
砂轮成型机用摊料装置.pdf

哲妍****彩妍


1/8

2/8

3/8

4/8

5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

砂轮成型机用摊料装置.pdf
本发明涉及一种砂轮成型机用摊料装置,包括气流发生机构和刮料机构,其中,所述刮料机构,用于水平摊平模具腔内的成型料;所述气流发生机构,用以产生额定的负压,且与所述刮料机构连通,吸除多余的成型料。所述气流发生机构包括空气压缩机,所述空气压缩机的出口管路上依次连接有电控阀和限压阀。所述刮料机构包括刮料板和三通管。本发明的有益效果为:将传统的螺旋上升的摊料方式,变成水平摊料,保证成型料在压制前的厚度均匀一致,避免出现动静不平衡的情况;同时,能够有效吸除多余的物料,防止投料多而引起的物料堆积。
超硬砂轮生产摊料装置.pdf
本发明涉及一种超硬砂轮生产摊料装置,包括机架,机架上装配有支撑架,支撑架上连接有用于带动摊料刮刀升降的升降气缸,支撑架和机架之间装配有用于向上举升支撑架的凸轮机构,机架上立设有与支撑架上下导向插装的导向柱,导向柱上套装有顶压在支撑架上方的压簧,压簧的上端抵顶装配有螺纹连接在导向柱上的调节螺母。