
一种金属薄膜压磨装置.pdf

猫巷****永安


1/9

2/9

3/9

4/9

5/9

6/9

7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种金属薄膜压磨装置.pdf
本发明涉及一种金属薄膜压磨装置,本发明涉及一种可跟随砂轮主轴运动实现金属薄膜压边磨削的装置。本装置所占空间小,可灵活连接在砂轮主轴上,利用弹簧压板跟随砂轮运动,对正在进行周磨的金属薄膜施加适当的压力,使薄膜不会因为局部变形隆起而磨削过量,保证了薄膜磨削厚度的一致性,属于磨削夹具范畴。本装置包括联轴套、两个弹簧筒组件、倒L形板、上滑台连接板、下滑台连接板、上滑台、下滑台、上延伸和下延伸板。本发明实现了磨削薄膜的局部压紧,在弱刚性极薄金属片加工中尤其重要。

一种手工压磨的装置.pdf
本发明公开了一种手工压磨的装置,主要包括上压把、下压把、锥形下压盘、旋转固定座、盛装容器、密漏板、紧固圈、卡槽、凸卡,其主要特点在于:所述上压把和下压把结构相互配合,一端为圆形,另一端为手柄的结构,上压把和下压把一段旋转固定;所述上压把的圆形结构中部设置有旋转固定座,旋转固定座上固定锥形下压盘,锥形下压盘下压密漏板,闭合上压把和下压把并一同旋转完成研磨;本发明利用杠杆原理,能及时将调料原材料快速研磨,且不会残留在工具中浪费原材料。
一种薄膜双面压纹装置.pdf
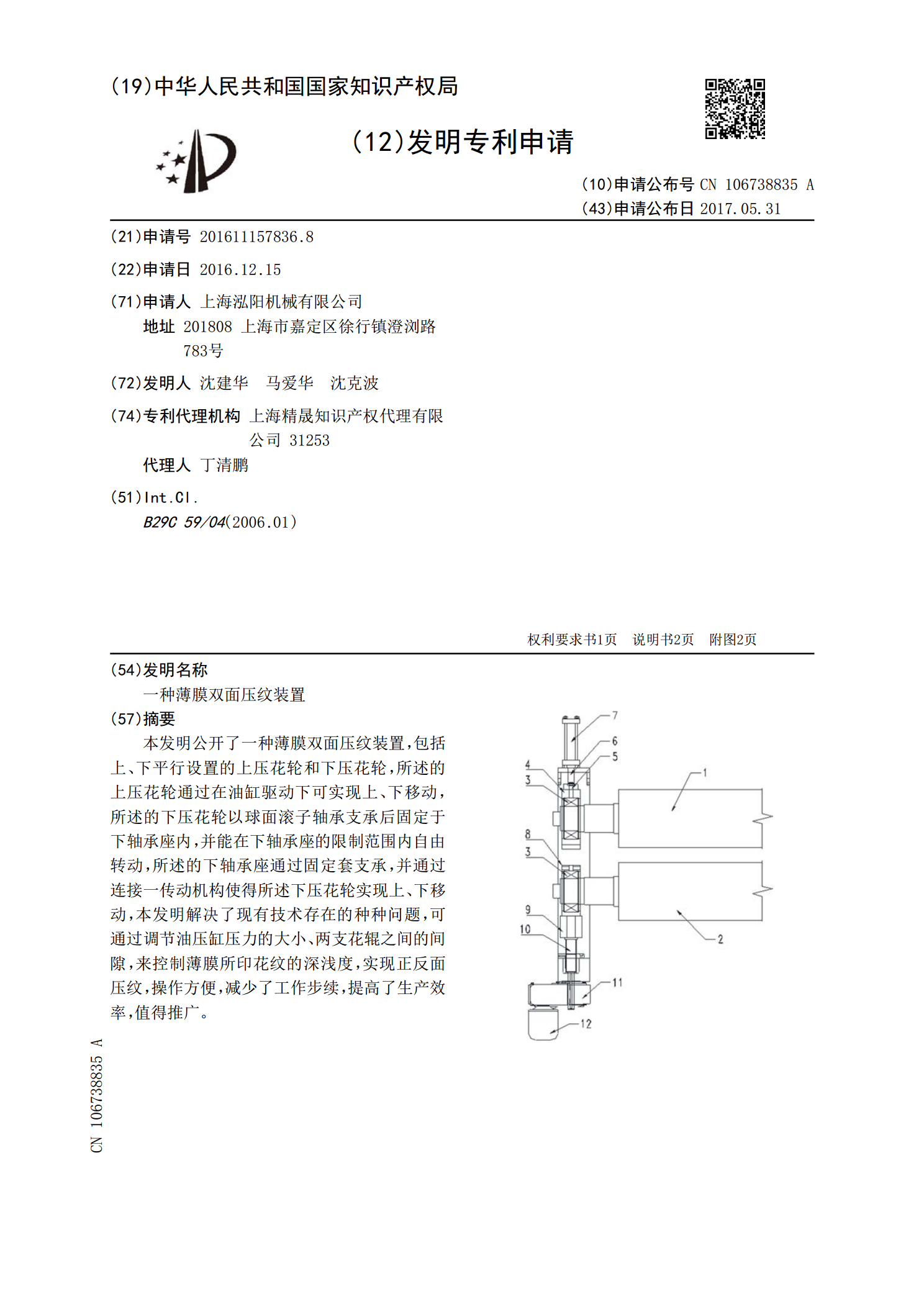
本发明公开了一种薄膜双面压纹装置,包括上、下平行设置的上压花轮和下压花轮,所述的上压花轮通过在油缸驱动下可实现上、下移动,所述的下压花轮以球面滚子轴承支承后固定于下轴承座内,并能在下轴承座的限制范围内自由转动,所述的下