
齿向修形斜齿轮蜗杆砂轮磨削时齿面扭曲补偿方法.pdf

Ch****75

1/10
2/10
3/10
4/10

5/10
6/10

7/10

8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
齿向修形斜齿轮蜗杆砂轮磨削时齿面扭曲补偿方法.pdf
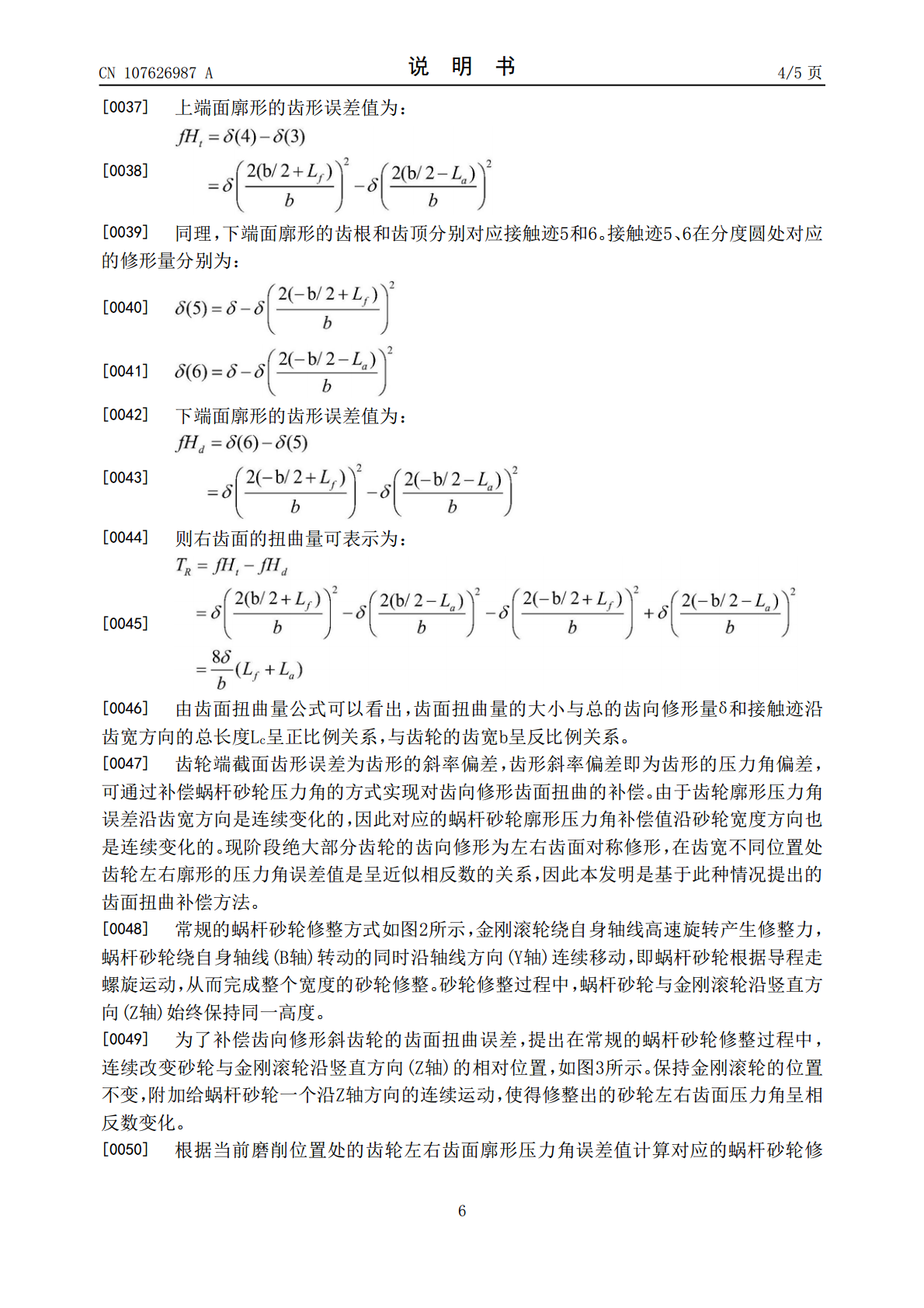
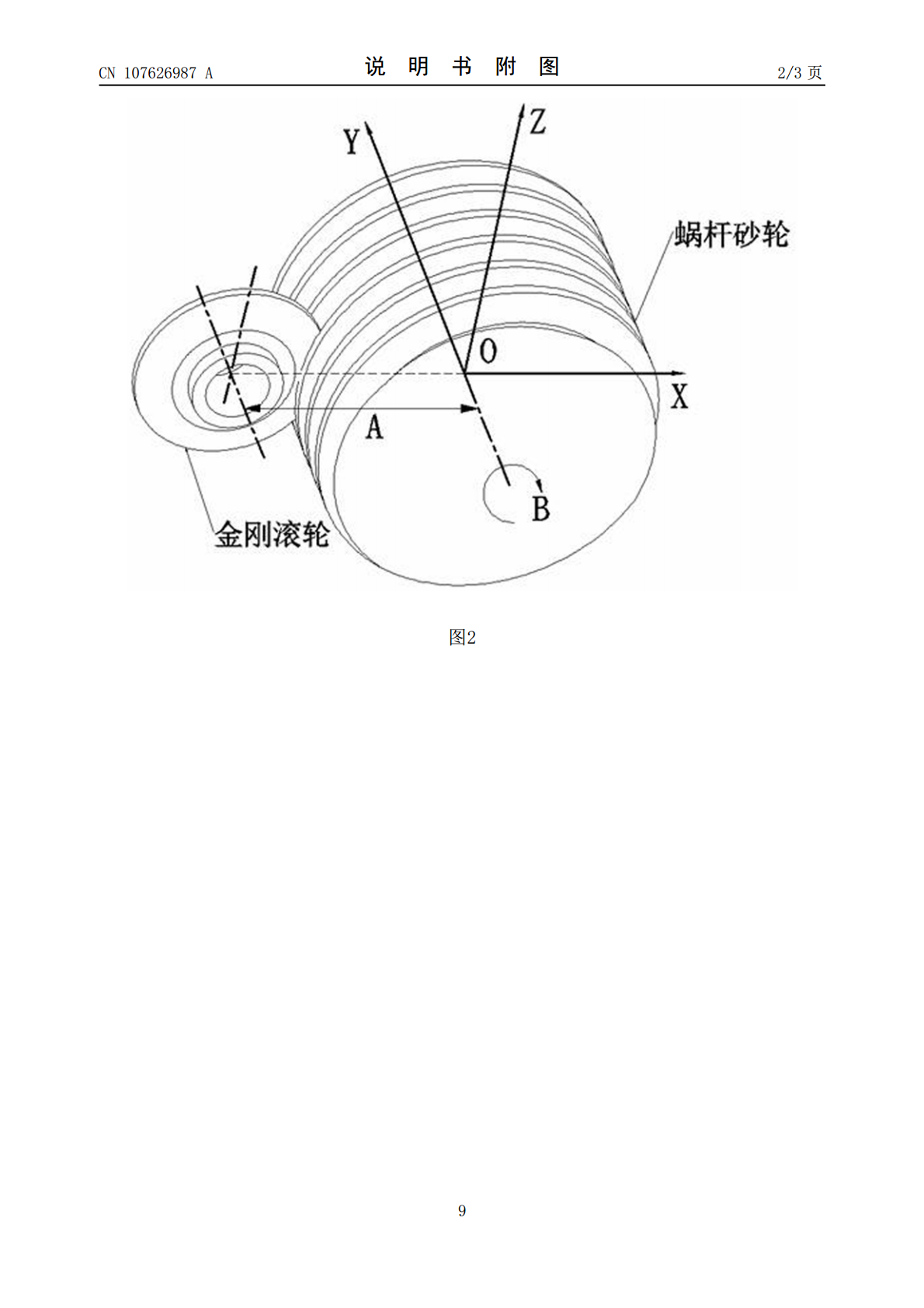
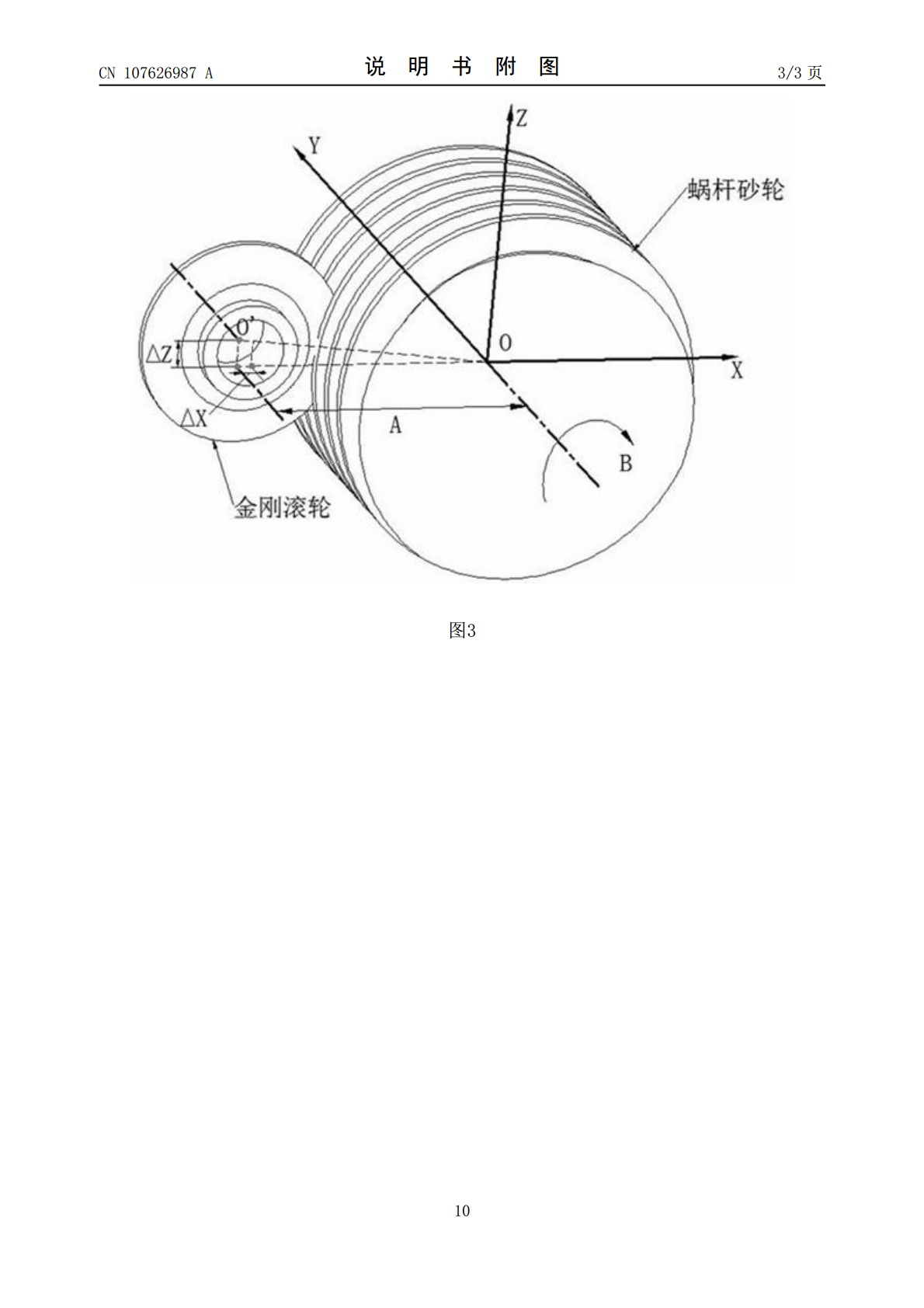
本发明涉及一种齿向修形斜齿轮蜗杆砂轮磨削时齿面扭曲补偿方法,解决了蜗杆砂轮磨削带齿向修形的斜齿轮时存在的齿面扭曲问题,在建立齿向修形斜齿轮蜗杆砂轮磨削时的齿面扭曲量计算模型的基础上,根据齿面扭曲量计算蜗杆砂轮修整时的砂轮附加运动量,并在常规的蜗杆砂轮修整运动上叠加附加运动改变砂轮左右齿面的压力角,针对齿面扭曲时齿轮端截面廓形压力角的连续变化趋势,通过连续改变砂轮宽度方向的压力角来补偿齿面扭曲,提高了齿向修形斜齿轮的蜗杆砂轮磨削精度。

