
一种钢管高频预焊后内焊缝打磨除锈机构.pdf

猫巷****晓容


1/9

2/9

3/9

4/9

5/9

6/9

7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种钢管高频预焊后内焊缝打磨除锈机构.pdf
本发明涉及一种钢管高频预焊后内焊缝打磨除锈机构,其特征在于,?所述打磨除锈机构包括磨臂(1)、连接座(2)、支撑轮组(3)、钢丝轮安装座(5)和弹簧伸缩机构,所述连接座(2)上部安装支撑轮组(3)和弹簧伸缩机构,所述连接座(2)与钢丝轮安装座(5)下部通过销轴铰接,上部通过弹簧伸缩机构相连接,所述钢丝轮安装座(5)上面安装有马达安装座(12),所述马达安装座(12)与液压马达(11)通过螺栓连接紧固,所述液压马达(11)输出轴上安装链轮,所述钢丝轮安装座(5)前端安装钢丝轮(14),所述钢丝轮(14)与液
一种钢管打磨除锈装置.pdf
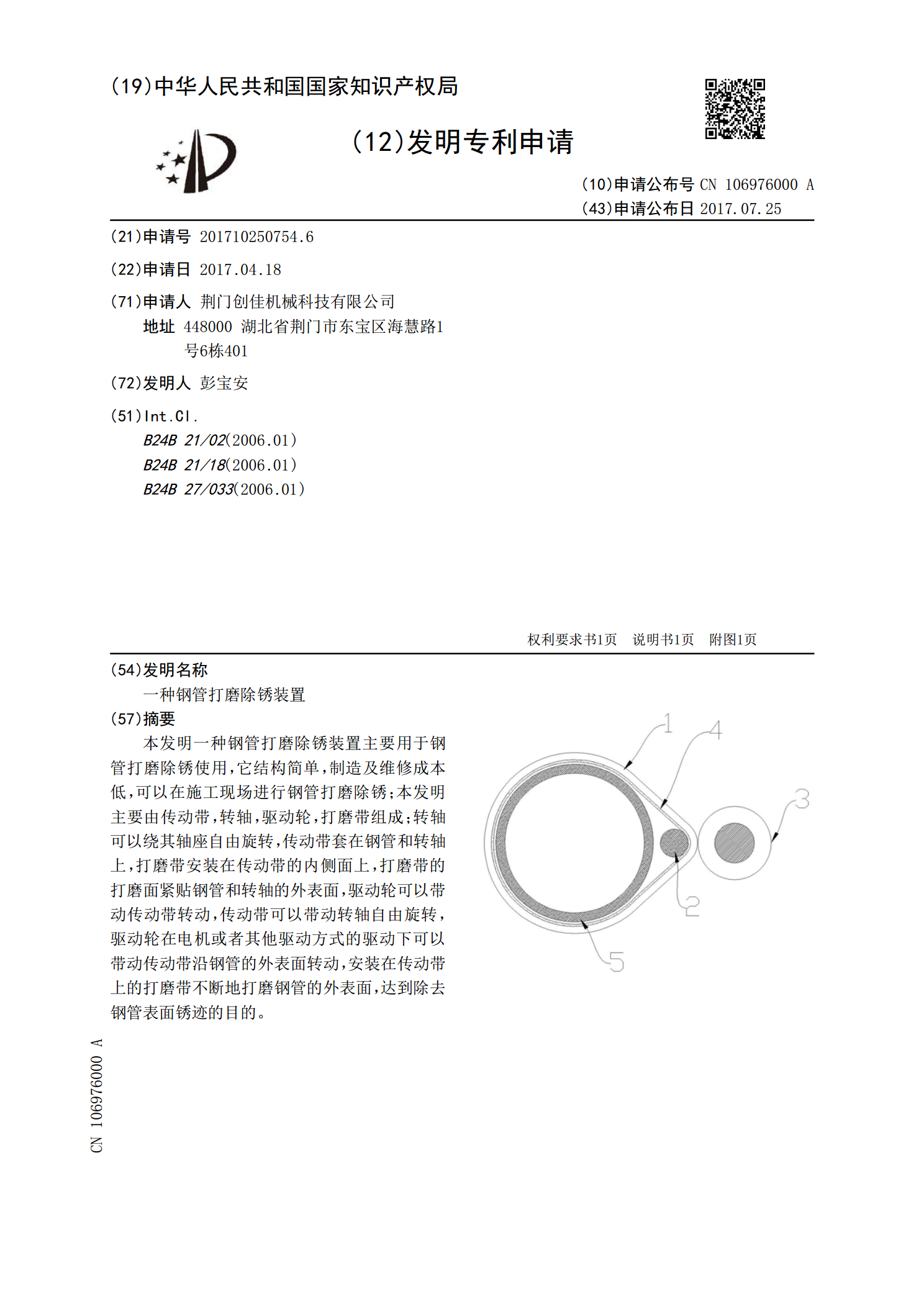
本发明一种钢管打磨除锈装置主要用于钢管打磨除锈使用,它结构简单,制造及维修成本低,可以在施工现场进行钢管打磨除锈;本发明主要由传动带,转轴,驱动轮,打磨带组成;转轴可以绕其轴座自由旋转,传动带套在钢管和转轴上,打磨带安装在传动带的内侧面上,打磨带的打磨面紧贴钢管和转轴的外表面,驱动轮可以带动传动带转动,传动带可以带动转轴自由旋转,驱动轮在电机或者其他驱动方式的驱动下可以带动传动带沿钢管的外表面转动,安装在传动带上的打磨带不断地打磨钢管的外表面,达到除去钢管表面锈迹的目的。
一种钢管焊缝打磨系统.pdf
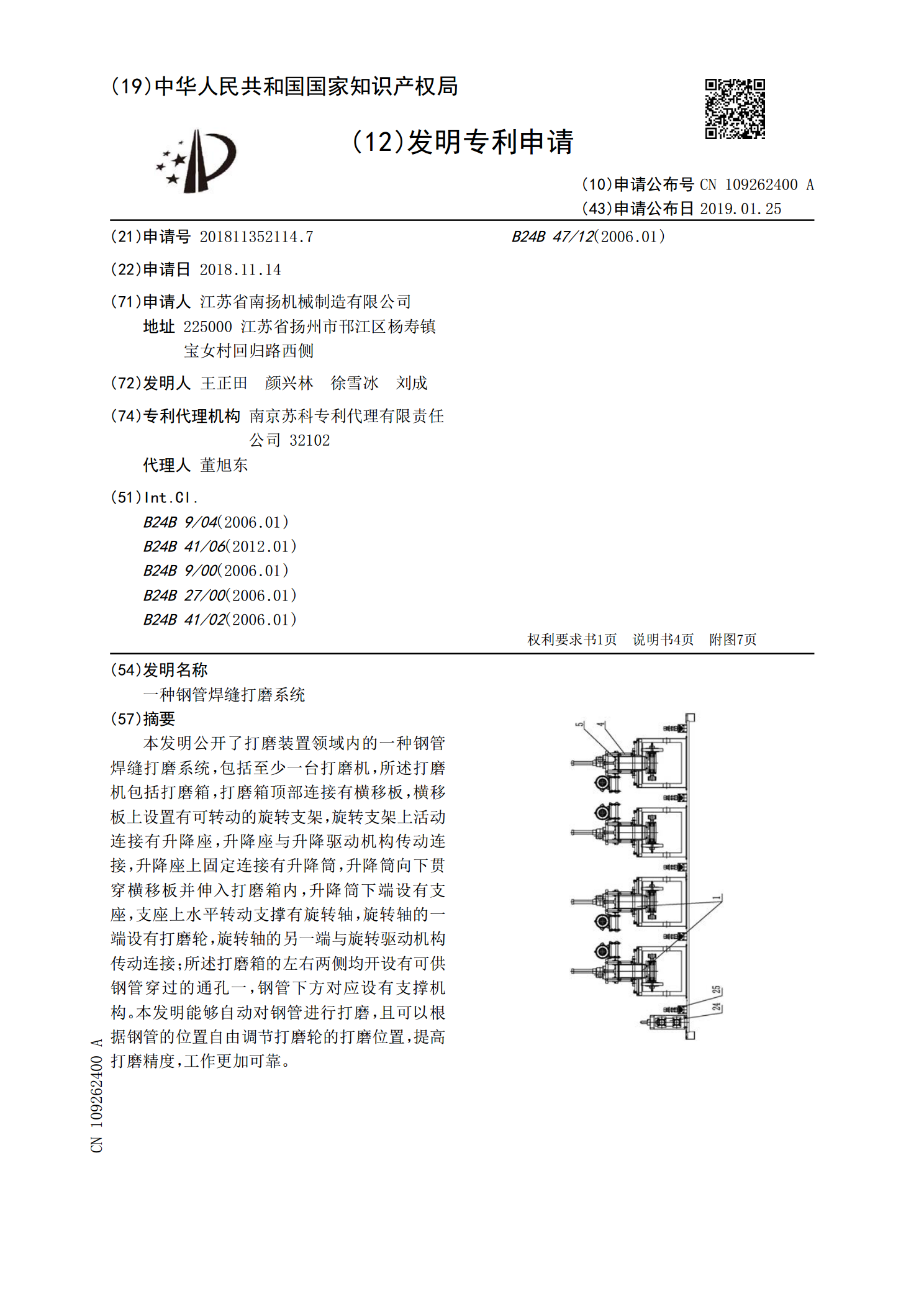
