
滚花式装配凸轮轴的装配方法.pdf

Ch****49


1/10

2/10
3/10

4/10

5/10

6/10

7/10

8/10

9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
滚花式装配凸轮轴的装配方法.pdf
本发明公开了一种滚花式装配凸轮轴的装配方法,它包括以下步骤:1)建立CAD三维参数化实体装配模型;2)将CAD模型转化为CAE模型;3)有限元建模提交;4)进行有限元分析,从而得到压力函数变化曲线;5)将压力函数变化曲线转入到压力机的CNC控制装置内;6)通过变压力下压力对凸轮套和芯轴进行滚花式装配,得到装配式凸轮轴成品。采用以上结构后,通过仿真获得压力机下压过程的动态下压载荷,其压力值根据待压装的凸轮套与芯轴的接触情况而变化,精确可靠,克服了压力机恒定下压载荷对实际下压过程的不均匀性带来的影响,因此,避
滚花装配式凸轮轴多维超声振动辅助装配岛.pdf
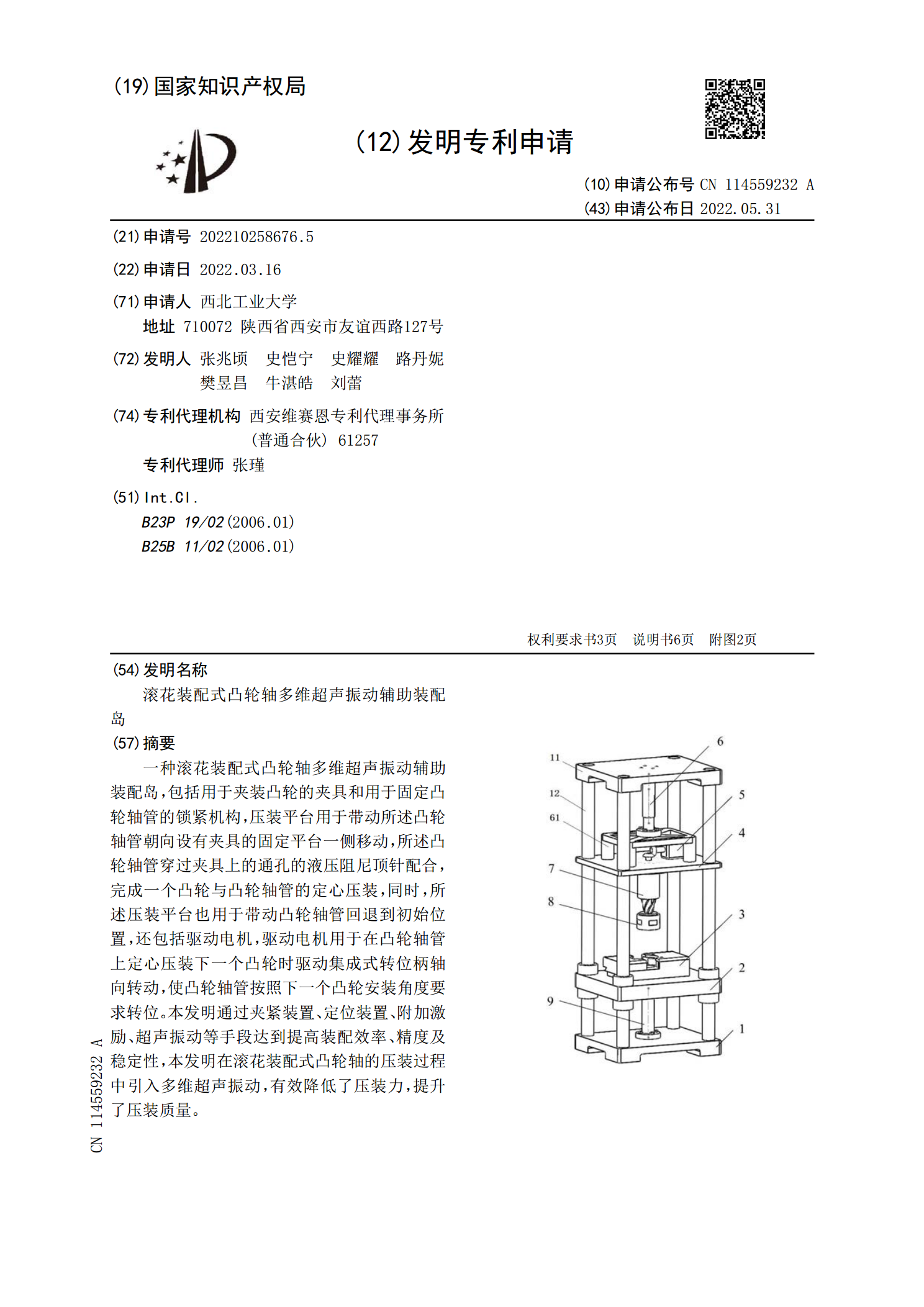
一种滚花装配式凸轮轴多维超声振动辅助装配岛,包括用于夹装凸轮的夹具和用于固定凸轮轴管的锁紧机构,压装平台用于带动所述凸轮轴管朝向设有夹具的固定平台一侧移动,所述凸轮轴管穿过夹具上的通孔的液压阻尼顶针配合,完成一个凸轮与凸轮轴管的定心压装,同时,所述压装平台也用于带动凸轮轴管回退到初始位置,还包括驱动电机,驱动电机用于在凸轮轴管上定心压装下一个凸轮时驱动集成式转位柄轴向转动,使凸轮轴管按照下一个凸轮安装角度要求转位。