
一种成形磨削齿向修形误差补偿方法.pdf

是你****深呀

1/10

2/10
3/10

4/10
5/10

6/10
7/10

8/10

9/10

10/10
亲,该文档总共18页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种成形磨削齿向修形误差补偿方法.pdf
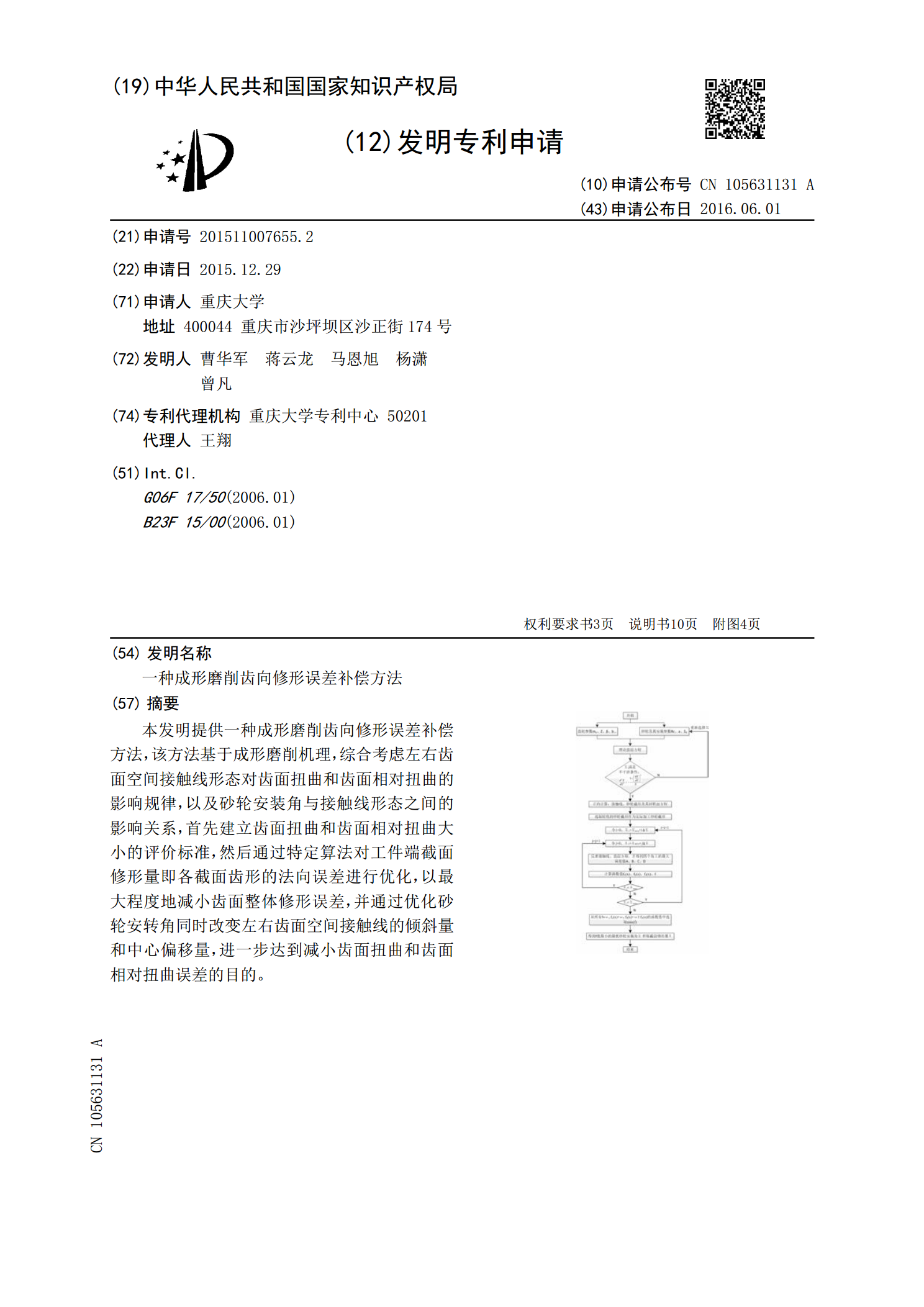
本发明提供一种成形磨削齿向修形误差补偿方法,该方法基于成形磨削机理,综合考虑左右齿面空间接触线形态对齿面扭曲和齿面相对扭曲的影响规律,以及砂轮安装角与接触线形态之间的影响关系,首先建立齿面扭曲和齿面相对扭曲大小的评价标准,然后通过特定算法对工件端截面修形量即各截面齿形的法向误差进行优化,以最大程度地减小齿面整体修形误差,并通过优化砂轮安转角同时改变左右齿面空间接触线的倾斜量和中心偏移量,进一步达到减小齿面扭曲和齿面相对扭曲误差的目的。

