
ABS尾端导流罩加工方法.pdf

猫巷****提格


1/9

2/9

3/9

4/9

5/9

6/9

7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

ABS尾端导流罩加工方法.pdf
本发明涉及一种ABS材料的加工技术,进一步涉及一种ABS尾端导流罩加工方法。该方法包括:下料;钻中心通孔;车削,得到外圆周面201、外圆锥面301,端面401;镗孔,内圆周面102;加工端面402;车削,获得外圆周面202;镗削,获得内圆周面103、内曲面104、内锥面105;堵头5与活顶尖9,按照一夹一顶的原则,将工序五获得的零件装夹在车床上,车削外轮廓,获得外曲面203;铣削,获得两个通槽3、4;加工螺孔7。本发明的有益效果是:通过设置堵头,解决了外曲面203由于壁薄无法加工的问题。

导流罩的制造方法.pdf
本发明公开了一种导流罩的制造方法,包括:将熔融的塑料投入到模具中;向模具中注入惰性气体并在预定时间内保持预定压力以形成气道;排出所述惰性气体并对所述熔融的塑料进行冷却、成型。根据本发明实施例的导流罩,不仅刚度以及强度较高,而且重量轻。根据本发明实施例的导流罩的制造方法不仅增强导流罩刚度及强度;而且由于惰性气体具有高效的压力传递性,可使气道内部各处的压力保持一致以消除内应力。

导流罩及其生产方法.pdf
本发明公开了一种导流罩及其生产方法,导流罩包括主架和对称组装于主架左右两侧的两个副侧板,所述主架包括底板和对称设于底板前后两侧的两个主侧板;其中,所述底板底端开口,且具有朝上折弯的折弯边,所述主侧板的左右两侧分别朝内折有与所述主侧板相贴合的压平边;所述副侧板包括从下到上依次设置的啮合边和侧斜板,所述侧斜板的前后两侧分别向内折弯有翼片;所述啮合边的外表面与相应折弯边的内表面重合,所述翼片与相应压平边相重合;相重合的啮合边和折弯边之间及相重合的翼片和压平边之间分别通过连接组件固定连接。本发明的导流罩由主架和两

卡车玻璃钢导流罩加色方法.pdf
本发明公开一种卡车玻璃钢导流罩加色方法,该方法是将先将玻璃钢制备所需的原料进行复合,得到复合物;然后在复合物中加入占复合物质量10%的所需颜料,搅拌均匀,再放入玻璃钢模具中,制成玻璃钢,在制成玻璃钢的同时也完成了卡车玻璃钢导流罩的加色。本发明比传统卡车玻璃钢导流罩加色方法少了喷颜料或者贴膜的步骤,以前做一个卡车玻璃钢导流罩并加好色需要10个小时以上,现在只需要2小时~4小时左右,耗时少,节约了人工费240元以上,从而降低了卡车玻璃钢导流罩加色的成本,使得卡车玻璃钢导流罩的生产成本得以降低。
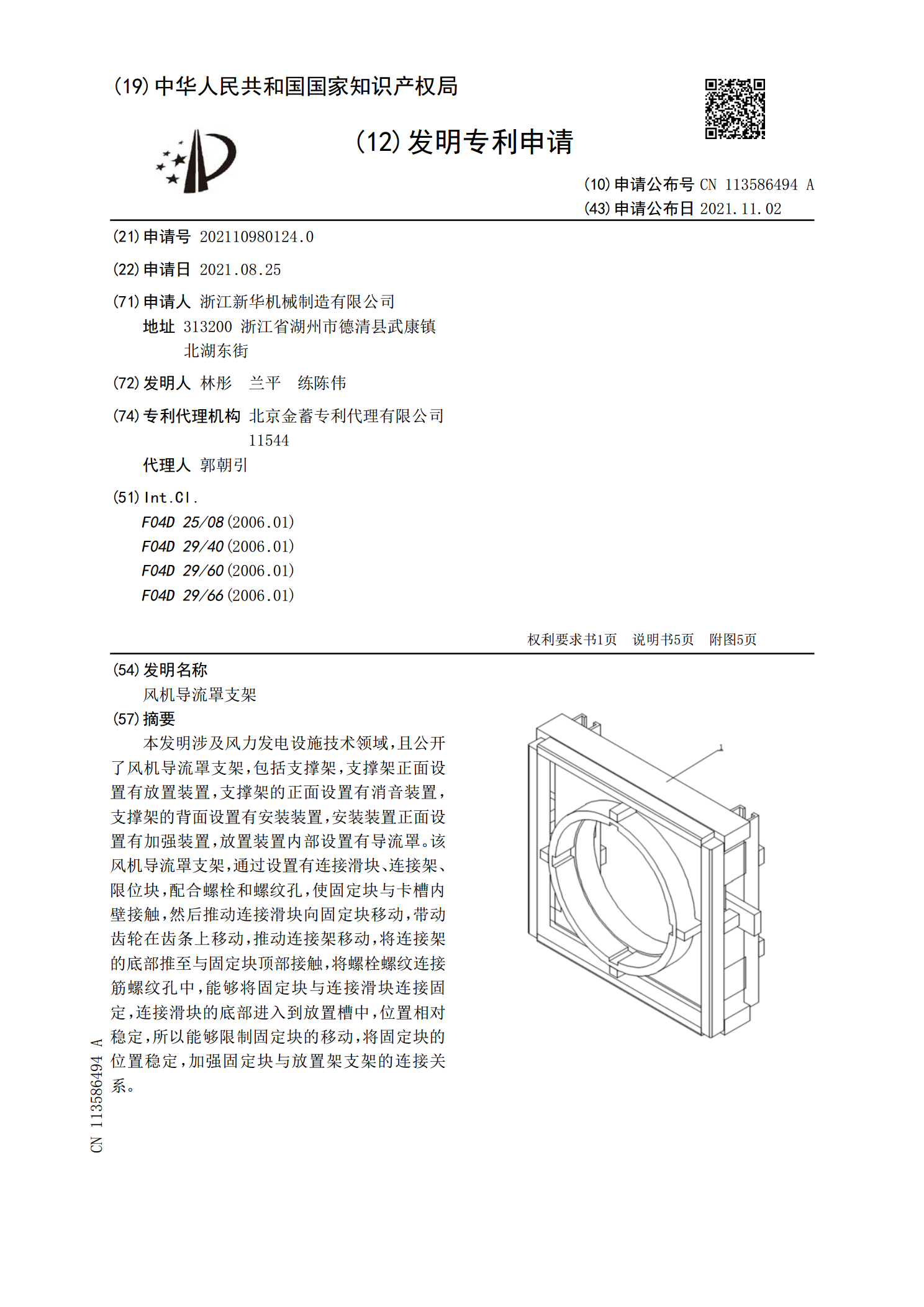
风机导流罩支架.pdf
本发明涉及风力发电设施技术领域,且公开了风机导流罩支架,包括支撑架,支撑架正面设置有放置装置,支撑架的正面设置有消音装置,支撑架的背面设置有安装装置,安装装置正面设置有加强装置,放置装置内部设置有导流罩。该风机导流罩支架,通过设置有连接滑块、连接架、限位块,配合螺栓和螺纹孔,使固定块与卡槽内壁接触,然后推动连接滑块向固定块移动,带动齿轮在齿条上移动,推动连接架移动,将连接架的底部推至与固定块顶部接触,将螺栓螺纹连接筋螺纹孔中,能够将固定块与连接滑块连接固定,连接滑块的底部进入到放置槽中,位置相对稳定,所以