
不锈钢A-TIG焊应用工艺试验研究的中期报告.docx

快乐****蜜蜂


1/2

2/2
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

不锈钢A-TIG焊应用工艺试验研究的中期报告.docx
不锈钢A-TIG焊应用工艺试验研究的中期报告本次试验的主要目的是研究不锈钢A-TIG焊的应用工艺,探究不同焊接参数对焊接质量和性能的影响,并找出最佳的焊接参数组合。1.试验设备与试件准备本次试验采用了直流钨极氩弧焊设备,试件选用304不锈钢,试件尺寸为100mm×50mm×3mm。2.实验方法本次试验采用了正交实验设计方法,选取了三个因素:焊接电压、焊接电流和氩气流量,每个因素有三个水平,总共进行了9次实验。焊接电压分别选取20V、22V和24V,焊接电流分别选取80A、90A和100A,氩气流量分别选取

不锈钢A-TIG焊应用工艺试验研究的任务书.docx
不锈钢A-TIG焊应用工艺试验研究的任务书任务书题目:不锈钢A-TIG焊应用工艺试验研究任务需求:本项任务的目标为对不锈钢A-TIG焊工艺进行试验研究,探究其应用效果及存在的问题,分析其适用范围并提出改进措施。任务描述:不锈钢A-TIG焊是一种新兴的焊接方法,相比于传统TIG焊,其能够更好地控制熔池深度和宽度,且在涂层、表面油污等方面较为宽容,使得其在航空、航天和核电等行业中的应用逐渐增多。本项任务将对不锈钢A-TIG焊进行应用工艺试验研究,重点考察其应用效果和存在的问题,包括但不限于以下内容:1.研究焊
6mm板厚Q235ATIG焊对接立焊焊接工艺.doc
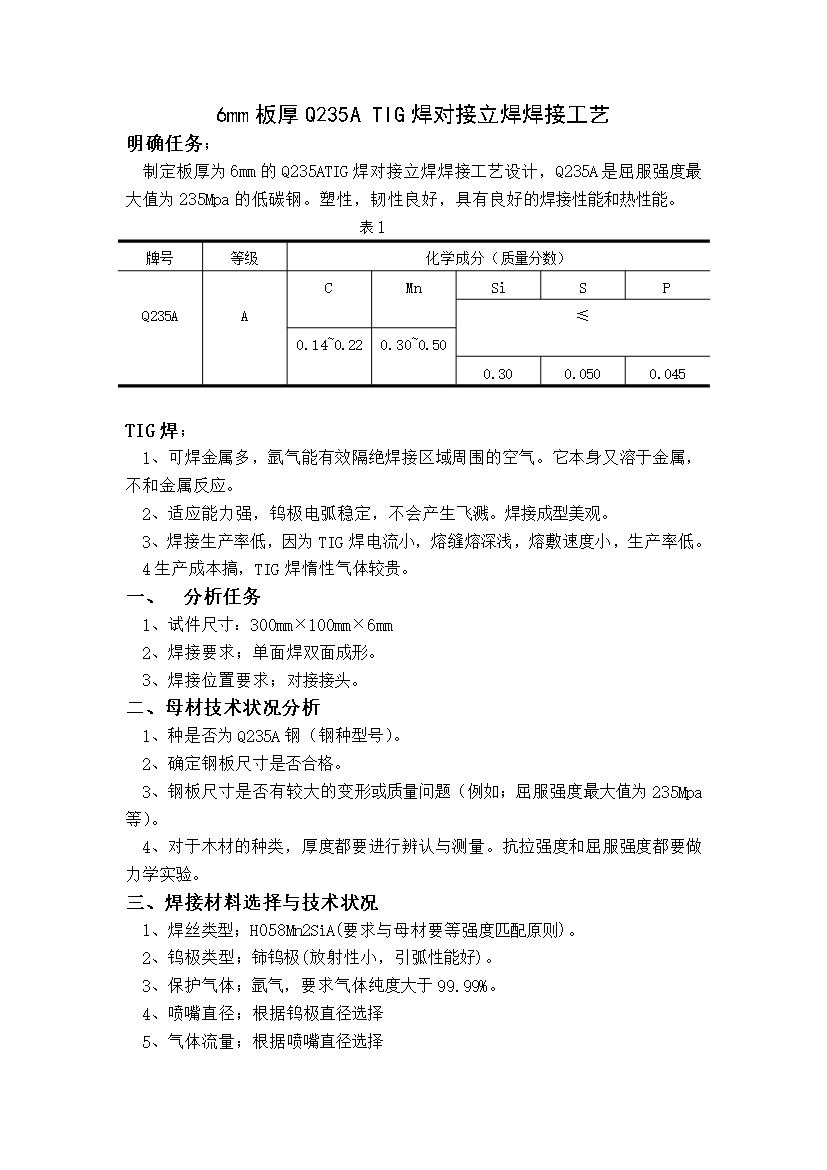
6mm板厚Q235ATIG焊对接立焊焊接工艺明确任务;制定板厚为6mm的Q235ATIG焊对接立焊焊接工艺设计,Q235A是屈服强度最大值为235Mpa的低碳钢。塑性,韧性良好,具有良好的焊接性能和热性能。表1牌号等级化学成分(质量分数)Q235AACMnSiSP≤0.14~0.220.30~0.500.300.0500.045TIG焊;1、可焊金属多,氩气能有效隔绝焊接区域周围的空气。它本身又溶于金属,不和金属反应。2、适应能力强,钨极电弧稳定,不会产生飞溅。焊接成型美观。3、焊接生产率低,因为TIG焊

不锈钢焊管生产设备及工艺研究.docx
不锈钢焊管生产设备及工艺研究不锈钢焊管生产设备及工艺研究摘要:本论文旨在对不锈钢焊管生产设备及工艺进行研究。首先,介绍了不锈钢焊管的基本概念和应用领域。然后,详细介绍了不锈钢焊管的生产设备,包括带式焊管机、聚焦线焊管机、螺旋焊管机等。最后,阐述了不锈钢焊管的生产工艺,包括原材料选择、管坯制备、焊接工艺等内容。通过对不锈钢焊管生产设备及工艺的研究,可以提高不锈钢焊管的质量和产量。关键词:不锈钢焊管、生产设备、工艺研究一、引言不锈钢焊管广泛应用于石油、化工、航空、航天等领域。为了提高不锈钢焊管的质量和产量,不

高氮奥氏体不锈钢光纤激光焊接工艺试验研究的中期报告.docx
高氮奥氏体不锈钢光纤激光焊接工艺试验研究的中期报告中期报告报告题目:高氮奥氏体不锈钢光纤激光焊接工艺试验研究的中期报告撰写人:XXX撰写单位:XXX日期:20XX年X月X日一、研究背景和目的不锈钢是一种具有良好耐蚀性和美观性的材料,广泛应用于航空航天、船舶制造、化工、生物医药等领域。而高氮奥氏体不锈钢是近年来发展较快的一种不锈钢材料,其具有高强度、高塑性、良好的耐蚀性等优点,因此在高端领域有着广泛的应用前景。光纤激光焊接技术是一种具有高能量密度、小热影响区、高焊缝质量的焊接方法,适用于不锈钢等高反射率材料