齿向修形斜齿轮成形磨削时齿面原理性误差建模方法.pdf
本发明公开了一种齿向修形斜齿轮成形磨削时齿面原理性误差建模方法,根据接触线形态、X轴附加移动及C轴附加转动三个误差来源,分别建立齿面误差模型,在实际齿向修形齿轮加工过程中,根据实际的砂轮与齿轮的接触线形态及X、C轴的附加运动量分别计算齿面误差,所有误差的叠加构成实际齿面的原理性误差;本发明对修形齿面的原理性误差进行精确建模,提高了齿向修形齿轮的成形磨削精度。
齿向修形斜齿轮蜗杆砂轮磨削时齿面扭曲补偿方法.pdf
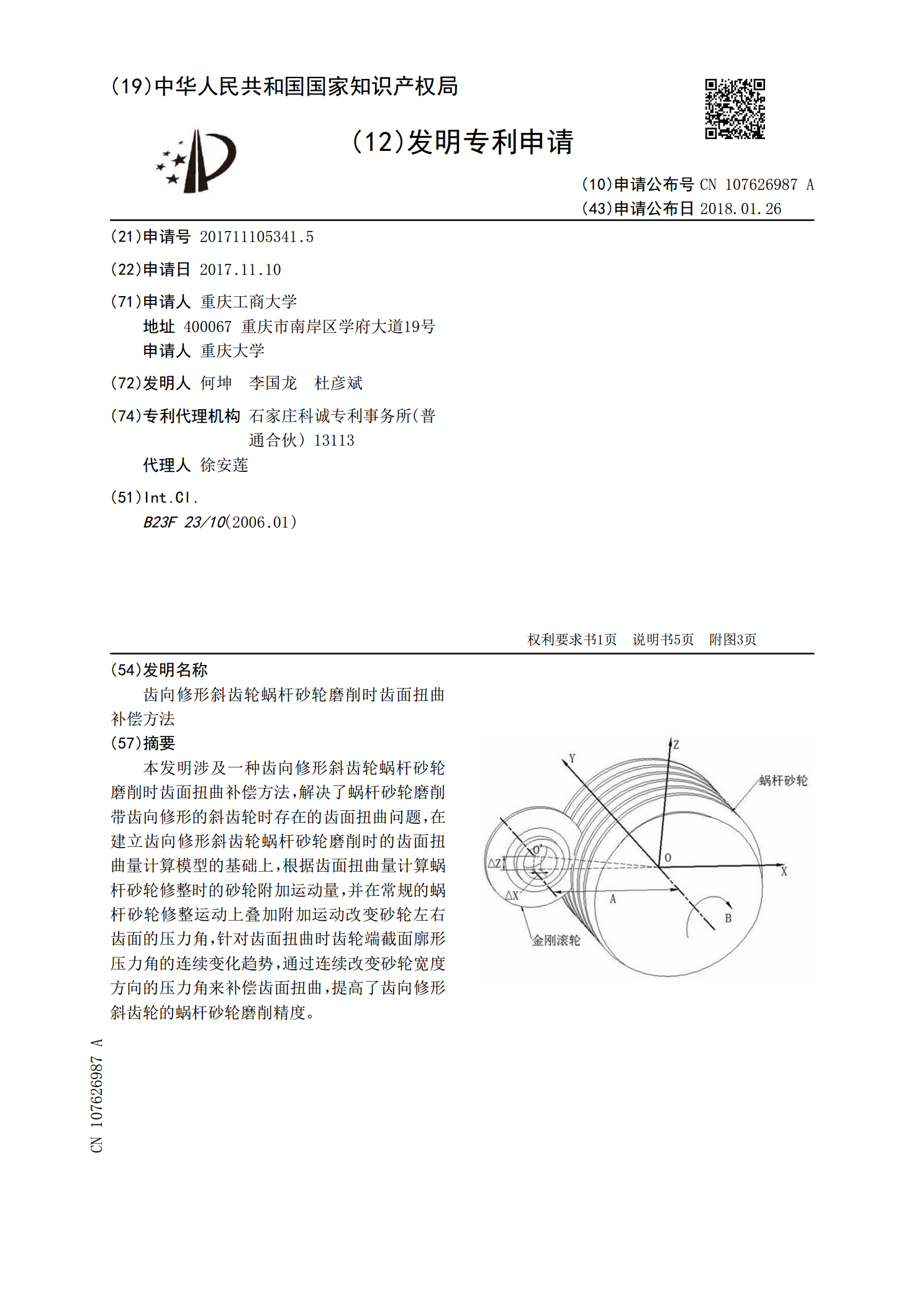
本发明涉及一种齿向修形斜齿轮蜗杆砂轮磨削时齿面扭曲补偿方法,解决了蜗杆砂轮磨削带齿向修形的斜齿轮时存在的齿面扭曲问题,在建立齿向修形斜齿轮蜗杆砂轮磨削时的齿面扭曲量计算模型的基础上,根据齿面扭曲量计算蜗杆砂轮修整时的砂轮附加运动量,并在常规的蜗杆砂轮修整运动上叠加附加运动改变砂轮左右齿面的压力角,针对齿面扭曲时齿轮端截面廓形压力角的连续变化趋势,通过连续改变砂轮宽度方向的压力角来补偿齿面扭曲,提高了齿向修形斜齿轮的蜗杆砂轮磨削精度。

