
一种齿轮的工装夹具的使用方法.pdf

星星****眨眼


1/6

2/6

3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种齿轮的工装夹具的使用方法.pdf
本发明涉及机械工装技术领域,特别涉及一种齿轮的工装夹具的使用方法,所述使用方法包括如下步骤:a)将卡爪安装在安装座上面;b)用气缸向上推动定位盘底部的中心位置,且直到定位盘上面的卡爪沿中心向外偏离,将齿轮固定在定位盘的定位孔处,此时卡爪卡住齿轮的分度圆;c)气缸远离定位盘向下运动,定位孔周围的部分恢复原来的形状,卡爪与齿轮的分度圆过盈配合;d)夹紧定位完成后,将定位盘固定在机器上面,对齿轮的中心孔内表面进行车削。本发明通过采用气缸进行推动定位盘使其变形,从而使得卡爪与齿轮之间过盈配合,定位精度高,且不会产

一种齿轮的工装夹具.pdf
本发明涉及机械工装技术领域,特别涉及一种齿轮的工装夹具,包括定位盘和卡爪,定位盘中心设有用于装夹定位齿轮的定位孔,定位孔的下端面设置有气缸;定位盘沿中心向外延伸的周向设置有用于安装卡爪的安装座,安装座与定位盘固定连接。本发明通过气缸推动定位盘进行局部变形,然后使齿轮和卡爪过盈配合,其定位精度高,且传动机构不产生磨损,降低了维修成本。