通过旋转调节螺母,可控制压簧的预紧度,使得压簧在自身刚度发生变化后,可通过调节螺母调节预紧度的方式,保持压簧对支撑架的弹性压紧效果,保持支撑板的工作稳定,因而本发明中摊料装置具有工作稳定的优点。
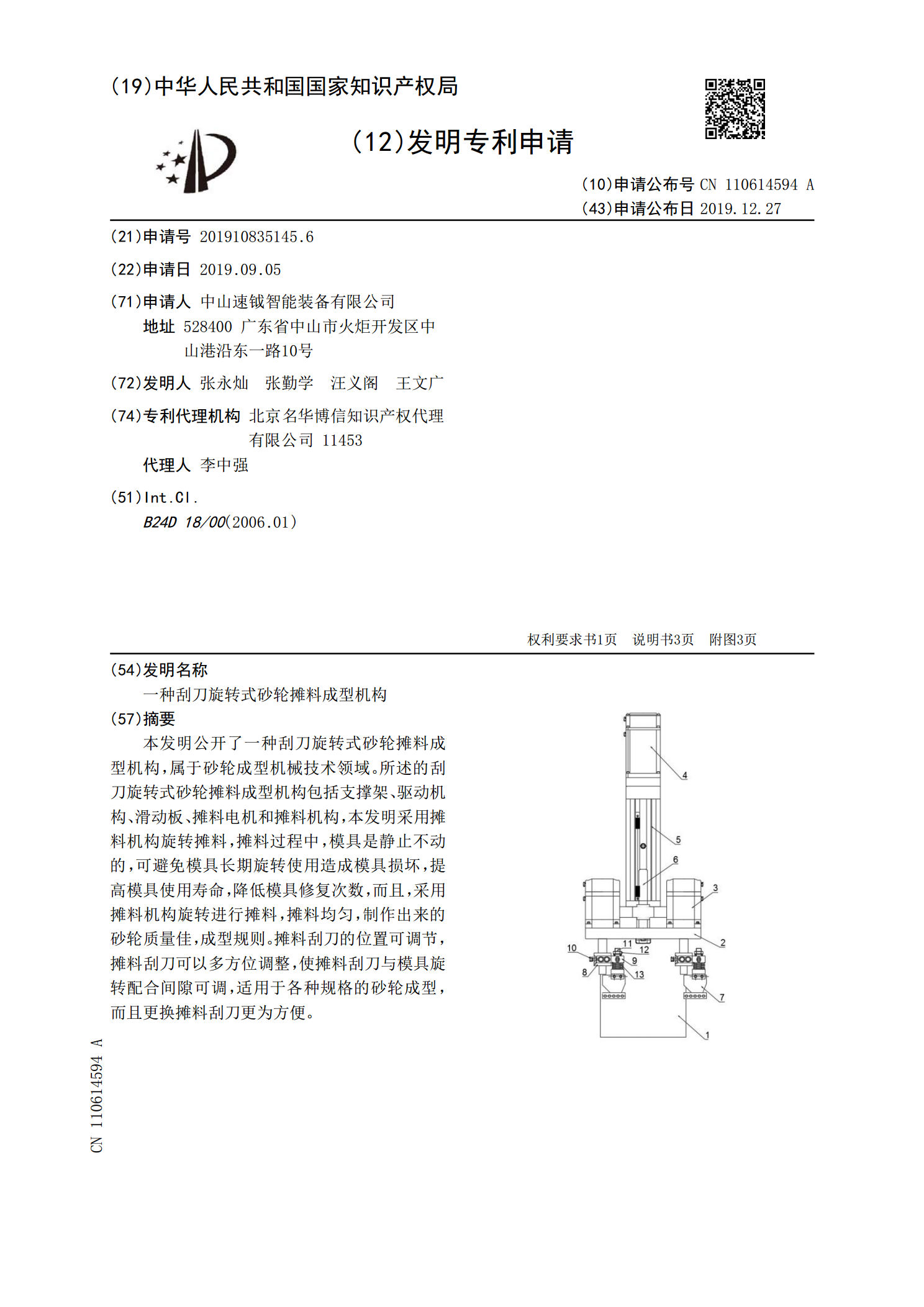
一种刮刀旋转式砂轮摊料成型机构.pdf
本发明公开了一种刮刀旋转式砂轮摊料成型机构,属于砂轮成型机械技术领域。所述的刮刀旋转式砂轮摊料成型机构包括支撑架、驱动机构、滑动板、摊料电机和摊料机构,本发明采用摊料机构旋转摊料,摊料过程中,模具是静止不动的,可避免模具长期旋转使用造成模具损坏,提高模具使用寿命,降低模具修复次数,而且,采用摊料机构旋转进行摊料,摊料均匀,制作出来的砂轮质量佳,成型规则。摊料刮刀的位置可调节,摊料刮刀可以多方位调整,使摊料刮刀与模具旋转配合间隙可调,适用于各种规格的砂轮成型,而且更换摊料刮刀更为方便。