轴承座通过固定套支承,并通过连接一传动机构使得所述下压花轮实现上、下移动,本发明解决了现有技术存在的种种问题,可通过调节油压缸压力的大小、两支花辊之间的间隙,来控制薄膜所印花纹的深浅度,实现正反面压纹,操作方便,减少了工作步续,提高了生产效率,值得推广。
一种新式压轮式磨夹具装置.pdf
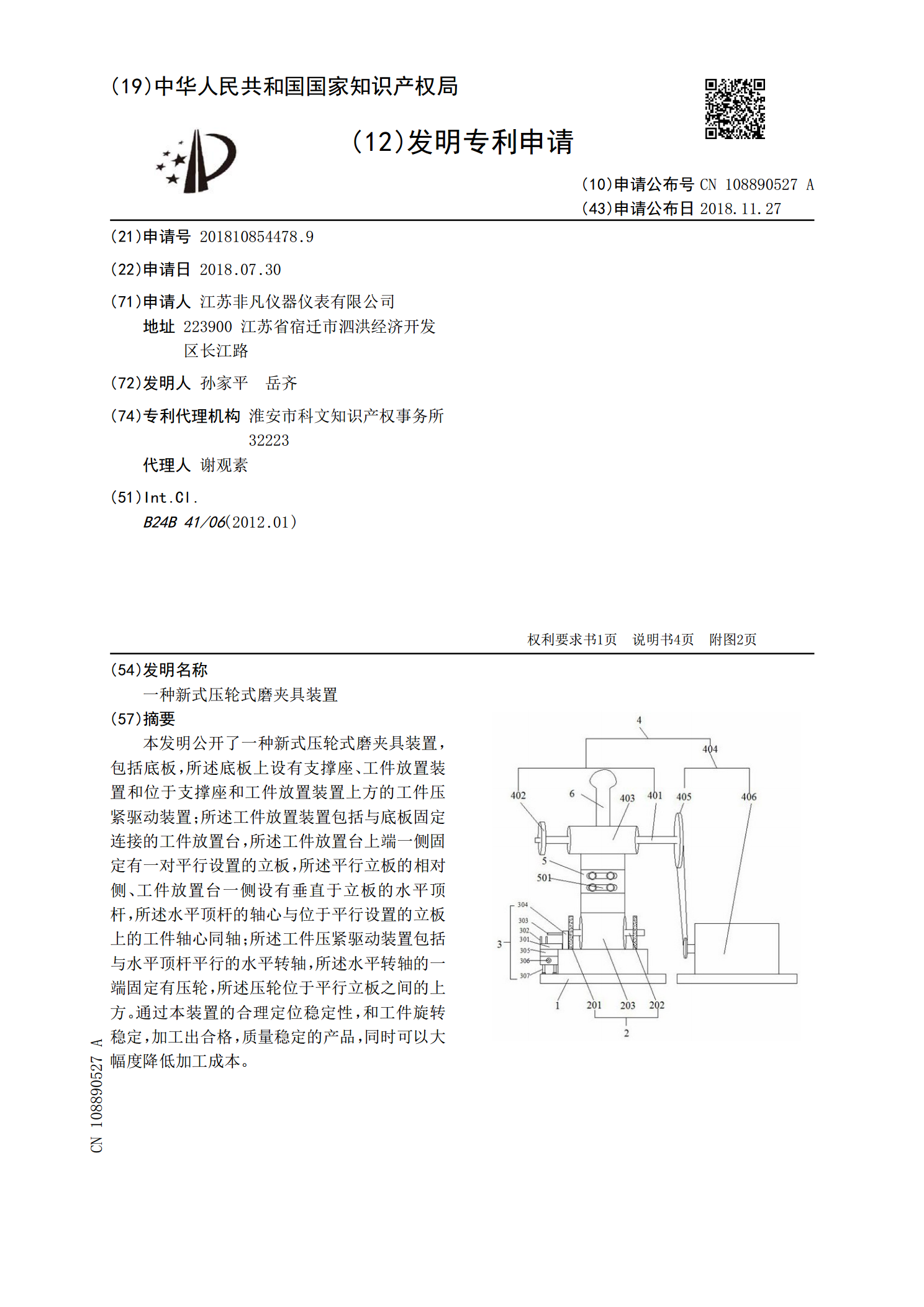
本发明公开了一种新式压轮式磨夹具装置,包括底板,所述底板上设有支撑座、工件放置装置和位于支撑座和工件放置装置上方的工件压紧驱动装置;所述工件放置装置包括与底板固定连接的工件放置台,所述工件放置台上端一侧固定有一对平行设置的立板,所述平行立板的相对侧、工件放置台一侧设有垂直于立板的水平顶杆,所述水平顶杆的轴心与位于平行设置的立板上的工件轴心同轴;所述工件压紧驱动装置包括与水平顶杆平行的水平转轴,所述水平转轴的一端固定有压轮,所述压轮位于平行立板之间的上方。