
一种用于加工编花凸轮的数控立式磨床.pdf

小云****66

1/4
2/4
3/4
4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种用于加工编花凸轮的数控立式磨床.pdf
本发明公开了一种用于加工编花凸轮的数控立式磨床,包括:交流伺服电动机、砂轮进给轴和工件回转轴,所述交流伺服电动机驱动所述砂轮进给轴、工件回转轴动作,所述磨床还包括砂轮,所述砂轮包括砂轮基体和磨料层,所述砂轮基体是由高硬度合金钢铸造而成的,所述磨料层热镀在所述砂轮基体的外表面上,所述磨料层的成分及各成分的质量配比为:氧化铝55%-60%、氮化硼25%-30%、氧化硅12%-15%。通过上述方式,本发明采用数控两轴插补联动,对砂轮进给轴与工件回转轴全闭环反馈控制,实现对凸轮轮廓曲线的磨削精确定位,尤其是采用合
一种凸轮磨床数控加工系统.pdf
本发明公开了一种凸轮磨床数控加工系统,包括:供电单元和控制单元,所述供电单元与所述控制单元电性连接,所述控制单元包括:CNC控制器、与所述CNC控制器电性连接的进给驱动系统和主轴驱动系统,所述进给驱动系统包括:工件旋转装置、工作台进给装置、粗磨砂轮进给装置、精磨砂轮进给装置,所述主轴驱动系统包括:粗磨砂轮旋转装置、精磨砂轮旋转装置。通过上述方式,本发明控制精度高,可靠性、实用性好,可广泛运用于数控凸轮磨床中,能提高凸轮磨床的磨削精度和生产效率。

