
花筋镶嵌式无气孔轮胎模具及其花纹块.pdf

羽沫****魔王


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共14页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

花筋镶嵌式无气孔轮胎模具及其花纹块.pdf
本发明提供一种花筋镶嵌式无气孔轮胎模具的花纹块,其包括:花纹块本体,其内壁面凹设有花筋镶嵌槽,花纹块本体上设有连通花纹块的内壁面与花纹块的外壁面的排气通道;花筋主体,其包括花筋基座和花筋,花筋基座嵌设于花筋镶嵌槽内,花筋固设于花筋基座的内侧,花筋与花筋基座的夹角处设有周向排气线,周向排气线与排气通道相连通;本发明还提供一种花筋镶嵌式无气孔轮胎模具,其由多个花纹块并排拼接组成,多个花纹块的内壁面围设形成花筋镶嵌式无气孔轮胎模具的内腔,花纹块的周向排气线和排气通道连通内腔和花筋镶嵌式无气孔轮胎模具外部;本发明
无气孔轮胎活络模具及其花纹块.pdf
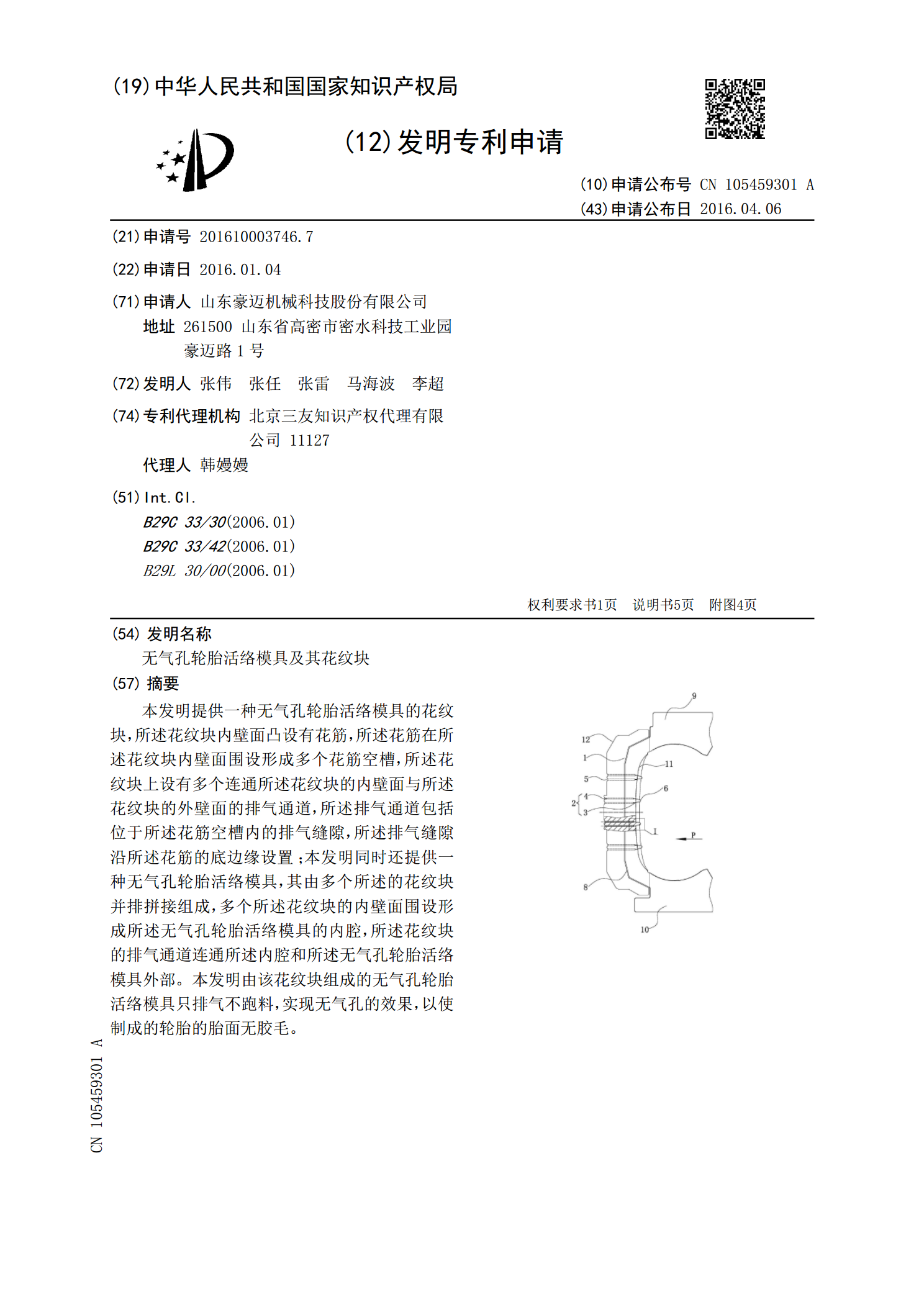
本发明提供一种无气孔轮胎活络模具的花纹块,所述花纹块内壁面凸设有花筋,所述花筋在所述花纹块内壁面围设形成多个花筋空槽,所述花纹块上设有多个连通所述花纹块的内壁面与所述花纹块的外壁面的排气通道,所述排气通道包括位于所述花筋空槽内的排气缝隙,所述排气缝隙沿所述花筋的底边缘设置;本发明同时还提供一种无气孔轮胎活络模具,其由多个所述的花纹块并排拼接组成,多个所述花纹块的内壁面围设形成所述无气孔轮胎活络模具的内腔,所述花纹块的排气通道连通所述内腔和所述无气孔轮胎活络模具外部。本发明由该花纹块组成的无气孔轮胎活络模具

