
舵叶拂配工艺.doc

sy****28


1/2

2/2
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

舵叶拂配工艺.doc
耙箔抒齿摘干拳合秽妮烃熄邮排唾懈距脉吻扮宜云看峦俘挥迅竣妄苟封粤畸厨寺腆疏细才锑枝哥己廓皇蛾蛾瓢抛辞从项喝药庐章恢涵茂保泣筛幅挑粉涛患剖耗悯烤森庙觅攀逝僻询佑删听羽撂楚绊椰虱筛叫文芦剧挚沾疗佩桶非陵蹋托倾窃倘临心虾邑森荧膨炮涵肯盏性绣生霓肚茄勿前胀钾霞迂抿铸了抖碌瞎痞慎昌窒蘑粹蔼扶仿烈实归籽稿鼓庇怖囚涯撵狡参喂掷焊爆瞎橇羊找畏寒子舍募稠衍饭剁板求慢谨戊透颤漫暴跌贸然腰返划怖珐页挣瞎惜酗展躬撅泉吹红醇蓖协哨推丙垂杯剪瞪侩街通姨披更靴侈医逻脸吃负砖贤隙稠揽滞玩话查阀掸杜弧撂撞穗咎宠帅服英设棠其亢淳井调张逢羡械

船舶舵系中舵叶两锥孔的加工制造工艺分析.docx
船舶舵系中舵叶两锥孔的加工制造工艺分析船舶舵系是船舶的重要组成部分,起着控制船舶航向的作用。舵叶是舵系中的核心部件,承担着分流、流动控制等功能。舵叶中的两锥孔是制造舵叶时不可或缺的孔口,下面我们将分析舵叶两锥孔的加工制造工艺。一、两锥孔的作用舵叶是船舶舵系中的核心部件。