
大链轮内外弧及齿形加工方法.pdf

论文****酱吖

1/4
2/4
3/4
4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

大链轮内外弧及齿形加工方法.pdf
本发明大链轮内外弧及齿形加工方法涉及机械加工领域,具体涉及大链轮内外弧及齿形加工方法,包括以下步骤:锻造毛坯;划线;粗刨厚度;镗工件两端面;根据两端面留的余量计算出内孔、外圆加大的尺寸,立车粗车内孔、外圆;调质处理;半精刨、精刨厚度至图样尺寸;镗床镗工件两端面;将工件合并成一整圆,在立车上半精车外圆,车圆弧;在数控铣床上将大链轮外圆靠在3个圆棒工装上,利用工装定位外圆弧面,第一段大链轮加工按找弦长中点定坐标零点的方法加工内孔;后续大链轮只要将外圆面及端面靠在工装圆棒上,进行内孔及另一端面的加工。本发明加工

一种链轮齿形轮廓插铣加工方法.pdf
一种链轮齿形轮廓插铣加工方法,其步骤为:1.链轮齿坯准备:毛坯经过预热处理→粗车外圆及端面→粗精车基准孔及基准面→精车外圆及端面→拉键槽或花键→检验;2.齿形“M”形走刀插铣粗加工:使用CAM软件按照单个齿槽的齿形轮廓生成8-10个刀具中心点及退刀点,然后刀具按照“M”形走刀插铣法加工出单个齿槽的齿形轮廓,最后根据齿数采用坐标变换方法加工其余完全相同的齿槽;3.齿根双面倒角:采用可转位45°主偏角倒角刀,对链轮上下两面的齿根进行倒角;4.齿形精加工:采用立铣刀数控铣加工方法,切削深度为整个齿宽,一次走刀加
一种链轮制齿装置及齿形加工的方法.pdf
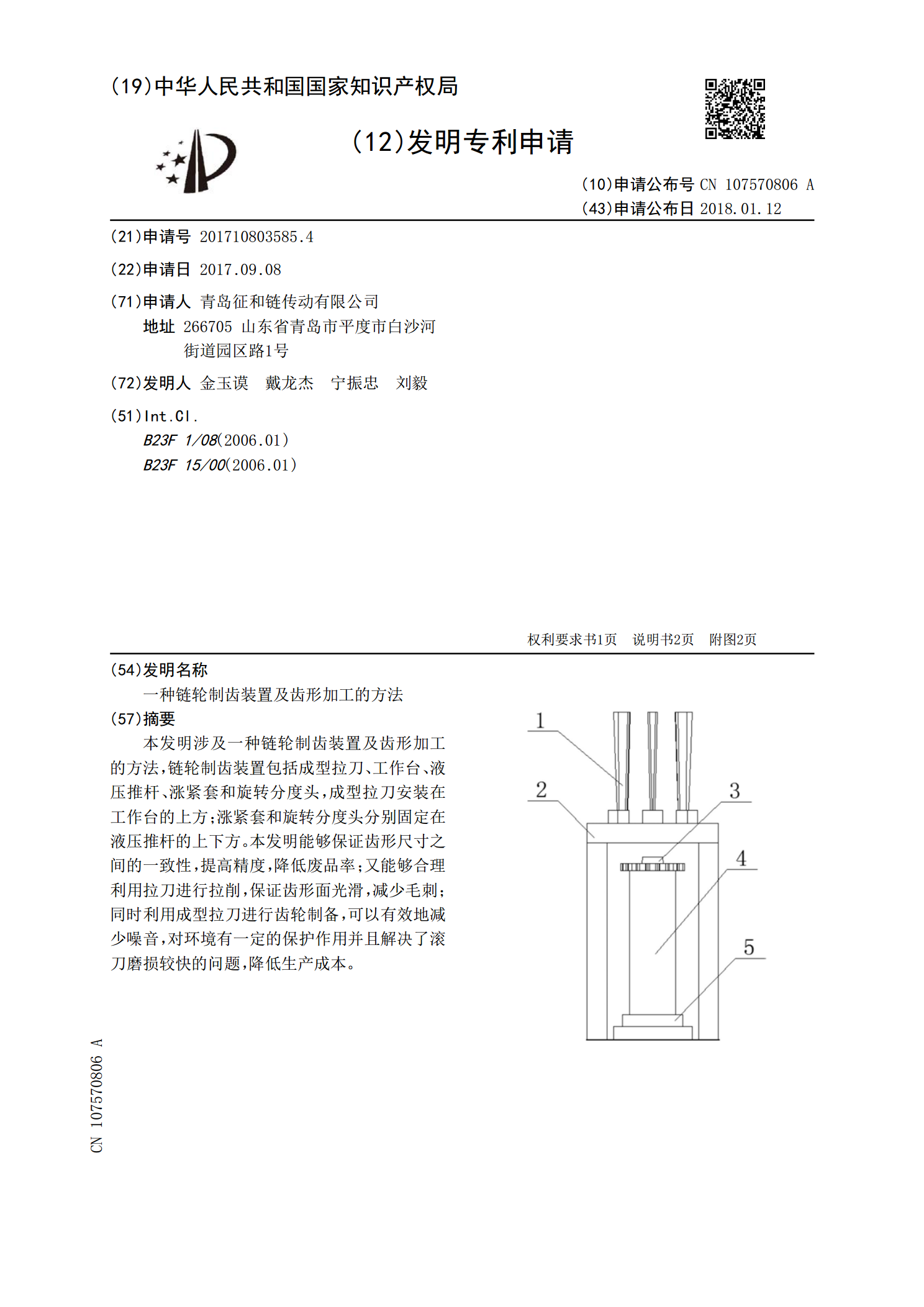
本发明涉及一种链轮制齿装置及齿形加工的方法,链轮制齿装置包括成型拉刀、工作台、液压推杆、涨紧套和旋转分度头,成型拉刀安装在工作台的上方;涨紧套和旋转分度头分别固定在液压推杆的上下方。本发明能够保证齿形尺寸之间的一致性,提高精度,降低废品率;又能够合理利用拉刀进行拉削,保证齿形面光滑,减少毛刺;同时利用成型拉刀进行齿轮制备,可以有效地减少噪音,对环境有一定的保护作用并且解决了滚刀磨损较快的问题,降低生产成本。