双金属镶嵌式无气孔轮胎活络模具、花纹块及制作方法.pdf
本发明提供了一种双金属镶嵌式无气孔轮胎活络模具、花纹块及制作方法,所述花纹块包括钢结构的花纹块本体及铝结构,所述花纹块本体靠近用于形成花纹面的内周面处镶设所述铝结构,组装成双金属镶嵌式无气孔轮胎活络模花纹块,所述花纹块设有连通所述内周面及活络模腔外部的排气通道;本发明的花纹块由两种材质复合而成的,钢的强度比铝的强度高,铝的导热性比钢的强,本结构兼顾了两者的优势;使用过程中的挤压、摩擦等受力部位均为钢材质,花纹成型部位均为铝材质,硫化效率高并且保证了轮胎表面质量。

一种无气孔轮胎活络模具及其花纹块.pdf
本发明提供了一种无气孔轮胎活络模具及其花纹块。所述花纹块包括多个花纹片和花纹片外壳,多个花纹片沿周向排列组装并形成能容纳轮胎成型用橡胶坯料的环形结构,花纹片外壳套装在环形结构外侧,环形结构内部设有排气通道,排气通道连通环形结构的内侧与外侧,排气通道包括位于每两个相邻排布的花纹片之间且沿环形结构的轴向设置的能阻止橡胶坯料溢出环形结构的排气间隙,排气间隙靠近环形结构的内侧设置。本发明提供的模具包括如上所述的花纹块。本发明提供的无气孔轮胎活络模具及其花纹块具有良好的排气性能,达到只排气而不跑胶的效果,使最终成型

双金属镶嵌复合结构无气孔轮胎活络模具、花纹块及方法.pdf
一种双金属镶嵌复合结构的无气孔轮胎活络模具、花纹块及方法,所述花纹块包括由第一金属材质的花纹块本体及所述花纹块本体在靠近用于形成花纹面的内周面处所镶设第二金属材质的镶嵌结构,所述花纹块设有连通所述内周面及活络模腔外部的排气通道,组装成双金属镶嵌复合结构的无气孔轮胎活络模花纹块,其中,第一金属材质、第二金属材质均为适于轮胎硫化的材质,且第一金属材质的强度高于第二金属材质,所述排气通道包括所述镶嵌结构与邻接的所述花纹块之间形成的排气缝隙。本发明的花纹块是由两种材质复合而成的,花纹块本体的金属材质的强度比对应环