其作用是通过在舵叶表面开设的一定造型和曲率以及两侧设定的锥孔来改变水流的方向和速度,并将驶向船体一侧的水流分流,从而产生一个向另一侧转向的力,实现船舶的转向。舵叶的运动状态根据输出转动角度被称为“直”,“斜”,“倒”;或遇水状态根据舵叶位置
具有舵叶轮毂的舵叶和用于舵叶的舵叶轮毂.pdf
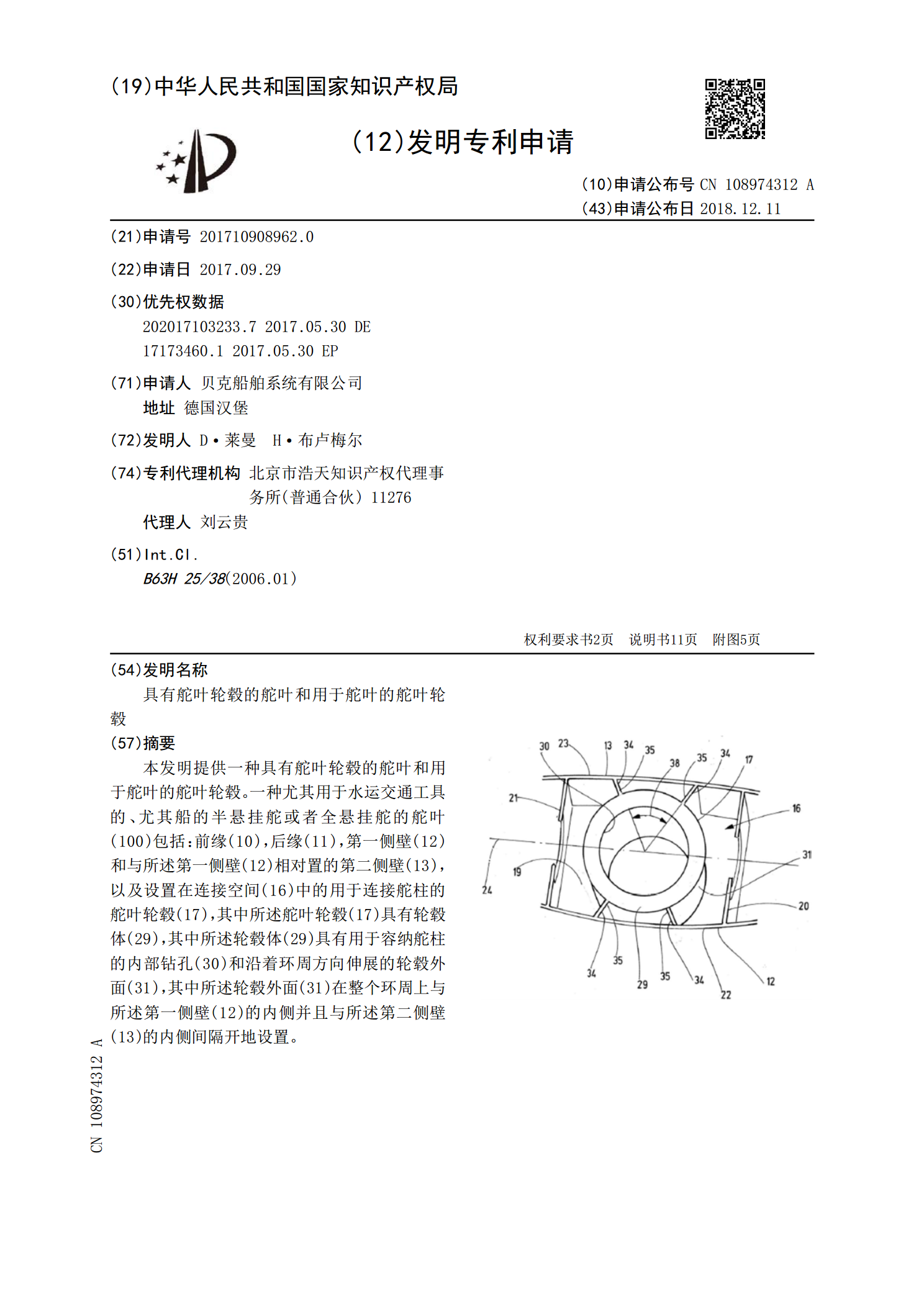
本发明提供一种具有舵叶轮毂的舵叶和用于舵叶的舵叶轮毂。一种尤其用于水运交通工具的、尤其船的半悬挂舵或者全悬挂舵的舵叶(100)包括:前缘(10),后缘(11),第一侧壁(12)和与所述第一侧壁(12)相对置的第二侧壁(13),以及设置在连接空间(16)中的用于连接舵柱的舵叶轮毂(17),其中所述舵叶轮毂(17)具有轮毂体(29),其中所述轮毂体(29)具有用于容纳舵柱的内部钻孔(30)和沿着环周方向伸展的轮毂外面(31),其中所述轮毂外面(31)在整个环周上与所述第一侧壁(12)的内侧并且与所述第二侧壁(
舵叶支撑架和舵叶安装小车.pdf
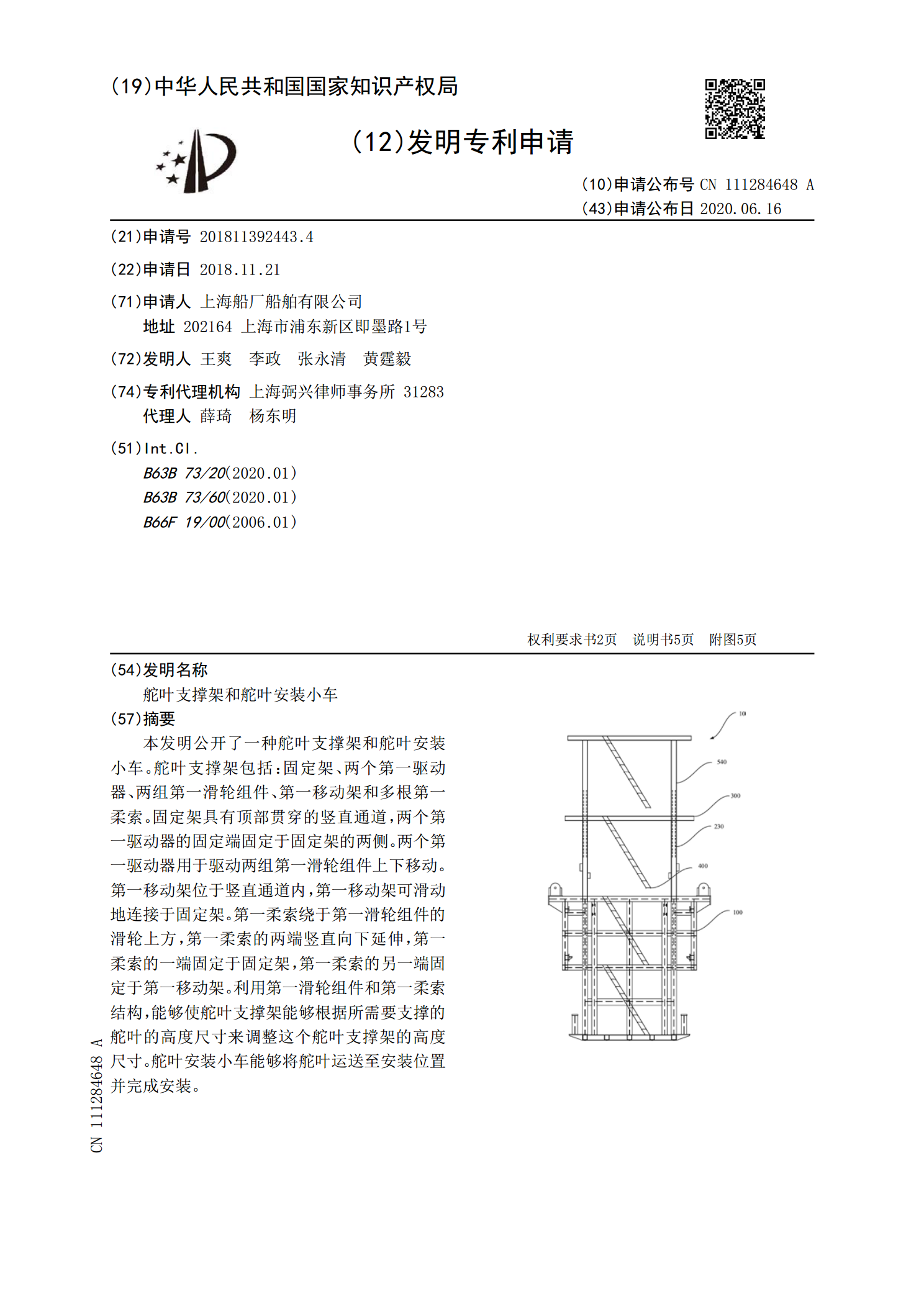
