
用于砂轮内孔镶孔的装置及方法.pdf

书生****ma


1/6

2/6

3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
用于砂轮内孔镶孔的装置及方法.pdf
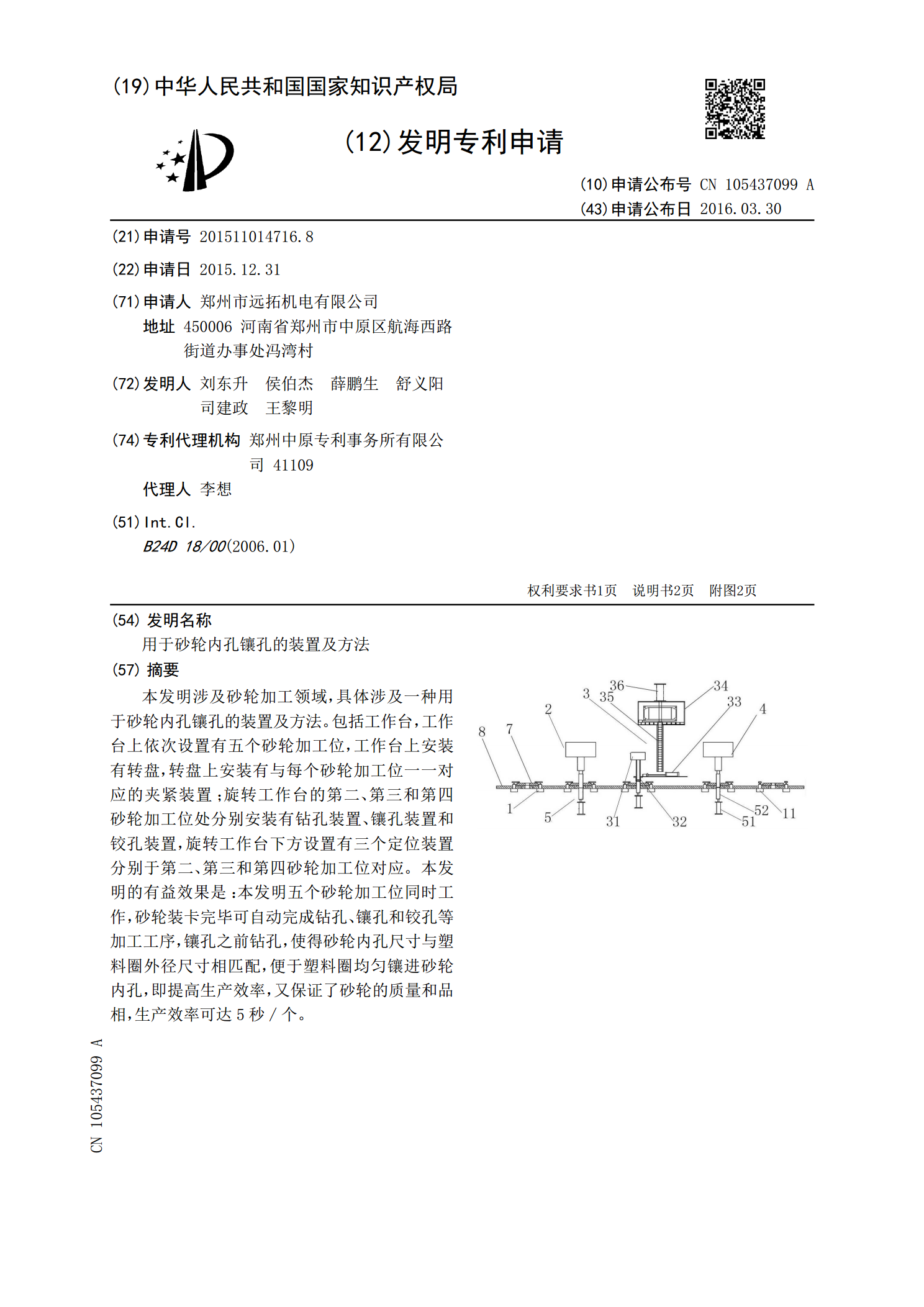
本发明涉及砂轮加工领域,具体涉及一种用于砂轮内孔镶孔的装置及方法。包括工作台,工作台上依次设置有五个砂轮加工位,工作台上安装有转盘,转盘上安装有与每个砂轮加工位一一对应的夹紧装置;旋转工作台的第二、第三和第四砂轮加工位处分别安装有钻孔装置、镶孔装置和铰孔装置,旋转工作台下方设置有三个定位装置分别于第二、第三和第四砂轮加工位对应。