本发明通过夹紧装置、定位装置、附加激励、超声振动等手段达到提高装配效率、精度及稳定性,本发明
组合凸轮轴自动装配系统及装配方法.pdf
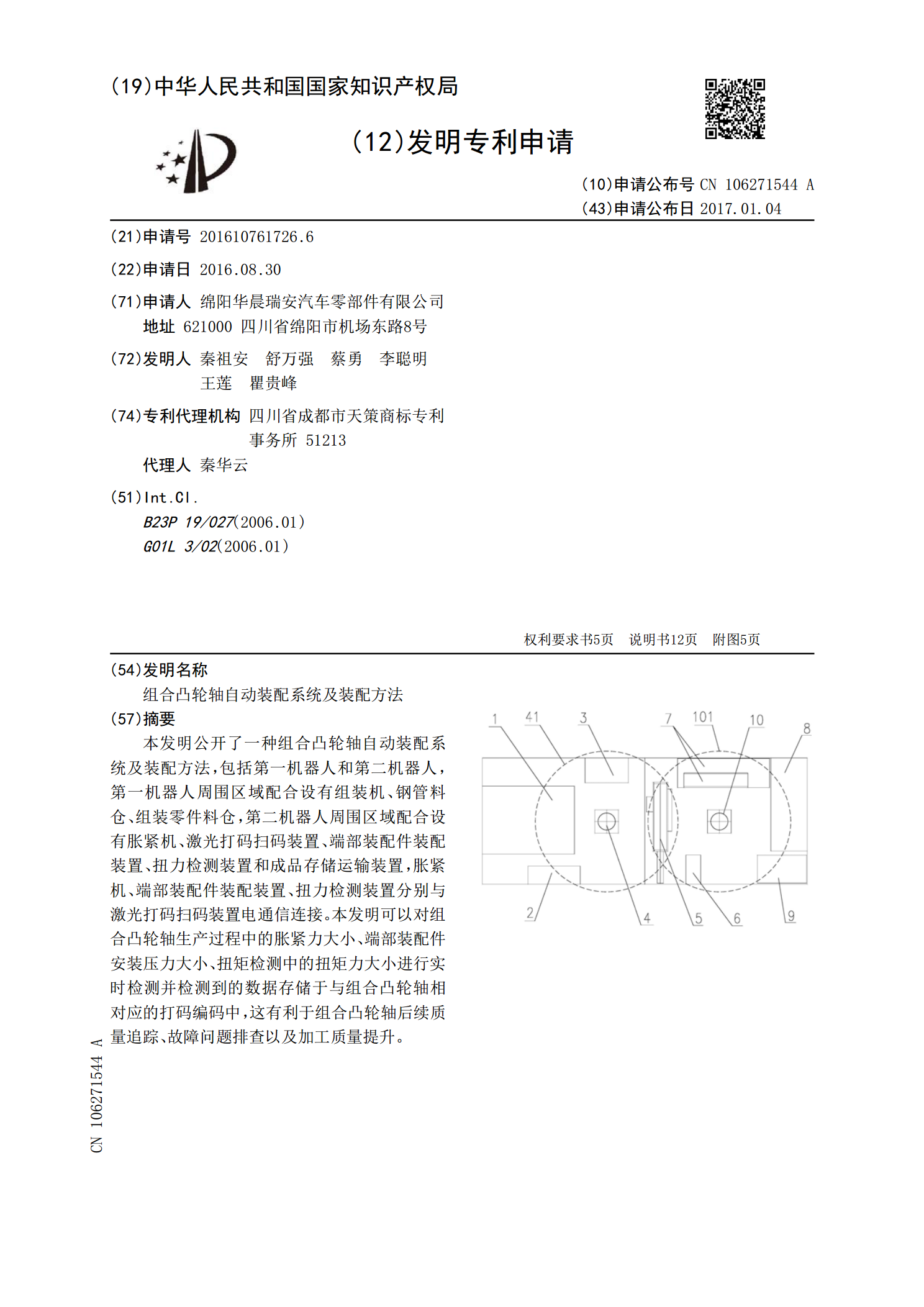
本发明公开了一种组合凸轮轴自动装配系统及装配方法,包括第一机器人和第二机器人,第一机器人周围区域配合设有组装机、钢管料仓、组装零件料仓,第二机器人周围区域配合设有胀紧机、激光打码扫码装置、端部装配件装配装置、扭力检测装置和成品存储运输装置,胀紧机、端部装配件装配装置、扭力检测装置分别与激光打码扫码装置电通信连接。本发明可以对组合凸轮轴生产过程中的胀紧力大小、端部装配件安装压力大小、扭矩检测中的扭矩力大小进行实时检测并检测到的数据存储于与组合凸轮轴相对应的打码编码中,这有利于组合凸轮轴后续质量追踪、故障问题