通过本装置的合理定位稳定性,和工件旋转稳定,加工出合
一种金属薄膜裁剪装置.pdf
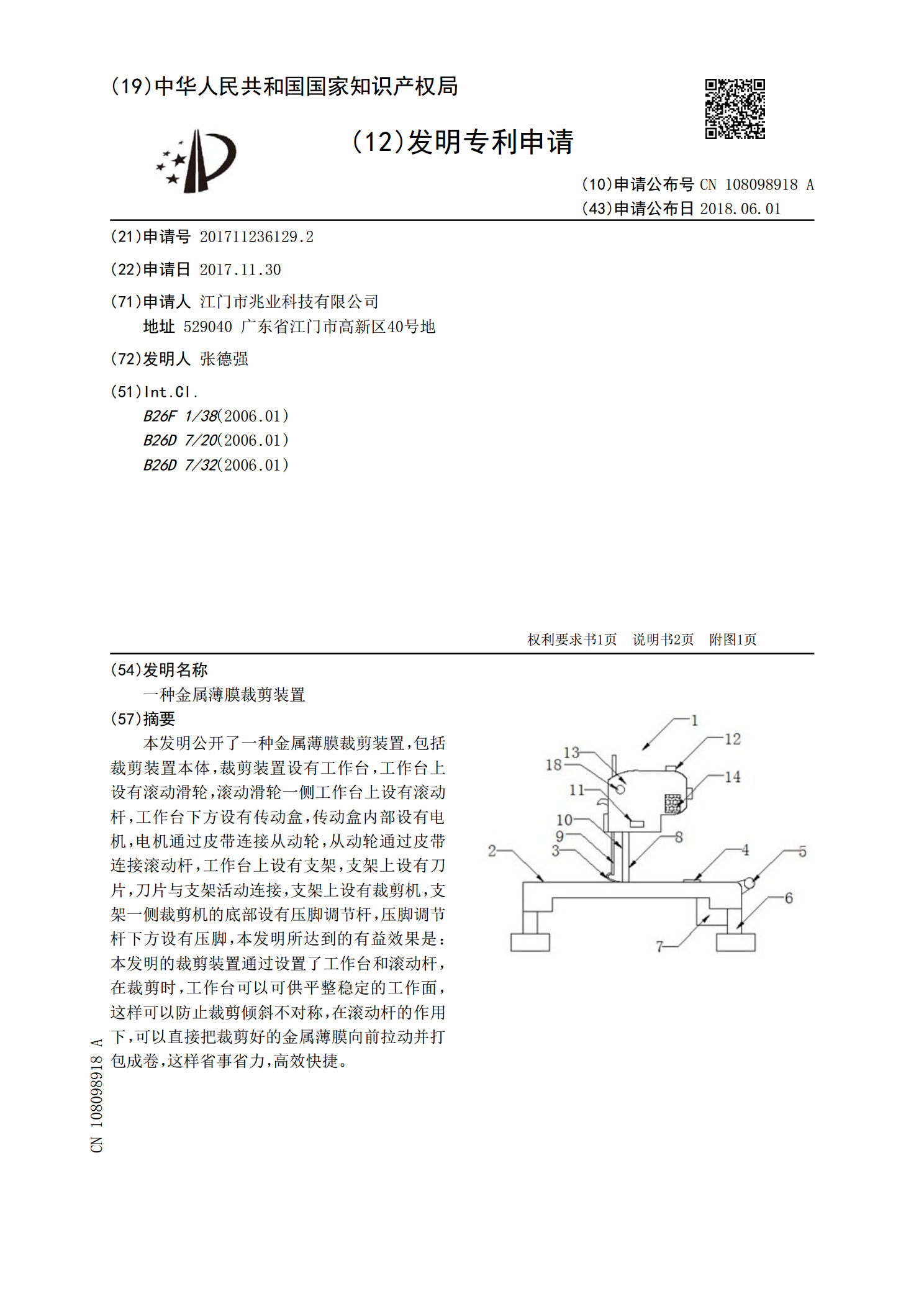
本发明公开了一种金属薄膜裁剪装置,包括裁剪装置本体,裁剪装置设有工作台,工作台上设有滚动滑轮,滚动滑轮一侧工作台上设有滚动杆,工作台下方设有传动盒,传动盒内部设有电机,电机通过皮带连接从动轮,从动轮通过皮带连接滚动杆,工作台上设有支架,支架上设有刀片,刀片与支架活动连接,支架上设有裁剪机,支架一侧裁剪机的底部设有压脚调节杆,压脚调节杆下方设有压脚,本发明所达到的有益效果是:本发明的裁剪装置通过设置了工作台和滚动杆,在裁剪时,工作台可以可供平整稳定的工作面,这样可以防止裁剪倾斜不对称,在滚动杆的作用下,可以