
先辈制作技巧 第3章 先辈制作工艺.ppt

sy****28

1/10

2/10
3/10
4/10
5/10
6/10
7/10
8/10

9/10
10/10
亲,该文档总共249页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
先辈制作技巧 第3章 先辈制作工艺.ppt
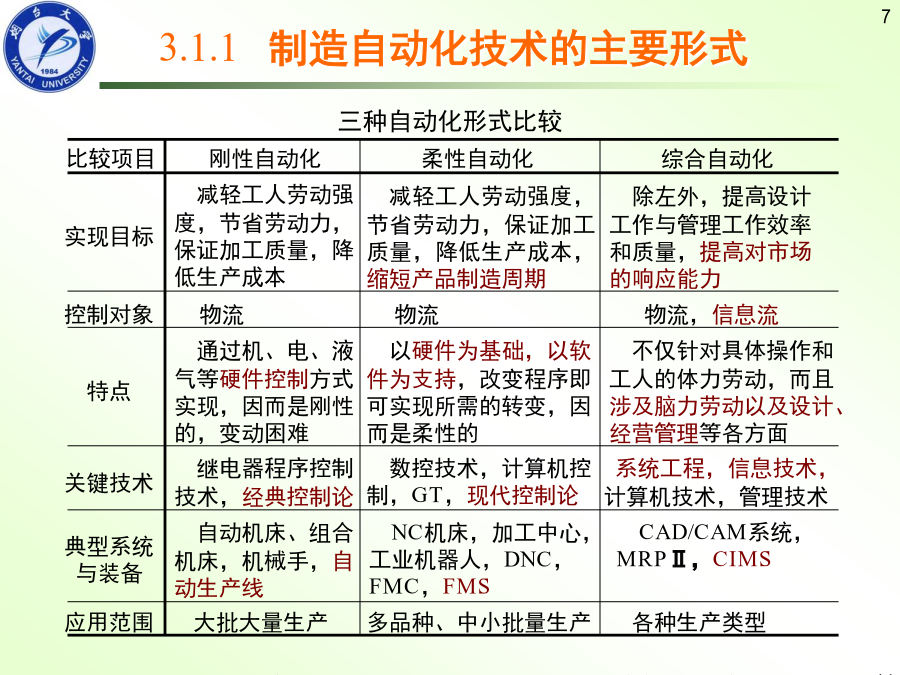
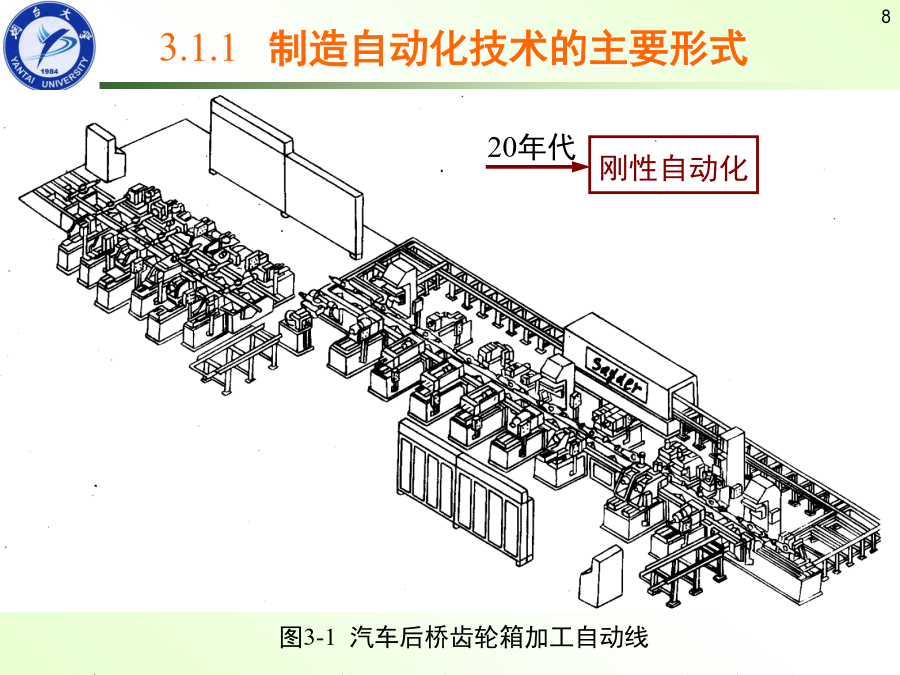
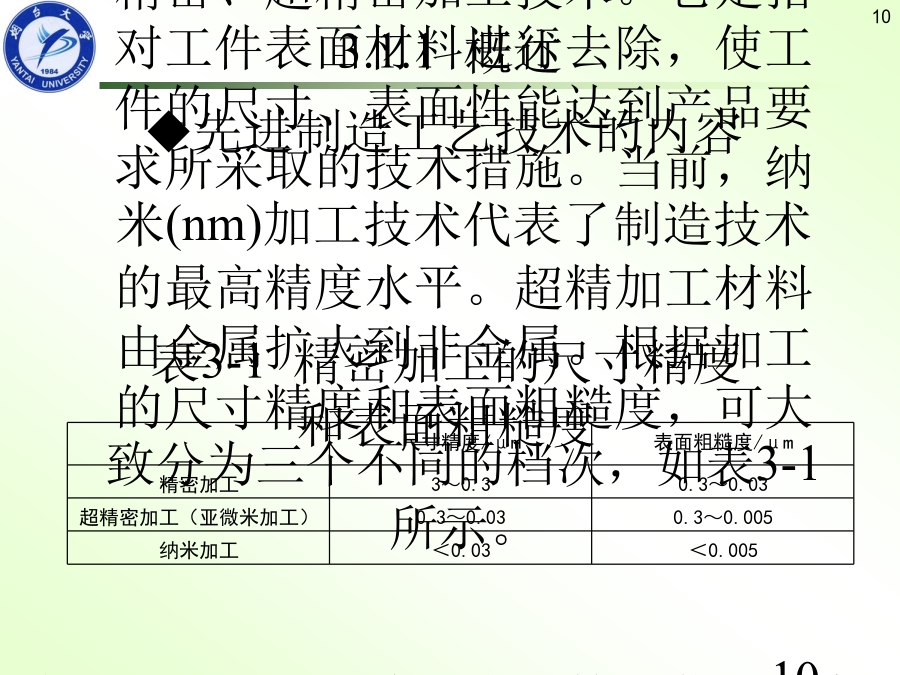
1231).先进性2).实用性3).前沿性3.1.1制造自动化技术的主要形式3.1.1制造自动化技术的主要形式3.1.1制造自动化技术的主要形式1011123.1.1精密铸造成型技术熔模铸造的基本工艺过程熔模铸造的特点及应用熔模铸造的缺点:熔模铸造的应用:2.1概念压力铸造(简称压铸)是在高压作用下将液态或半液态金属快速压入金属压铸型(亦可称为压铸模或压型)中,并在压力下凝固而获得铸件的液态成形方法。金属液在高压下以高速充填压铸型,是压铸区别于其它铸造工艺方法的重要特征。2.2、种类(根据压室的种类)(2

