中卡住固定;(3)拉杆一端穿过工装压板上的孔与T型螺母连接,另一端与拉紧螺母连接,使轮毂与四爪卡盘内的T型螺母连接为一体,找正,加工。该装置采用一夹一拉的方式,使产品与四爪卡