一种使用数控外圆磨床加工凸轮的方法及数控外圆磨床.pdf
本发明公开了一种使用数控外圆磨床加工凸轮的方法及数控外圆磨床,可以使用数控外圆磨床生产出的凸轮与凸轮模具之间的误差对凸轮型线进行修正,可以在不增加生产成本的前提下提高凸轮的加工精度。
一种用于大方块的数控立式单面磨床.pdf
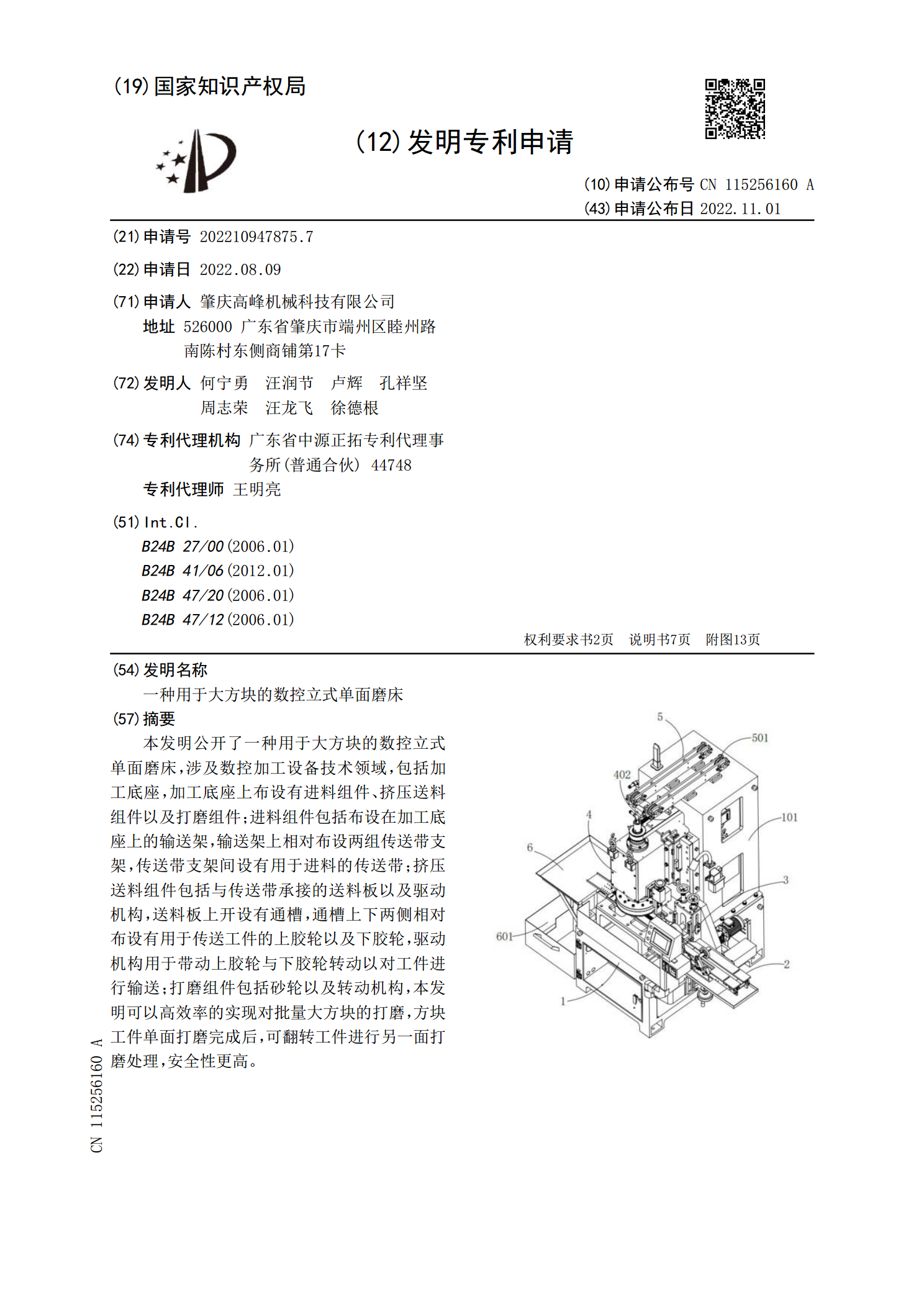
本发明公开了一种用于大方块的数控立式单面磨床,涉及数控加工设备技术领域,包括加工底座,加工底座上布设有进料组件、挤压送料组件以及打磨组件;进料组件包括布设在加工底座上的输送架,输送架上相对布设两组传送带支架,传送带支架间设有用于进料的传送带;挤压送料组件包括与传送带承接的送料板以及驱动机构,送料板上开设有通槽,通槽上下两侧相对布设有用于传送工件的上胶轮以及下胶轮,驱动机构用于带动上胶轮与下胶轮转动以对工件进行输送;打磨组件包括砂轮以及转动机构,本发明可以高效率的实现对批量大方块的打磨,方块工件单面打磨完成
一种用于成型加工的数控磨床.pdf
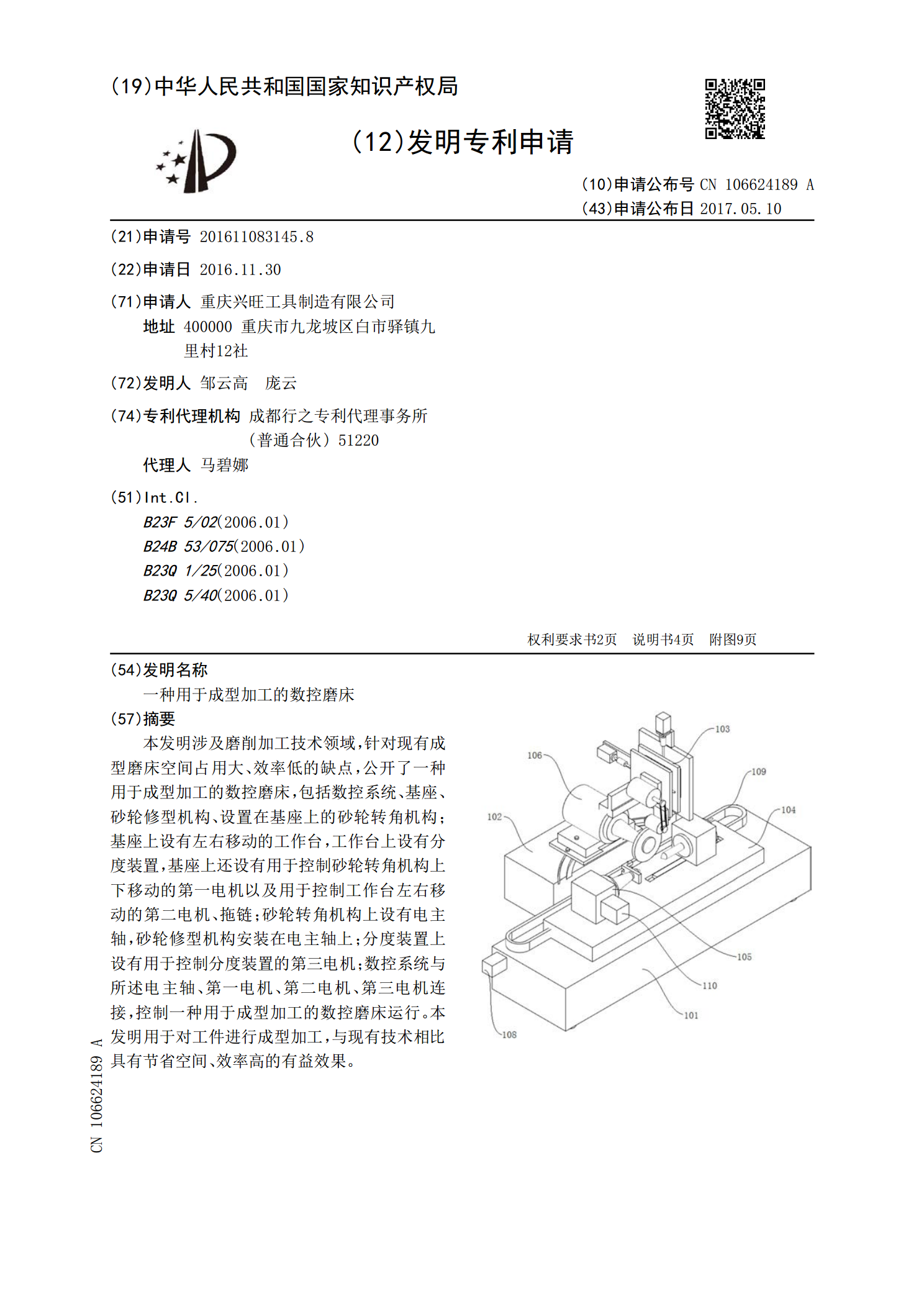
本发明涉及磨削加工技术领域,针对现有成型磨床空间占用大、效率低的缺点,公开了一种用于成型加工的数控磨床,包括数控系统、基座、砂轮修型机构、设置在基座上的砂轮转角机构;基座上设有左右移动的工作台,工作台上设有分度装置,基座上还设有用于控制砂轮转角机构上下移动的第一电机以及用于控制工作台左右移动的第二电机、拖链;砂轮转角机构上设有电主轴,砂轮修型机构安装在电主轴上;分度装置上设有用于控制分度装置的第三电机;数控系统与所述电主轴、第一电机、第二电机、第三电机连接,控制一种用于成型加工的数控磨床运行。本发明用于对