本发明的有益效果是:本发明五个砂轮加工位同时工作,砂轮装卡完毕可自动完成钻孔、镶孔和铰孔等加工工序,镶孔之前钻孔,使得砂轮内孔尺寸与塑料圈外径尺寸相匹配,便于塑料圈均匀镶进砂轮内孔
用于高精度内孔加工的砂轮杆及加工方法.pdf
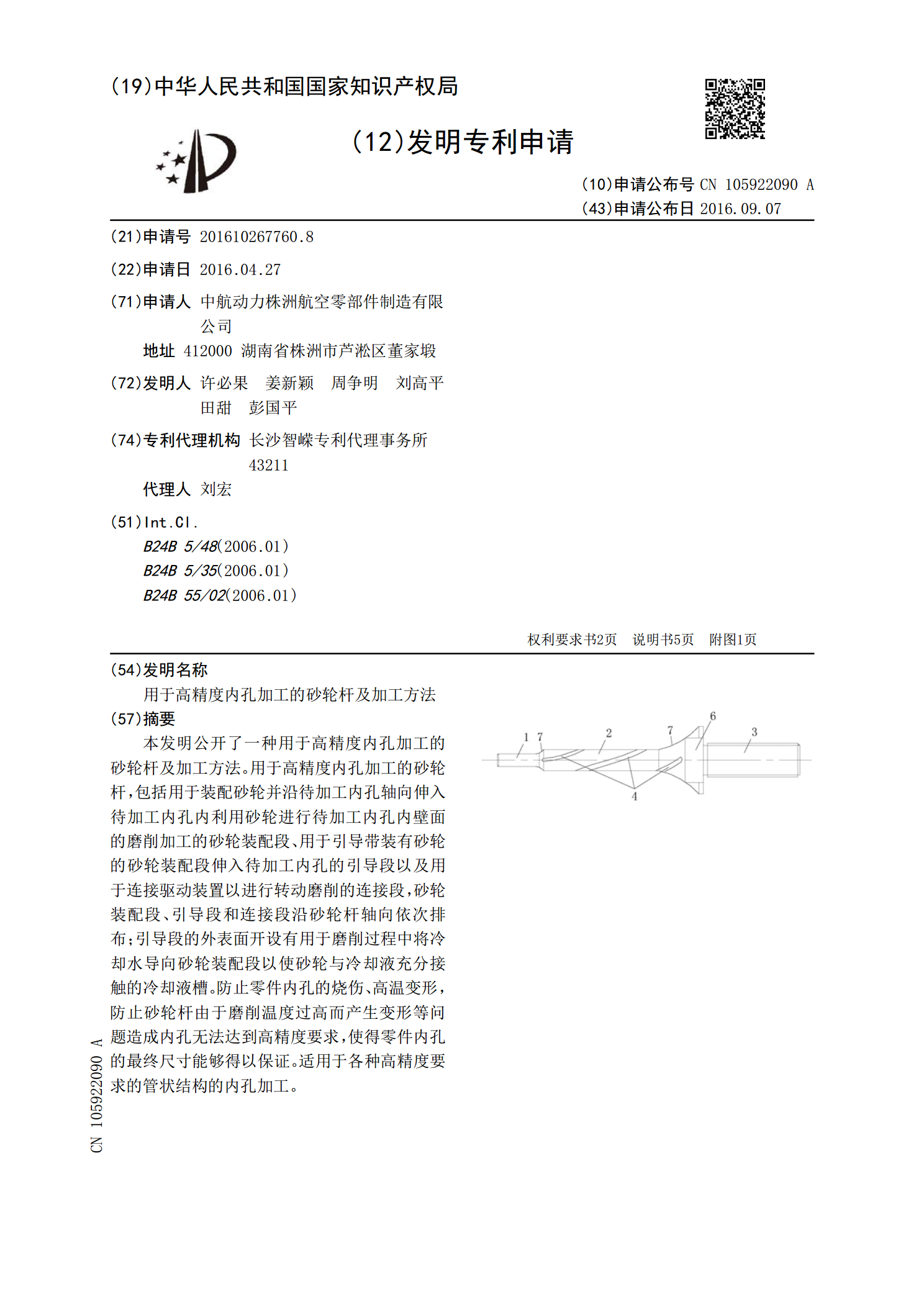
本发明公开了一种用于高精度内孔加工的砂轮杆及加工方法。用于高精度内孔加工的砂轮杆,包括用于装配砂轮并沿待加工内孔轴向伸入待加工内孔内利用砂轮进行待加工内孔内壁面的磨削加工的砂轮装配段、用于引导带装有砂轮的砂轮装配段伸入待加工内孔的引导段以及用于连接驱动装置以进行转动磨削的连接段,砂轮装配段、引导段和连接段沿砂轮杆轴向依次排布;引导段的外表面开设有用于磨削过程中将冷却水导向砂轮装配段以使砂轮与冷却液充分接触的冷却液槽。