齿向修形斜齿轮成形磨削时齿面原理性误差建模方法.pdf
本发明公开了一种齿向修形斜齿轮成形磨削时齿面原理性误差建模方法,根据接触线形态、X轴附加移动及C轴附加转动三个误差来源,分别建立齿面误差模型,在实际齿向修形齿轮加工过程中,根据实际的砂轮与齿轮的接触线形态及X、C轴的附加运动量分别计算齿面误差,所有误差的叠加构成实际齿面的原理性误差;本发明对修形齿面的原理性误差进行精确建模,提高了齿向修形齿轮的成形磨削精度。

蜗杆砂轮磨齿面扭曲补偿方法.pdf
本发明属于齿轮的制造领域,涉及一种蜗杆砂轮磨齿面扭曲补偿方法,解决带有齿向修形斜齿轮磨削过程中的齿面扭曲问题。区别于标准的蜗杆砂轮修整过程,本发明中的修整运动需附加金刚滚轮的偏转运动,并改变砂轮的轴向导程及螺旋角。首先根据齿轮的磨削工艺,将蜗杆砂轮在宽度方向上划分为粗磨区、精磨区及中间过渡区,利用对角磨削原理,选取合适的磨削对角比,使得齿轮宽度方向的截面与蜗杆砂轮宽度方向截面呈严格的映射关系。再根据被加工齿轮各截面上的左右齿面扭曲量,通过组合偏转滚轮和改变砂轮轴向导程两种方法实现任意齿面扭曲的补偿。由于金

蜗杆砂轮磨削斜齿轮的自然扭曲微观修形优化方法.pdf
一种蜗杆砂轮磨削斜齿轮的自然扭曲微观修形优化方法,通过构建蜗杆砂轮磨削斜齿轮啮合模型,推导接触迹方程,选取齿形、齿向评价范围,建立齿面扭曲模型,求得蜗杆砂轮磨削斜齿轮自然扭曲下的齿形、齿向角度偏差值;并采集现有项目相关检测数据,计算自然扭曲下扭曲量,验证计算数据与检测数据相匹配,并计算现自然扭曲下的传递误差。进而优化与自然扭曲相关的齿轮微观修形参数,包括减小齿向鼓形量、调整配对齿轮鼓形量、调整配对齿轮扭曲量,以降低及补偿蜗杆砂轮磨削斜齿轮自然扭曲带来的影响;通过以上优化方法,得到最终蜗杆砂轮磨削斜齿轮最优

用于齿面扭曲消减的齿向修形曲线设计方法.pdf
本发明属于齿轮设计领域,涉及用于齿面扭曲消减的齿向修形曲线设计方法,解决带有齿向修形斜齿轮磨削过程中的齿面扭曲问题。区别于传统的修形曲线,本发明中的修形曲线能有效减弱齿轮两端的扭曲现象。首先根据齿轮的磨削工艺,基于标准抛物线修形曲线计算出齿轮左右齿面扭曲量大小,然后将曲线分成三段,调整各段曲线的比例因子以及各处的鼓形量。