一种铸件工装夹具的使用方法.pdf
本发明公开了一种铸件工装夹具的使用方法,包括步骤为:铸件工装夹具安装步骤:将电机和中空电机轴同轴安装在转角油缸的正上方,电机与竖向升降支架固定连接;中空电机轴的底部外圆周上套装环形电磁铁;铸件供料步骤;铸件装夹步骤;铸件装夹到位检测步骤;铸件装夹调整步骤;铸件装夹到位再次检测等。采用上述方法后,环形电磁铁通电,将待定位铸件进行吸附并旋转,方便后续重新定位,直至压力传感器检测符合要求为止。整个供料、检测及调整过程均为自动完成,不需人工操作,安装定位准确、自动化程度高、生产效率高。
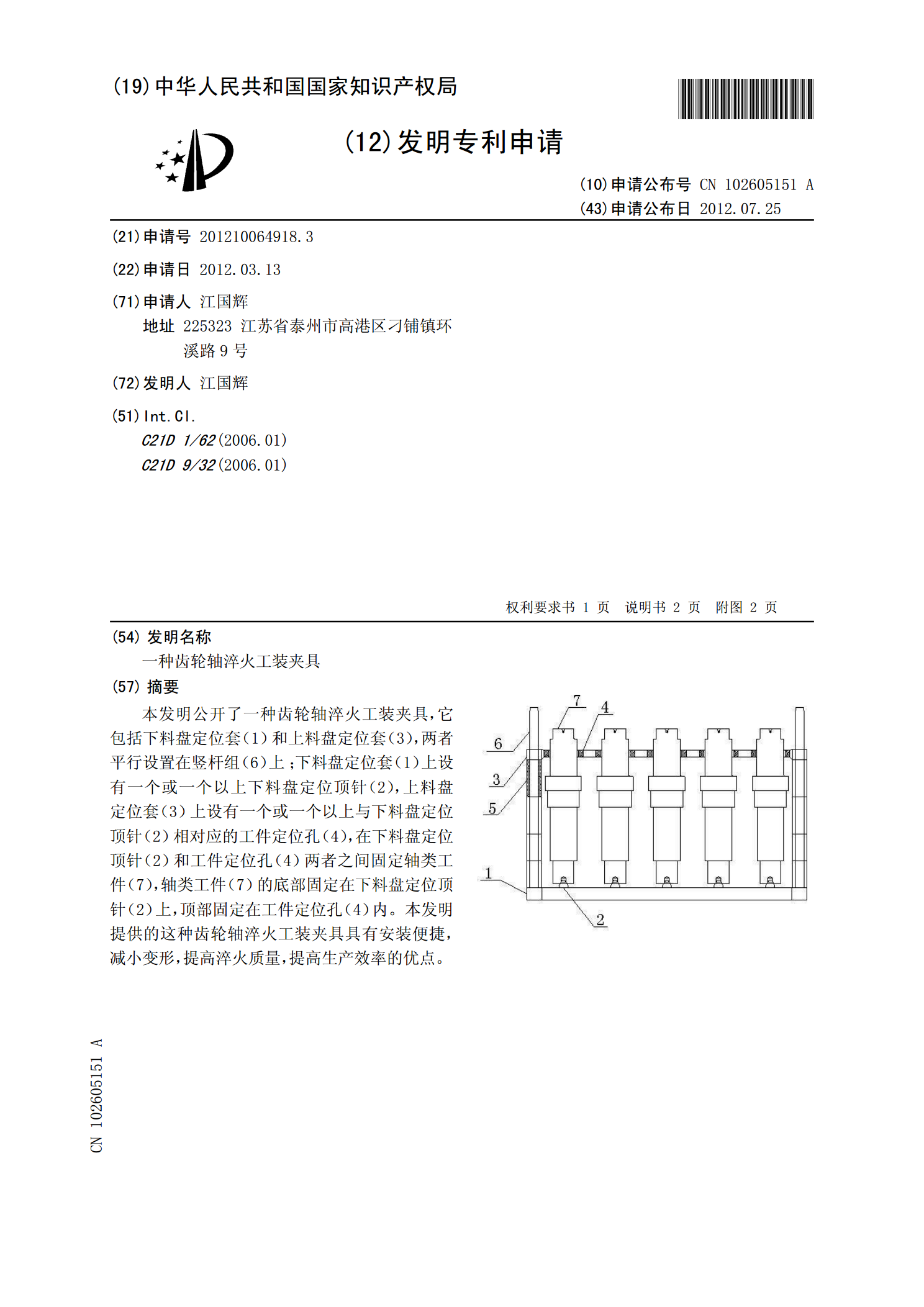
一种齿轮轴淬火工装夹具.pdf
本发明公开了一种齿轮轴淬火工装夹具,它包括下料盘定位套(1)和上料盘定位套(3),两者平行设置在竖杆组(6)上;下料盘定位套(1)上设有一个或一个以上下料盘定位顶针(2),上料盘定位套(3)上设有一个或一个以上与下料盘定位顶针(2)相对应的工件定位孔(4),在下料盘定位顶针(2)和工件定位孔(4)两者之间固定轴类工件(7),轴类工件(7)的底部固定在下料盘定位顶针(2)上,顶部固定在工件定位孔(4)内。本发明提供的这种齿轮轴淬火工装夹具具有安装便捷,减小变形,提高淬火质量,提高生产效率的优点。
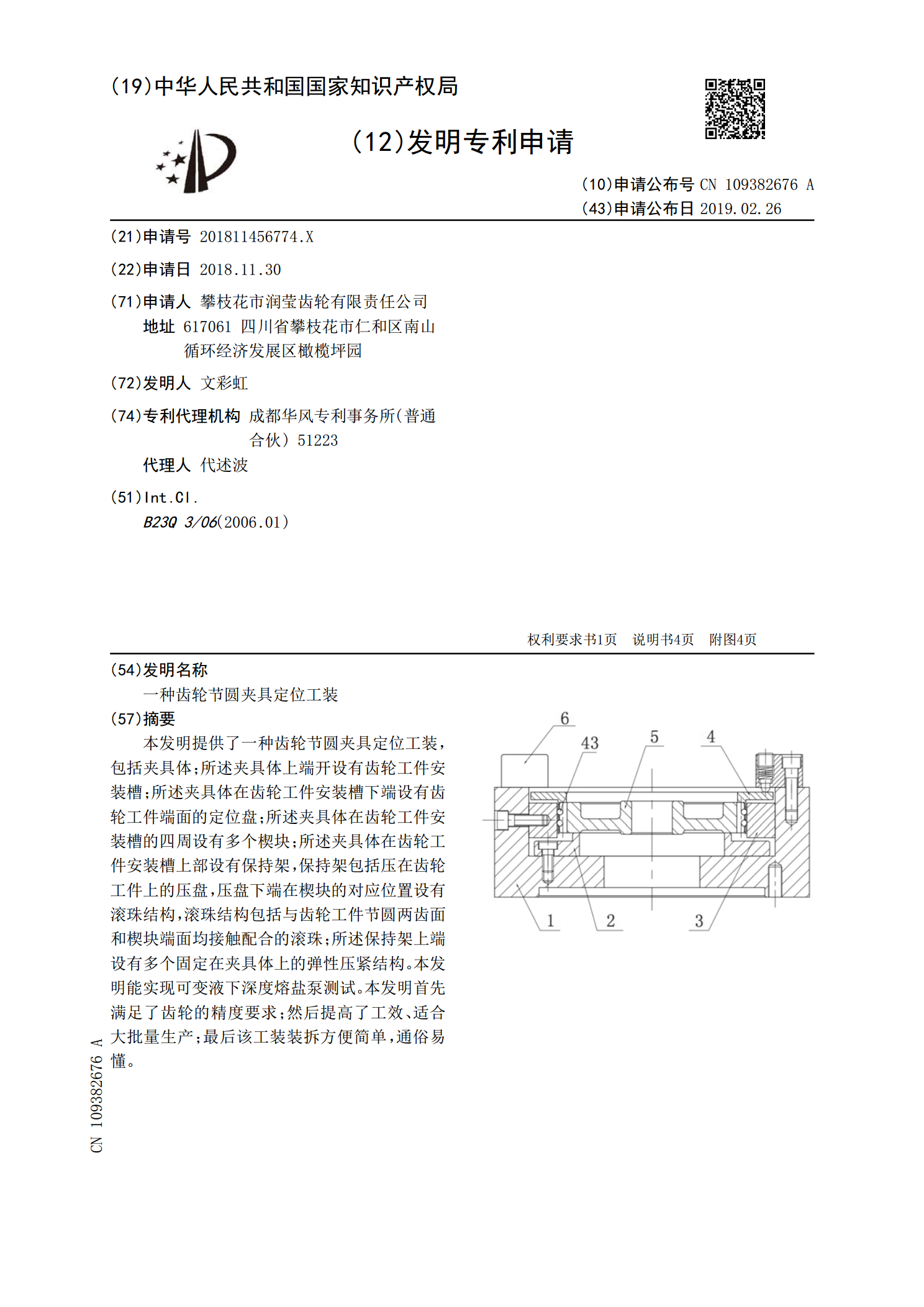
一种齿轮节圆夹具定位工装.pdf
本发明提供了一种齿轮节圆夹具定位工装,包括夹具体;所述夹具体上端开设有齿轮工件安装槽;所述夹具体在齿轮工件安装槽下端设有齿轮工件端面的定位盘;所述夹具体在齿轮工件安装槽的四周设有多个楔块;所述夹具体在齿轮工件安装槽上部设有保持架,保持架包括压在齿轮工件上的压盘,压盘下端在楔块的对应位置设有滚珠结构,滚珠结构包括与齿轮工件节圆两齿面和楔块端面均接触配合的滚珠;所述保持架上端设有多个固定在夹具体上的弹性压紧结构。本发明能实现可变液下深度熔盐泵测试。本发明首先满足了齿轮的精度要求;然后提高了工效、适合大批量生产