
导流罩及其生产方法.pdf

一条****淑淑


1/9

2/9

3/9

4/9

5/9

6/9

7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

导流罩及其生产方法.pdf
本发明公开了一种导流罩及其生产方法,导流罩包括主架和对称组装于主架左右两侧的两个副侧板,所述主架包括底板和对称设于底板前后两侧的两个主侧板;其中,所述底板底端开口,且具有朝上折弯的折弯边,所述主侧板的左右两侧分别朝内折有与所述主侧板相贴合的压平边;所述副侧板包括从下到上依次设置的啮合边和侧斜板,所述侧斜板的前后两侧分别向内折弯有翼片;所述啮合边的外表面与相应折弯边的内表面重合,所述翼片与相应压平边相重合;相重合的啮合边和折弯边之间及相重合的翼片和压平边之间分别通过连接组件固定连接。本发明的导流罩由主架和两

用于车辆的顶导流罩及其制作方法.pdf
本发明提供了一种用于车辆顶导流罩的制作方法以及用于车辆的顶导流罩,涉及车辆零部件领域。用于车辆顶导流罩的制作方法包括将ABS板材烘烤吸塑成型,以作为顶导流罩的外表皮层;将蜂窝纸板脱水,并使脱水后的蜂窝纸板与外表皮层粘贴固定在一起;在蜂窝纸板的表面喷涂泡沫层,以使蜂窝纸板作为外表皮层和泡沫层的中间夹层。顶导流罩包括由ABS板材烘烤吸塑成型所形成的外表皮层;脱水后的蜂窝纸板,其通过胶水与外表皮层粘贴固定在一起;和泡沫层,其喷涂在蜂窝纸板的表面,以使蜂窝纸板作为外表皮层和泡沫层的中间夹层。本发明解决了现有技术中

