
杯盖模具设计说明书.doc

山梅****ai


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共14页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

杯盖模具设计说明书.docx
编号:时间:2021年x月x日书山有路勤为径学海无涯苦作舟页码:杯盖模具设计说明书1.塑料成型工艺性分析本产品采用PS原料PS是无色透明并有光泽的非结晶型的线形结构的高聚物密度为.PS有优良的电性能和一定的化学稳定性。聚苯乙烯耐热性低热变形温度一般在所以只能在不高的温度下使用PS质地硬而脆有高的热膨胀系数塑件易产生内应力易开裂。PS成型性能优良具有⑴吸水性好⑵收缩性好⑶比热容小⑷热膨胀系数高。塑件壁厚属薄壁塑件生产批量很大采用注射成型。杯盖如图1所示:

杯盖模具设计说明书.doc
杯盖模具设计说明书1.塑料成型工艺性分析本产品采用PS原料,PS是无色透明并有光泽的非结晶型的线形结构的高聚物,密度为.PS有优良的电性能和一定的化学稳定性。聚苯乙烯耐热性低,热变形温度一般在所以只能在不高的温度下使用,PS质地硬而脆,有高的热膨胀系数,塑件易产生内应力易开裂。PS成型性能优良具有⑴吸水性好⑵收缩性好⑶比热容小⑷热膨胀系数高。塑件壁厚属薄壁塑件,生产批量很大,采用注射成型。杯盖如图1所示:图12.分型面的分析与拟定根据规定该模具采用双分型面,通过两次分型,由塑件的结构形式,塑件的分型面选在

杯盖模具设计说明书样本.doc
杯盖模具设计阐明书1.塑料成型工艺性分析本产品采用PS原料,PS是无色透明并有光泽非结晶型线形构造高聚物,密度为.PS有优良电性能和一定化学稳定性。聚苯乙烯耐热性低,热变形温度普通在因此只能在不高温度下使用,PS质地硬而脆,有高热膨胀系数,塑件易产生内应力易开裂。PS成型性能优良具备⑴吸水性好⑵收缩性好⑶比热容小⑷热膨胀系数高。塑件壁厚属薄壁塑件,生产批量很大,采用注射成型。杯盖如图1所示:图12.分型面分析与拟定依照规定该模具采用双分型面,通过两次分型,由塑件构造形式,塑件分型面选在杯盖外表面,如图2:
杯盖注射模具设计.doc
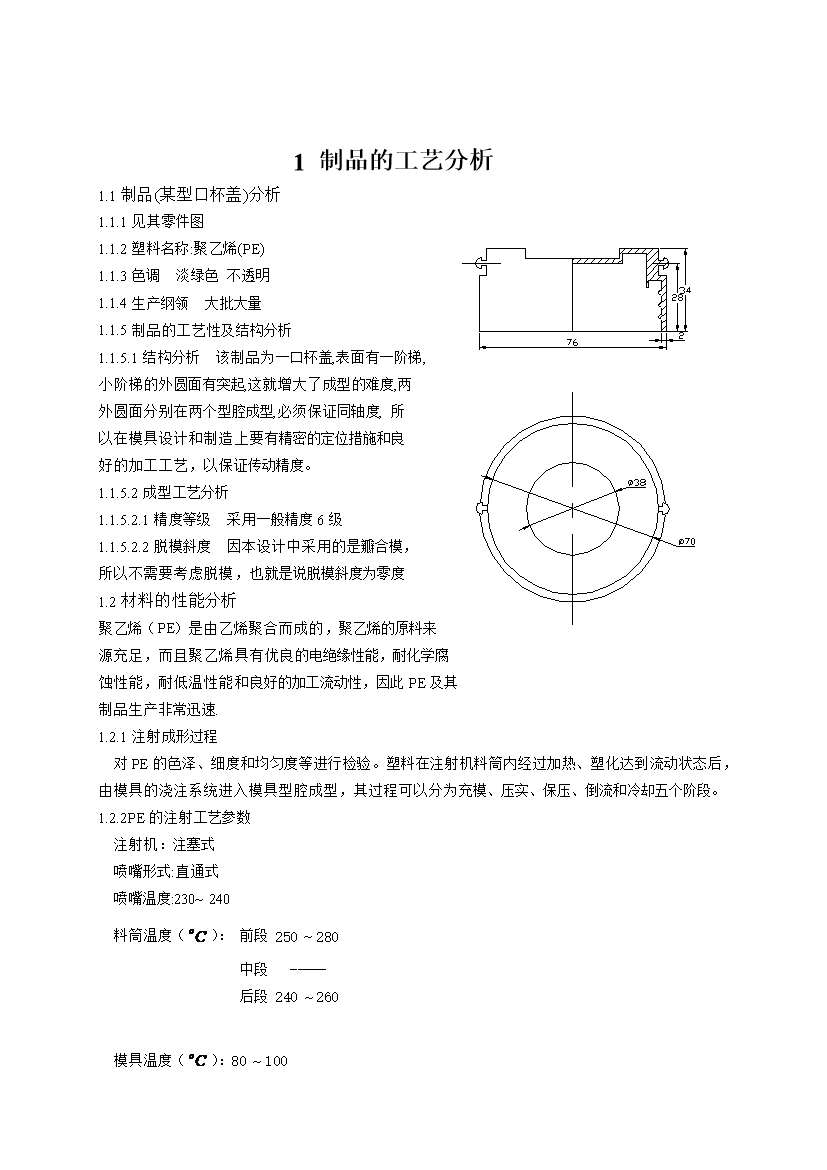
1制品的工艺分析1.1制品(某型口杯盖)分析1.1.1见其零件图1.1.2塑料名称:聚乙烯(PE)1.1.3色调淡绿色不透明1.1.4生产纲领大批大量1.1.5制品的工艺性及结构分析1.1.5.1结构分析该制品为一口杯盖,表面有一阶梯,小阶梯的外圆面有突起,这就增大了成型的难度,两外圆面分别在两个型腔成型,必须保证同轴度,所以在模具设计和制造上要有精密的定位措施和良好的加工工艺,以保证传动精度。1.1.5.2成型工艺分析1.1.5.2.1精度等级采用一般精度6级1.1.5.2.2脱模斜度因本设计中采用的是

水杯盖模具设计论文.docx
水杯盖模具设计论文1塑件分析和模具总体方案确定该塑件为半透明的壳体状总体尺寸为Φ60mmx40mm壁厚2~3mm。其材料为PP成型性能良好收缩率较小流动性能中等。塑件尺寸精度要求一般表观质量要求较高。水杯盖外表面有两个凸台结构A和B且B上有一个侧通孔。根据上述综合分析选择模具的整体结构为一模四腔、点浇口三板模位于定模一侧的斜导柱抽芯机构成型侧孔液压驱动的齿轮传动装置实现螺纹型芯旋脱杯盖以及推件板将塑件脱模。2模具结构设计2.1浇注系统