防止零件内孔的烧伤、高温变形,防止砂轮杆由于磨削温度过高而产生变形等问题造成内孔无法达到高

用于孔内断裂潜孔钻头的打捞装置.pdf
本实用新型公开了一种用于孔内断裂潜孔钻头的打捞装置,包括打捞筒以及安装于打捞筒底部的扩孔钻齿,所述打捞筒上端设置有连接头,所述打捞筒内部安装有用于对潜孔钻头进行打捞的卡筋;本技术方案的用于孔内断裂潜孔钻头的打捞装置,结构简单,制造方便,使用时通过连接头与钻杆进行连接即可;打捞筒具有集渣功能,能够有效清理孔底多余的渣土,避免过多的渣土给打捞造成困难;该装置为通过扩孔的方式对钻头进行打捞,并且内部设置有卡筋,便于将孔内断裂钻头进行有效打捞。
孔内表面处理装置及孔内表面处理方法.pdf
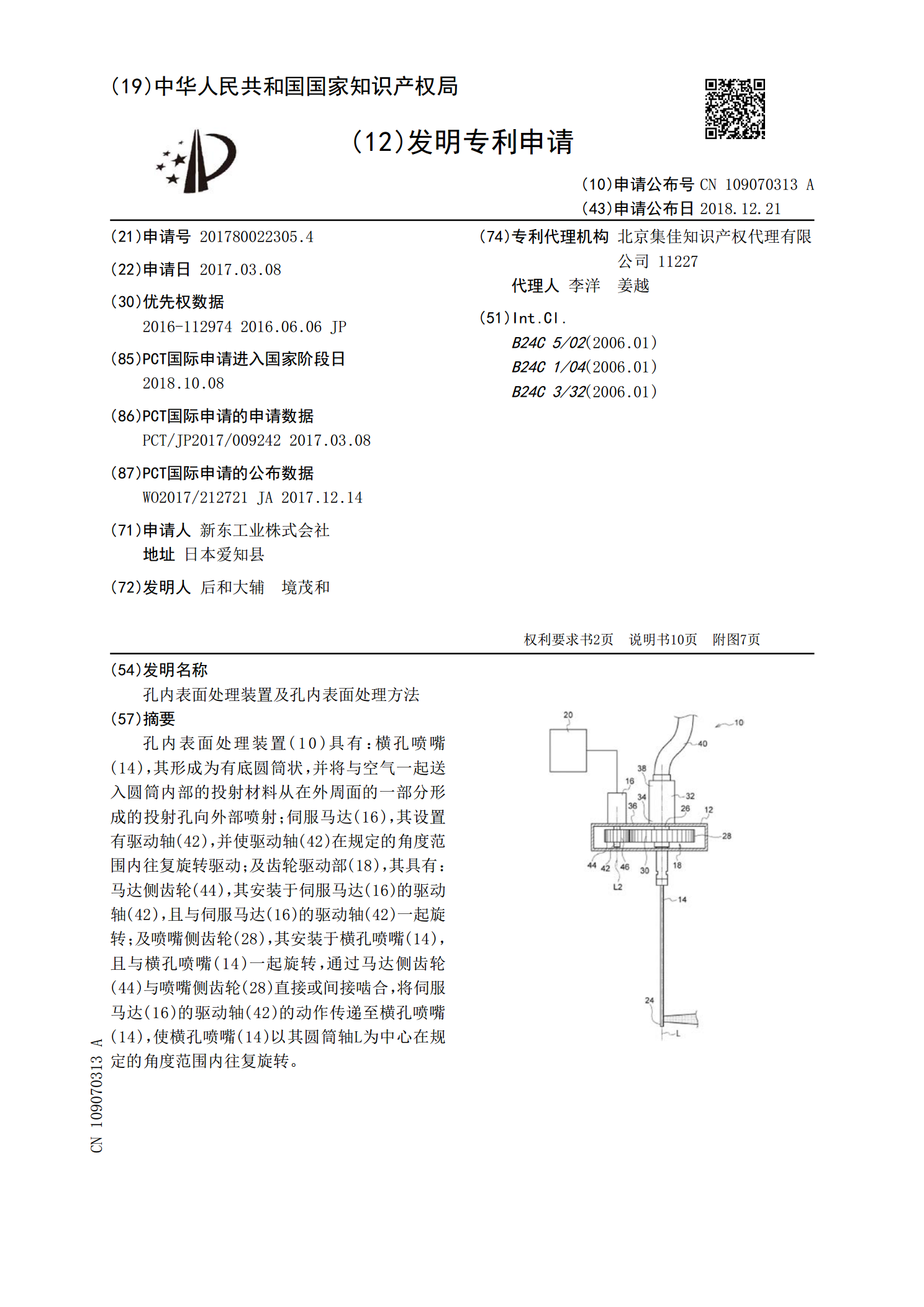
孔内表面处理装置(10)具有:横孔喷嘴(14),其形成为有底圆筒状,并将与空气一起送入圆筒内部的投射材料从在外周面的一部分形成的投射孔向外部喷射;伺服马达(16),其设置有驱动轴(42),并使驱动轴(42)在规定的角度范围内往复旋转驱动;及齿轮驱动部(18),其具有:马达侧齿轮(44),其安装于伺服马达(16)的驱动轴(42),且与伺服马达(16)的驱动轴(42)一起旋转;及喷嘴侧齿轮(28),其安装于横孔喷嘴(14),且与横孔喷嘴(14)一起旋转,通过马达侧齿轮(44)与喷嘴侧齿轮(28)直接或间接啮合