导流罩的制造方法.pdf
本发明公开了一种导流罩的制造方法,包括:将熔融的塑料投入到模具中;向模具中注入惰性气体并在预定时间内保持预定压力以形成气道;排出所述惰性气体并对所述熔融的塑料进行冷却、成型。根据本发明实施例的导流罩,不仅刚度以及强度较高,而且重量轻。根据本发明实施例的导流罩的制造方法不仅增强导流罩刚度及强度;而且由于惰性气体具有高效的压力传递性,可使气道内部各处的压力保持一致以消除内应力。
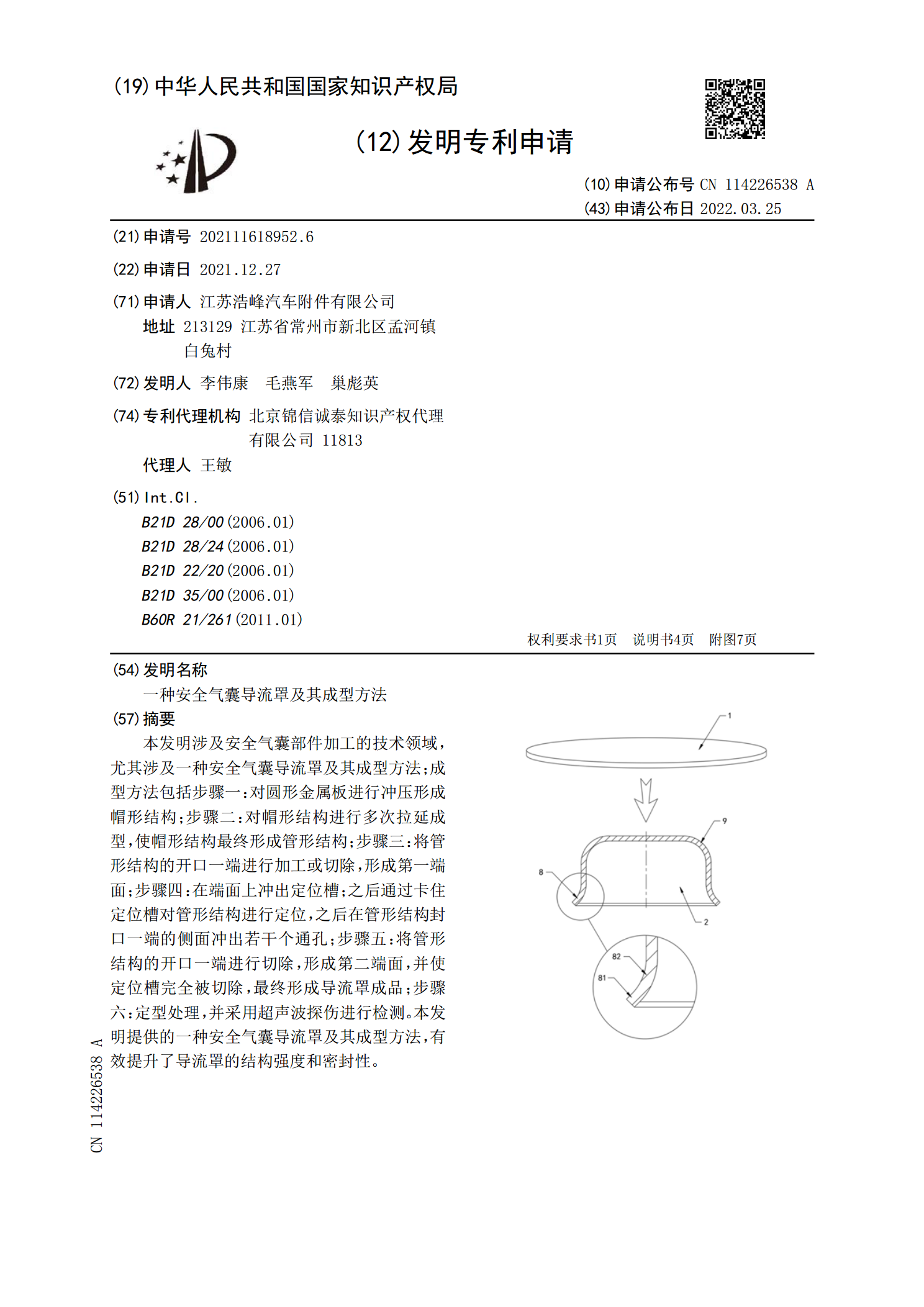
一种安全气囊导流罩及其成型方法.pdf
本发明涉及安全气囊部件加工的技术领域,尤其涉及一种安全气囊导流罩及其成型方法;成型方法包括步骤一:对圆形金属板进行冲压形成帽形结构;步骤二:对帽形结构进行多次拉延成型,使帽形结构最终形成管形结构;步骤三:将管形结构的开口一端进行加工或切除,形成第一端面;步骤四:在端面上冲出定位槽;之后通过卡住定位槽对管形