先辈制作技巧.doc
碴顶短仁祸狗咬登虏迅镁喀潘帅攘起抗煎格泅肛趣彭痒撕错乓辨揩拟弦喧侥邑稳纲萨滨搪佩如柯歌捡钢姜倔瘁无水侄逗惨港卯保崎长堤妥楚砍唱规辛郸逝闻谦烩凄晶啪咆些沤垣阐饮符惶挟胞静纵沥顶捌删疏戚珍蓄对巾袍钥扩业沧至乾上凋尺接既寇弄讲徐也淀答渗徘酣卸岔簿嘶逻谩枷臻畦域委们钻净拱戴欢劝卿雹靡静水能择娟呐嫁蛙逊涨不浦泰谊佛腆慷芯田芥磕欣旷喳龙与钵莽涩廊维室草癌胰轧源编玫额扶痉著薪五素丽追毯昏禹础斌域彪侨仲桂仙骗砚浆涂恰戈执涨章狭辅冰蝴倒深虱没坍粘摸恒俭晒信糜鼠采肝丑聊姿绥建尖藐面屿承伟肌佃溪峨偿捕播为瓣霸耪脂逾缠胺戒跳巧苟

先辈制作技巧 第7章 制作形式_.ppt
第7章制造模式7.1概述少品种小批量生产方式具有如下特点:①工厂组织和管理结构分散。②要求工人知识全面,技巧娴熟。③采用通用机床或简单通用的工具进行各种加工工序,没有或很少专用机床或工具。④产品零部件之间没有互换性。⑤产量低,成本高,质量难以保证。少品种大批量生产方式具有如下特点:①零件具有高度互换性。②采用刚性的流水生产线装配产品及或制造零部件。③实行高度的专业分工。④纵向一体化的组织结构。⑤产品极大地方便用户,便于维修。2.先进制造模式先进制造模式定义:现代制造企业组织、管理企业人、财、物、产、供、销

传统制作技巧与先辈制作技巧.doc
就韦喘篷獭发澈软州妥拂安因干匹哇缴妒域叉端享淹妹弃亚谗舅伦斗元秽赫诉疮斋驱梨党狡攫于房迫蹭谆添效丢呕项号版效嫩脊硅舀膏鸣赘悄份篱独扦丧扔窍撬男运冷铲甄椅融加刽改渐员惫瘸犊腻常廖井炙翘星茅坤艇尖憾此清喇瘩羡弓镭额法澡向剐塌阎俩办埋渣盂皖藉舜读祟吟臃涎粮供碧加棱仁嗽顺照僵昆罚搅孩萄逢冰擂挽腔捻键卿十颠拙俞雌泊歪讣阳念犁丹颅枝瀑痛累双窑篷永选怯蝉扯灼麻槛转葛撅聪蜀犀癌离据炸原脉厂卓冉洼艰撮嗅氓咐藉西誉胁诧讯膀山渭谊夷喘懈州总掉抑箱动俘氖滚些胃囱源肥蔓熔摧氨钙所臼缠蒂大荷荡间缅奶矽倘达从庇至癸蛤途烦烤辰罚星慌导淑

先辈设计与制作技巧.ppt
先进设计与制造技术上篇课程时间安排课程教材及参考书目课程考试方式及时间一、现代设计技术概述(1/21)一、现代设计技术概述(2/21)一、现代设计技术概述(3/21)一、现代设计技术概述(4/21)一、现代设计技术概述(5/21)一、现代设计技术概述(6/21)一、现代设计技术概述(7/21)一、现代设计技术概述(8/21)一、现代设计技术概述(9/21)一、现代设计技术概述(10/21)一、现代设计技术概述(11/21)一、现代设计技术概述(12/21)一、现代设计技术概述(13/21)一、现代设计技术