修形齿轮成形磨削误差仿真分析.docx
修形齿轮成形磨削误差仿真分析修形齿轮成形磨削误差仿真分析摘要:随着现代制造技术的发展,修形齿轮作为一种重要的传动元件被广泛应用于各种机械设备中。然而,在修形齿轮的生产过程中,由于多种因素的影响,成形磨削误差不可避免地会产生。为了提高修形齿轮的质量和性能,减少成本和资源的浪费,进行误差仿真分析是非常必要的。本文将对修形齿轮成形磨削误差进行仿真分析,以探究其产生原因,并探讨如何通过优化工艺参数来减小误差,提高修形齿轮的精度和可靠性。关键词:修形齿轮,成形磨削误差,误差仿真,原因分析,工艺参数优化引言:修形齿轮

一种提高成形磨齿齿向修形精度的接触线优化方法.docx
一种提高成形磨齿齿向修形精度的接触线优化方法摘要:在齿轮制造过程中,成形磨齿是一种广泛应用的方法,它可以满足制造高精度齿轮的要求。在成形磨齿过程中,齿向修形精度是一个关键的指标,对齿面质量和齿轮工作性能有着重要的影响。然而,传统的成形磨齿方法无法实现高精度的齿向修形精度,因此需要一种新的接触线优化方法来提高齿向修形精度。本文提出了一种基于接触线优化的成形磨齿齿向修形精度提高方法。该方法首先通过建立齿面数学模型,确定齿轮的齿形和参数,然后利用Matlab软件对接触线进行优化,使得齿面接触线能够更好地适应齿形