一种超硬材料砂轮制备用自动投摊料装置.pdf
本发明公开了一种超硬材料砂轮制备用自动投摊料装置,包括工作平台,在工作平台上设有中心孔、指向中心孔的第一导轨和指向中心孔的第二导轨,在中心孔内安装有定心转轴,在定心转轴的上端安装有砂轮模具,定心转轴下端穿过工作平台且定心转轴与工作平台转动连接,在工作平台底部安装有为定心转轴的转动提供动力的第一电动机,在第一导轨内滑动连接有投料机构,在第二导轨内滑动连接有摊料机构,本发明投料机构、摊料机构、定心转轴的设置以及配合使用,达到了对投料和摊料的均匀性和工艺稳定性的半自动化控制,解决了纯手工操作方式的复杂和费时费力
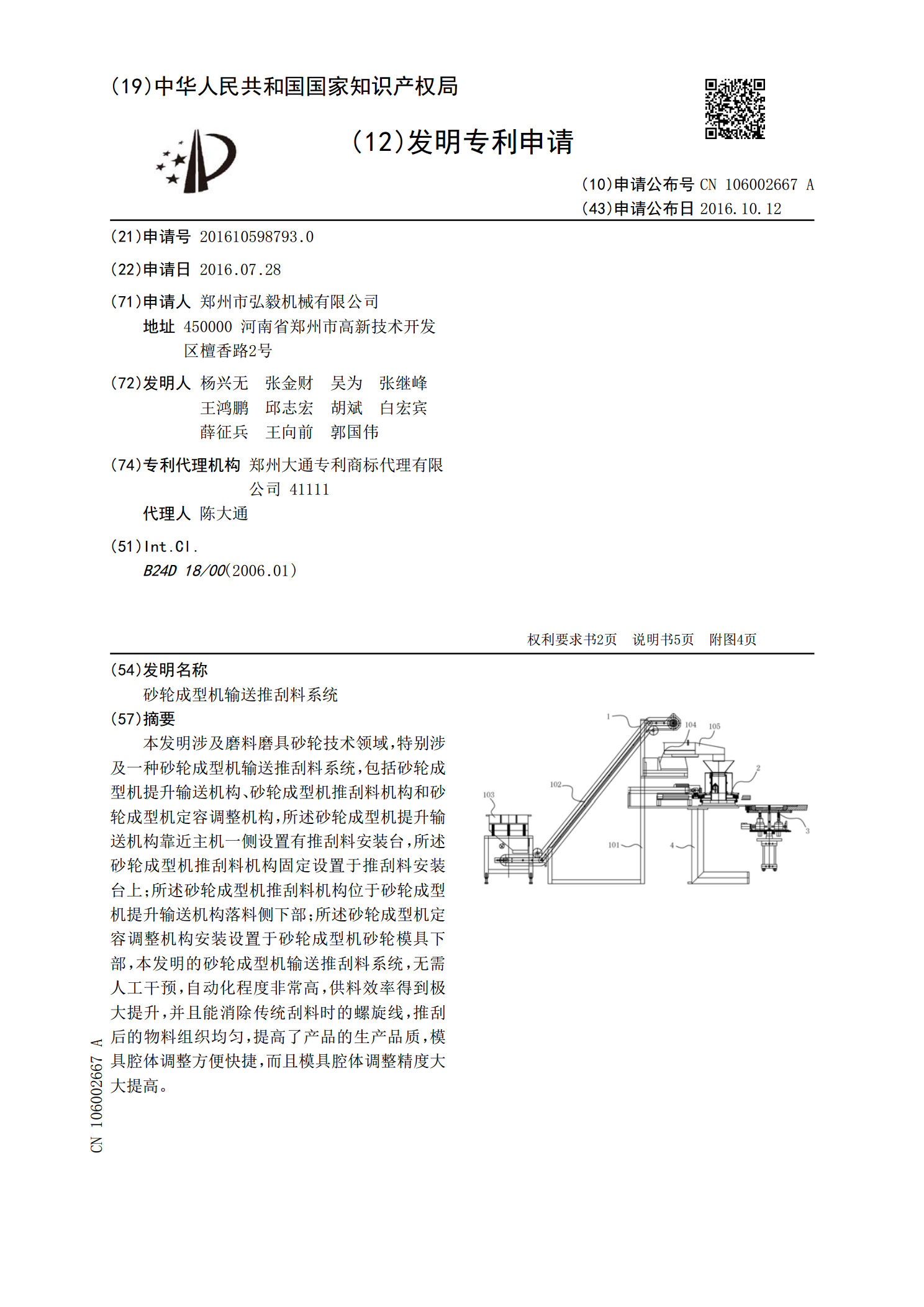
砂轮成型机输送推刮料系统.pdf
本发明涉及磨料磨具砂轮技术领域,特别涉及一种砂轮成型机输送推刮料系统,包括砂轮成型机提升输送机构、砂轮成型机推刮料机构和砂轮成型机定容调整机构,所述砂轮成型机提升输送机构靠近主机一侧设置有推刮料安装台,所述砂轮成型机推刮料机构固定设置于推刮料安装台上;所述砂轮成型机推刮料机构位于砂轮成型机提升输送机构落料侧下部;所述砂轮成型机定容调整机构安装设置于砂轮成型机砂轮模具下部,本发明的砂轮成型机输送推刮料系统,无需人工干预,自动化程度非常高,供料效率得到极大提升,并且能消除传统刮料时的螺旋线,推刮后的物料组织均