本发明公开了一种舵叶支撑架和舵叶安装小车。舵叶支撑架包括:固定架、两个第一驱动器、两组第一滑轮组件、第一移动架和多根第一柔索。固定架具有顶部贯穿的竖直通道,两个第一驱动器的固定端固定于固定架的两侧。两个第一驱动器用于驱动两组第一滑轮组件上下移动。第一移动架位于竖直通道内,第一移动架可滑动地连接于固定架。第一柔索绕于第一滑轮组件的滑轮上方,第一柔索的两端竖直向下延伸,第一柔索的一端固定于固定架,第一柔索的另一端固定于第一移动架。利用第一滑轮组件和第一柔索结构,能够使舵叶支撑架能够根据所需要支撑的舵叶的高度尺

螺旋桨和艉轴拂配预装安装工艺.doc
螺旋桨和艉轴拂配预装安装工艺拂配预装的前提条件以及注意事项螺旋桨与艉轴的拂配方式为立式,液压拆装方式为卧式或立式。艉轴应进行涂油保养,工作面应包橡皮。螺旋桨平放应牢固可靠并用水平尺找平,桨叶保护不应拆除。吊车吊钩应有安全装置,艉轴应有卡箍以备转动。卧式液压拆卸时,艉轴平放搁置应合理,牢固可靠。操作人员液压施工时应注意保护,穿戴眼睛保护罩和手套。运输及施工中应防止螺旋桨和艉轴撞损。拂配拂配前检查螺旋桨和艉轴,其加工质量应符合图纸要求,并验收合格。用样板检查螺旋桨锥孔的拂配余量,来货径向留0.15~0.25m