一种链轮齿形精密加工工艺.pdf
本发明公开了一种链轮齿形精密加工工艺包括:根据链轮的规格自动选择相应的模具;根据用户预设的条件,数控冲床自动进行冲裁齿形;在铣床上对齿形部分上的圆弧段部分留有0.1-0.5mm的修正加工余量进行铣削精加工,实现了链轮齿形加工存在加工效率较高和加工精度较好的技术效果。
大模数齿条齿形精加工方法.pdf
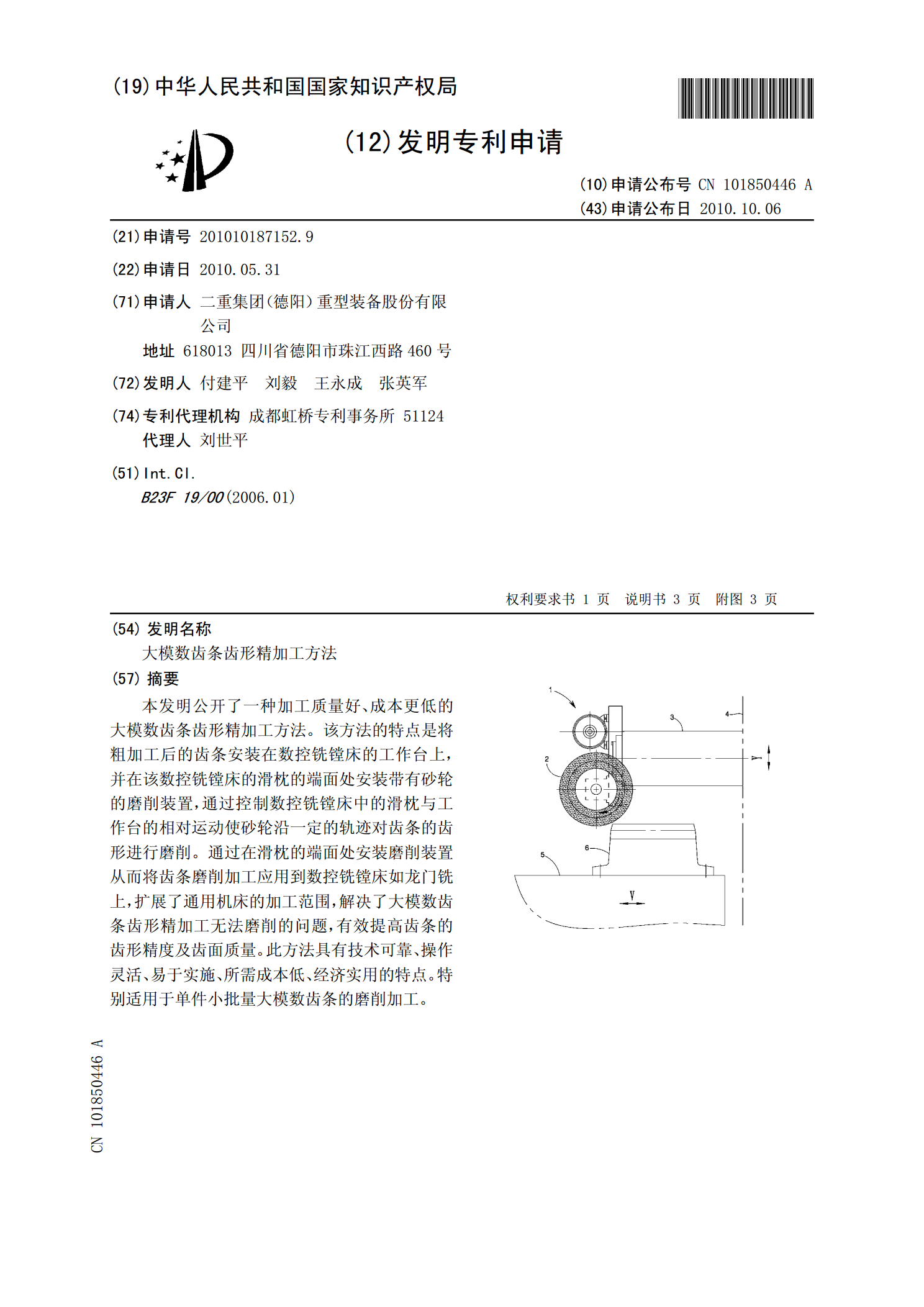
本发明公开了一种加工质量好、成本更低的大模数齿条齿形精加工方法。该方法的特点是将粗加工后的齿条安装在数控铣镗床的工作台上,并在该数控铣镗床的滑枕的端面处安装带有砂轮的磨削装置,通过控制数控铣镗床中的滑枕与工作台的相对运动使砂轮沿一定的轨迹对齿条的齿形进行磨削。通过在滑枕的端面处安装磨削装置从而将齿条磨削加工应用到数控铣镗床如龙门铣上,扩展了通用机床的加工范围,解决了大模数齿条齿形精加工无法磨削的问题,有效提高齿条的齿形精度及齿面质量。此方法具有技术可靠、操作灵活、易于实施、所需成本低、经济实用的特点。特别