本发明公开了打磨装置领域内的一种钢管焊缝打磨系统,包括至少一台打磨机,所述打磨机包括打磨箱,打磨箱顶部连接有横移板,横移板上设置有可转动的旋转支架,旋转支架上活动连接有升降座,升降座与升降驱动机构传动连接,升降座上固定连接有升降筒,升降筒向下贯穿横移板并伸入打磨箱内,升降筒下端设有支座,支座上水平转动支撑有旋转轴,旋转轴的一端设有打磨轮,旋转轴的另一端与旋转驱动机构传动连接;所述打磨箱的左右两侧均开设有可供钢管穿过的通孔一,钢管下方对应设有支撑机构。本发明能够自动对钢管进行打磨,且可以根据钢管的位置自由调
一种高效钢管除锈打磨装置.pdf
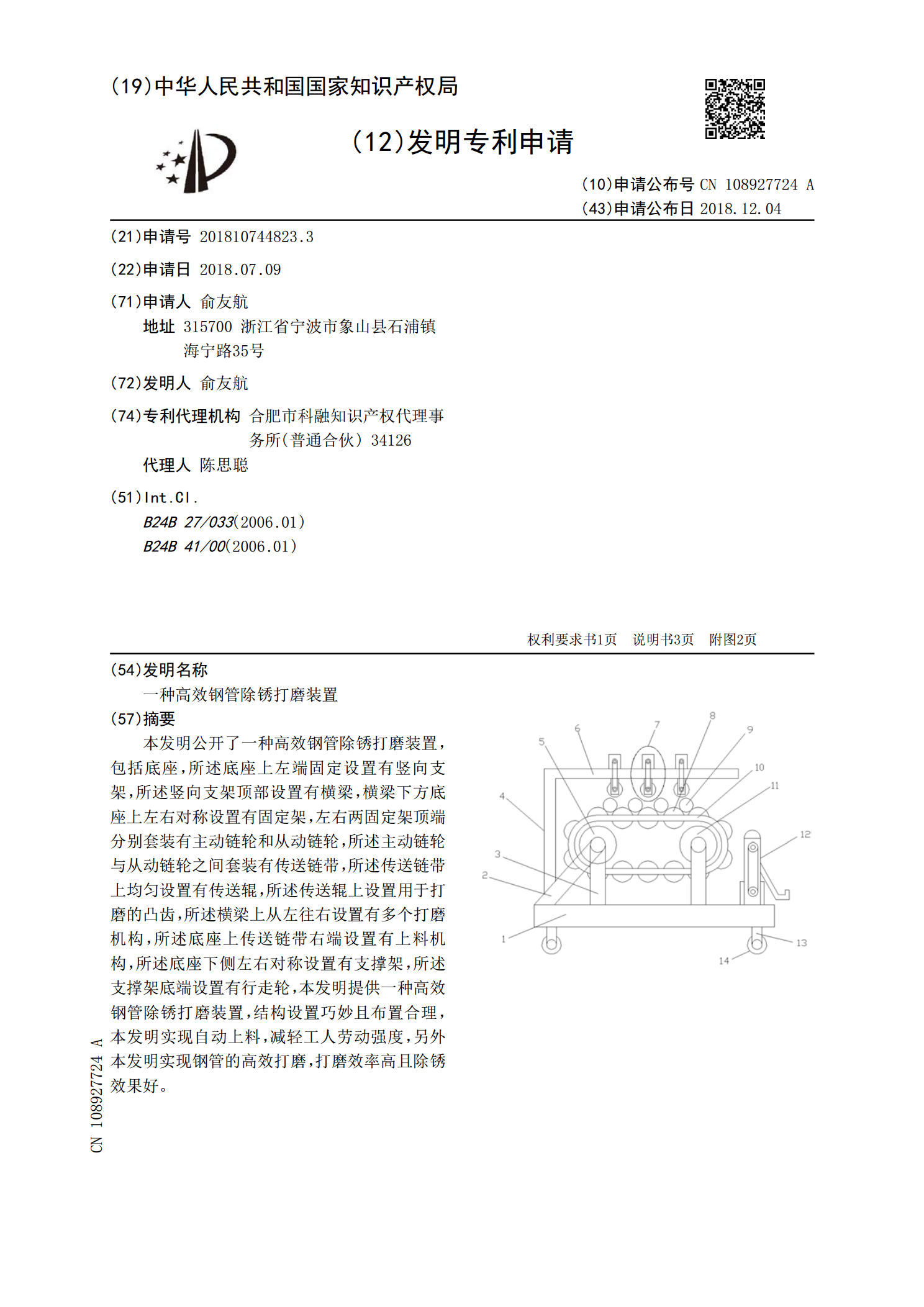
本发明公开了一种高效钢管除锈打磨装置,包括底座,所述底座上左端固定设置有竖向支架,所述竖向支架顶部设置有横梁,横梁下方底座上左右对称设置有固定架,左右两固定架顶端分别套装有主动链轮和从动链轮,所述主动链轮与从动链轮之间套装有传送链带,所述传送链带上均匀设置有传送辊,所述传送辊上设置用于打磨的凸齿,所述横梁上从左往右设置有多个打磨机构,所述底座上传送链带右端设置有上料机构,所述底座下侧左右对称设置有支撑架,所述支撑架底端设置有行走轮,本发明提供一种高效钢管除锈打磨装置,结构设置巧妙且布置合理,本发明实现自动

一种内焊缝打磨小车.pdf
一种内焊缝打磨小车,包括打磨机构、张紧机构、高度调节机构、行走机构、导向机构、机架,其特征在于,打磨机构设置在机架的前方,张紧机构与打磨机构连接,高度调节机构设置在机架的上方并与打磨机构连接,行走机构设置在机架的底部,导向机构与行走机构连接。本发明智能化程度高,操作容易,在电动砂轮外圆同轴固定设置有圆环状橡胶,打磨效率高,电动砂轮厚度变化小,有效降低了人工劳动强度;同时采用模块化结构,安装调试更换便捷,进而提高企业市场竞争力。