内孔沟槽超声振动辅助砂轮磨削加工装置及方法.pdf
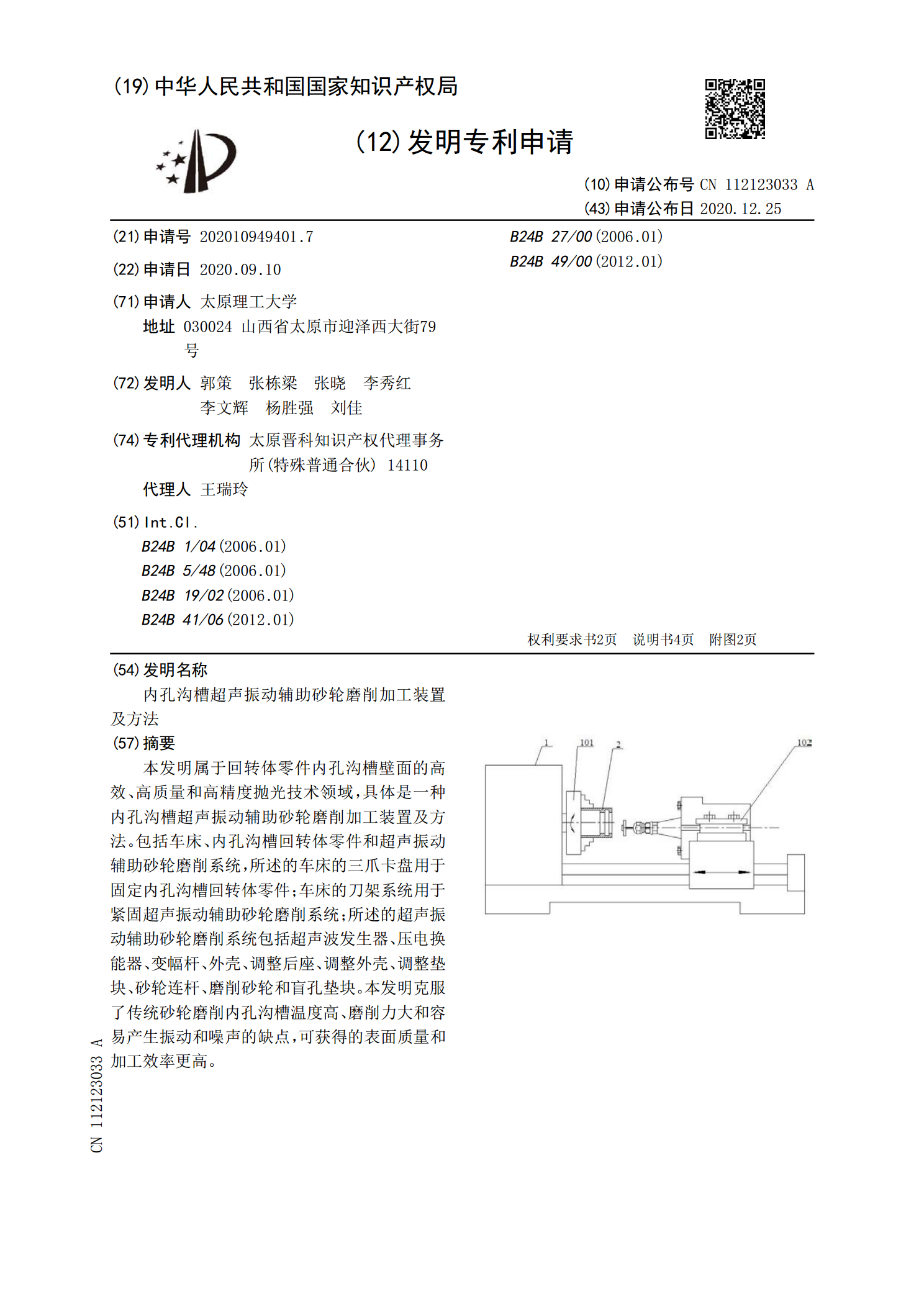
本发明属于回转体零件内孔沟槽壁面的高效、高质量和高精度抛光技术领域,具体是一种内孔沟槽超声振动辅助砂轮磨削加工装置及方法。包括车床、内孔沟槽回转体零件和超声振动辅助砂轮磨削系统,所述的车床的三爪卡盘用于固定内孔沟槽回转体零件;车床的刀架系统用于紧固超声振动辅助砂轮磨削系统;所述的超声振动辅助砂轮磨削系统包括超声波发生器、压电换能器、变幅杆、外壳、调整后座、调整外壳、调整垫块、砂轮连杆、磨削砂轮和盲孔垫块。本发明克服了传统砂轮磨削内孔沟槽温度高、磨削力大和容易产生振动和噪声的缺点,可获得的表面质量和加工效率