一种用于装配式凸轮轴装配机的滚花刀驱动机构.pdf
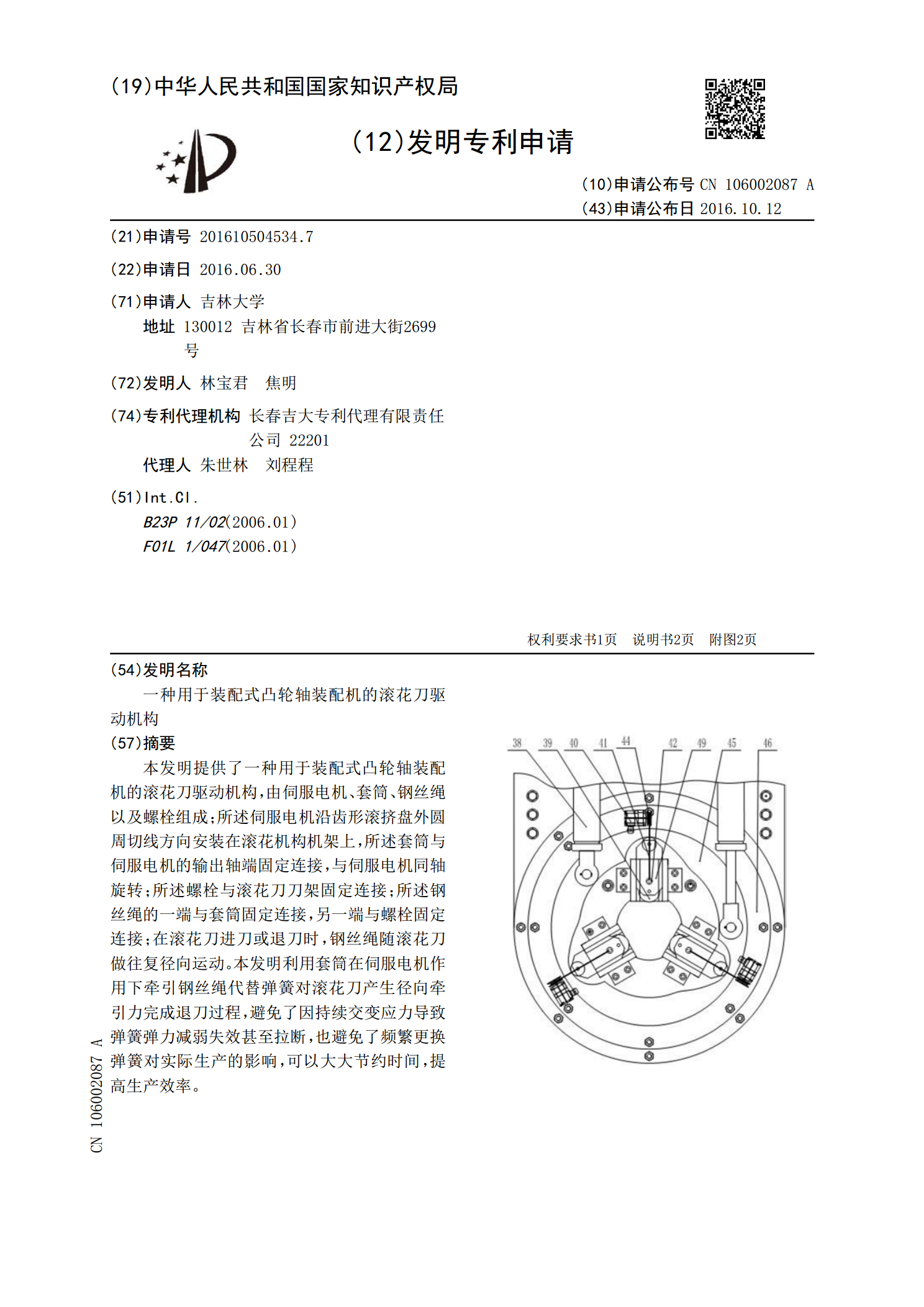
本发明提供了一种用于装配式凸轮轴装配机的滚花刀驱动机构,由伺服电机、套筒、钢丝绳以及螺栓组成;所述伺服电机沿齿形滚挤盘外圆周切线方向安装在滚花机构机架上,所述套筒与伺服电机的输出轴端固定连接,与伺服电机同轴旋转;所述螺栓与滚花刀刀架固定连接;所述钢丝绳的一端与套筒固定连接,另一端与螺栓固定连接;在滚花刀进刀或退刀时,钢丝绳随滚花刀做往复径向运动。本发明利用套筒在伺服电机作用下牵引钢丝绳代替弹簧对滚花刀产生径向牵引力完成退刀过程,避免了因持续交变应力导致弹簧弹力减弱失效甚至拉断,也避免了频繁更换弹簧对实际生