结构进行定位,之后在管形结构封口一端的侧面冲出若干个通孔;步骤五:将管形结构的开口一端进行切除,形成第二端面,并使定位槽完全被切除,最终形成导流罩成品;步骤六:定型处理,并采用超声波探伤进行检测。本发明提
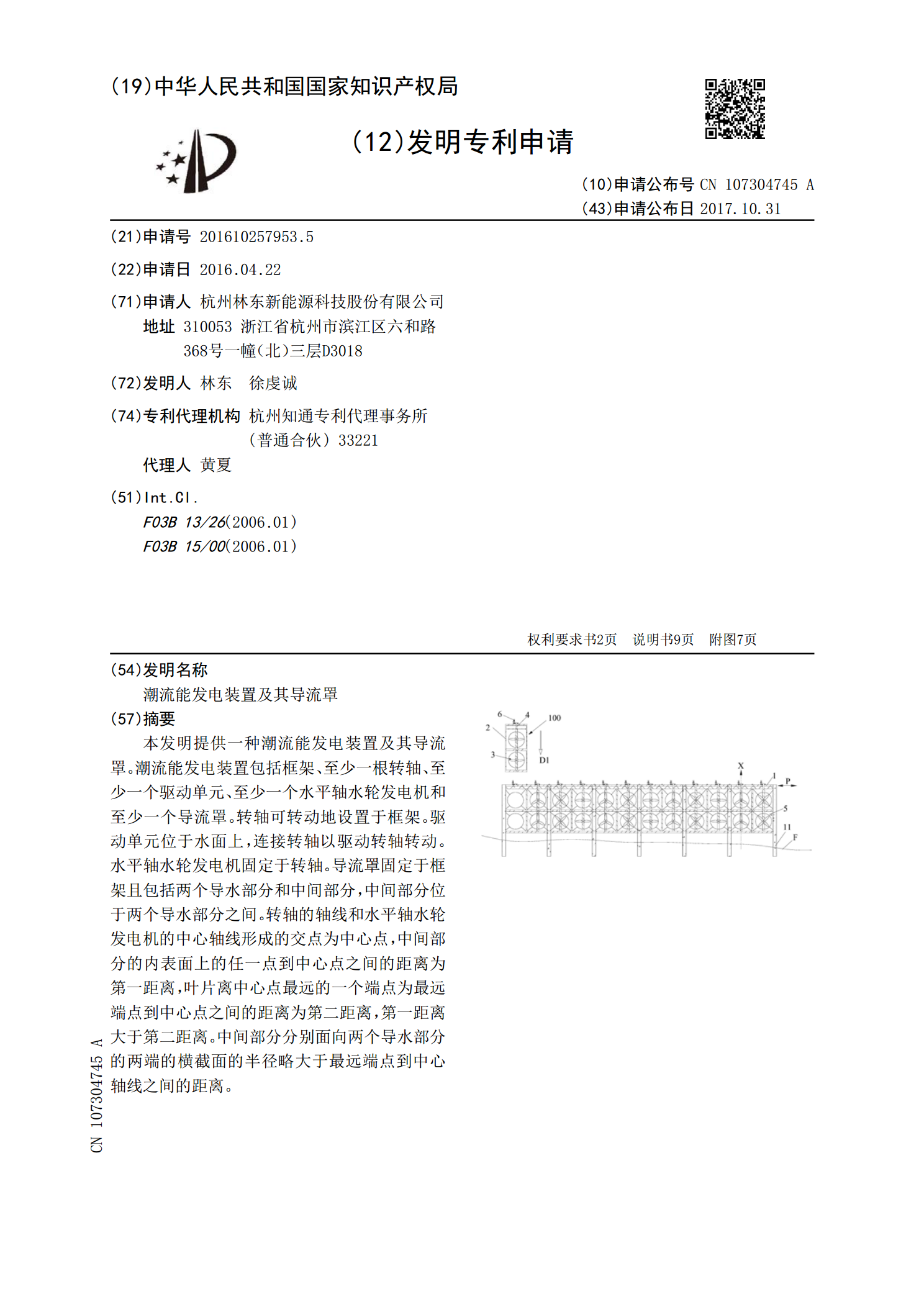
潮流能发电装置及其导流罩.pdf
本发明提供一种潮流能发电装置及其导流罩。潮流能发电装置包括框架、至少一根转轴、至少一个驱动单元、至少一个水平轴水轮发电机和至少一个导流罩。转轴可转动地设置于框架。驱动单元位于水面上,连接转轴以驱动转轴转动。水平轴水轮发电机固定于转轴。导流罩固定于框架且包括两个导水部分和中间部分,中间部分位于两个导水部分之间。转轴的轴线和水平轴水轮发电机的中心轴线形成的交点为中心点,中间部分的内表面上的任一点到中心点之间的距离为第一距离,叶片离中心点最远的一个端点为最远端点到中心点之间的距离为第二距离,第一距离大于第二距离