
一种铸件工装夹具的使用方法.pdf

黛娥****ak


1/7

2/7

3/7

4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种铸件工装夹具的使用方法.pdf
本发明公开了一种铸件工装夹具的使用方法,包括步骤为:铸件工装夹具安装步骤:将电机和中空电机轴同轴安装在转角油缸的正上方,电机与竖向升降支架固定连接;中空电机轴的底部外圆周上套装环形电磁铁;铸件供料步骤;铸件装夹步骤;铸件装夹到位检测步骤;铸件装夹调整步骤;铸件装夹到位再次检测等。采用上述方法后,环形电磁铁通电,将待定位铸件进行吸附并旋转,方便后续重新定位,直至压力传感器检测符合要求为止。整个供料、检测及调整过程均为自动完成,不需人工操作,安装定位准确、自动化程度高、生产效率高。

一种铸件工装夹具.pdf
本发明公开了一种铸件工装夹具,包括PLC、气管、底板和设置于底板中心的转角油缸,位于转角油缸外周的底板上均匀设置有若干个基准定位块,每个基准定位块内均设置有一个与气管相连接的轴向通孔,每根所述气管上均设置有与PLC相连接的压力传感器,所述转角油缸的顶部设置有与PLC相连接的自动锁紧把手;转角油缸的正上方同轴设置有高度能够升降的中空电机轴,中空电机轴的内径大于转角油缸的外径,中空电机轴的底部外圆周上套装有一个环形电磁铁,中空电机轴的转动能带动环形电磁铁的转动;所述转角油缸的外周包覆有不导磁层。采用上述结构后

一种能自动调整定位的铸件工装夹具.pdf
本发明公开了一种能自动调整定位的铸件工装夹具,包括PLC、气管、压力传感器、底板、转角油缸、正反转电机、设置在转角油缸顶部的自动锁紧把手和基准旋转盘,基准旋转盘通过若干个自动锁紧销与底板固定连接;基准旋转盘沿圆周方向均匀设置有若干个基准定位块和若干个第一轴向通孔;每个基准定位块中均设有第二轴向通孔;基准旋转盘的顶部同轴设有一顶升圆台。采用上述结构后,压力传感器能检测铸件是否装夹到位,当未安装到位时,PLC将指令自动锁紧把手及自动锁紧销解除锁紧,正反转电机正转,顶升圆台将铸件顶升;正反转电机反转,带动基准旋