凸轮轴装配结构和凸轮轴装配工艺.pdf
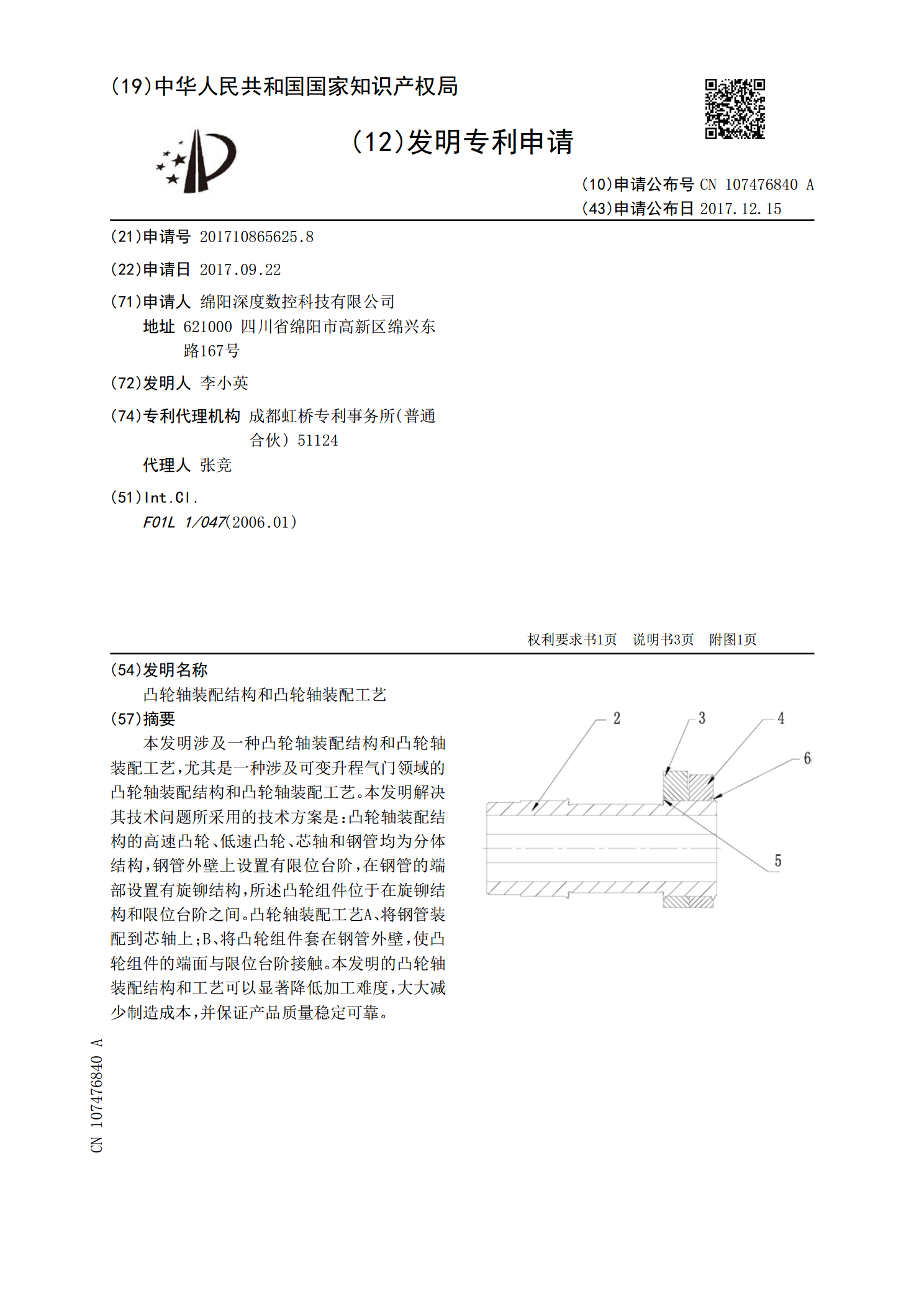
本发明涉及一种凸轮轴装配结构和凸轮轴装配工艺,尤其是一种涉及可变升程气门领域的凸轮轴装配结构和凸轮轴装配工艺。本发明解决其技术问题所采用的技术方案是:凸轮轴装配结构的高速凸轮、低速凸轮、芯轴和钢管均为分体结构,钢管外壁上设置有限位台阶,在钢管的端部设置有旋铆结构,所述凸轮组件位于在旋铆结构和限位台阶之间。凸轮轴装配工艺A、将钢管装配到芯轴上;B、将凸轮组件套在钢管外壁,使凸轮组件的端面与限位台阶接触。本发明的凸轮轴装配结构和工艺可以显著降低加工难度,大大减少制造成本,并保证产品质量稳定可靠。