一种铸件工装夹具的自动调整定位方法.pdf
本发明公开了一种铸件工装夹具的自动调整定位方法,包括铸件工装夹具的安装、铸件初步装夹、铸件初步装夹到位检测、铸件顶升、基准定位块旋转:正反转电机反转,带动基准旋转盘及位于基准旋转盘上的基准定位块旋转、铸件再次装夹、以及铸件再次装夹到位检测等步骤。采用上述方法后,上述压力传感器能检测铸件是否装夹到位,当未安装到位时,PLC将指令自动锁紧把手及自动锁紧销解除锁紧。正反转电机正转,顶升圆台能将待准确定位的铸件顶升;然后,正反转电机反转,带动基准旋转盘旋转一定角度后;正反转电机继续正转,顶升圆台下降,使铸件与基准
一种能自动装夹到位的铸件工装夹具.pdf
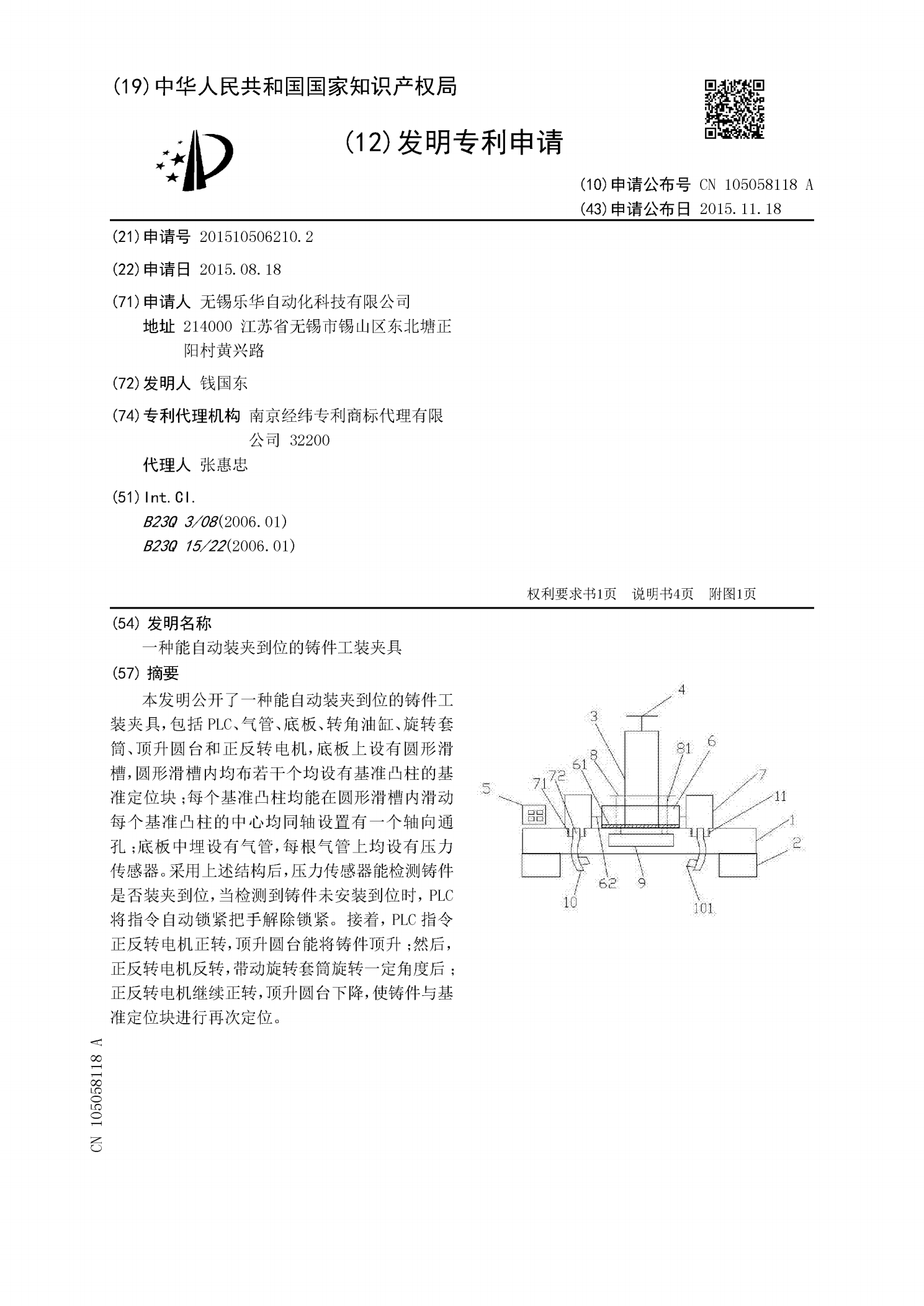
本发明公开了一种能自动装夹到位的铸件工装夹具,包括PLC、气管、底板、转角油缸、旋转套筒、顶升圆台和正反转电机,底板上设有圆形滑槽,圆形滑槽内均布若干个均设有基准凸柱的基准定位块;每个基准凸柱均能在圆形滑槽内滑动每个基准凸柱的中心均同轴设置有一个轴向通孔;底板中埋设有气管,每根气管上均设有压力传感器。采用上述结构后,压力传感器能检测铸件是否装夹到位,当检测到铸件未安装到位时,PLC将指令自动锁紧把手解除锁紧。接着,PLC指令正反转电机正转,顶升圆台能将铸件顶升;然后,正反转电机反转,带动旋转套筒旋转一定角