
一种轴类零件在位修复装置.pdf

志玉****爱啊


1/8

2/8

3/8

4/8

5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种轴类零件在位修复装置.pdf
一种轴类零件在位修复装置,由机械、电气控制及气动三部分组成,气动部分由砂轮主轴气动马达和小链轮气动马达分别供给砂轮主轴和小链轮轴,大链轮的正转和反转是通过控制器执行正反转程序来实现的,轴类零件在位修复装置顶部装有行程开关用来实现控制器内的计数及换向程序,小链轮通过单链条和大链轮连接以实现同步运转,左链轮和右链轮通过连接板连接在一起,连接板上分别有定位螺钉和紧固螺钉,圆周导向支座前端连接有导向块,两个大链轮上沿圆周均布的六个导向块抱死被加工工件A,通过调整螺钉来调整各导向块和被加工工件A之间的间隙。该发明结

大型轴类零件跳动在位测量系统.docx
大型轴类零件跳动在位测量系统随着机械制造工业的不断发展和进步,大型轴类零件在工业中得到了广泛的应用。对于这些零件的生产过程中,精度和质量的要求越来越高,而其中的跳动在位测量系统成为了一个热门话题。本文将从以下几个方面对大型轴类零件跳动在位测量系统进行阐述。一、大型轴类零件跳动在位测量系统的定义大型轴类零件跳动在位测量系统是一种可以实时捕捉、分析和评估轴类零件在运动过程中跳动情况的技术系统。它通过激光传感器、摄像头等设备来实现对零件的跳动动态追踪和测量,然后将获得的数据转化处理,分析出零件的轴向、径向、周向

大型轴类零件跳动在位测量系统.pptx
,CONTENTS01.02.测量系统的定义和作用测量系统的分类大型轴类零件跳动在位测量系统的应用场景03.测量系统的设计思路测量系统的硬件组成测量系统的软件设计测量系统的精度和可靠性分析04.测量系统的安装与调试测量系统的操作流程测量系统的维护与保养测量系统的经济效益分析05.应用实例一:某重型机械企业的轴类零件跳动检测应用实例二:某汽车制造企业的发动机曲轴跳动检测应用实例三:某风电设备企业的主轴跳动检测06.优点分析缺点分析改进方向与未来发展07.结论总结研究成果的价值与意义对未来研究的展望感谢您的观
一种轴类零件夹持装置.pdf
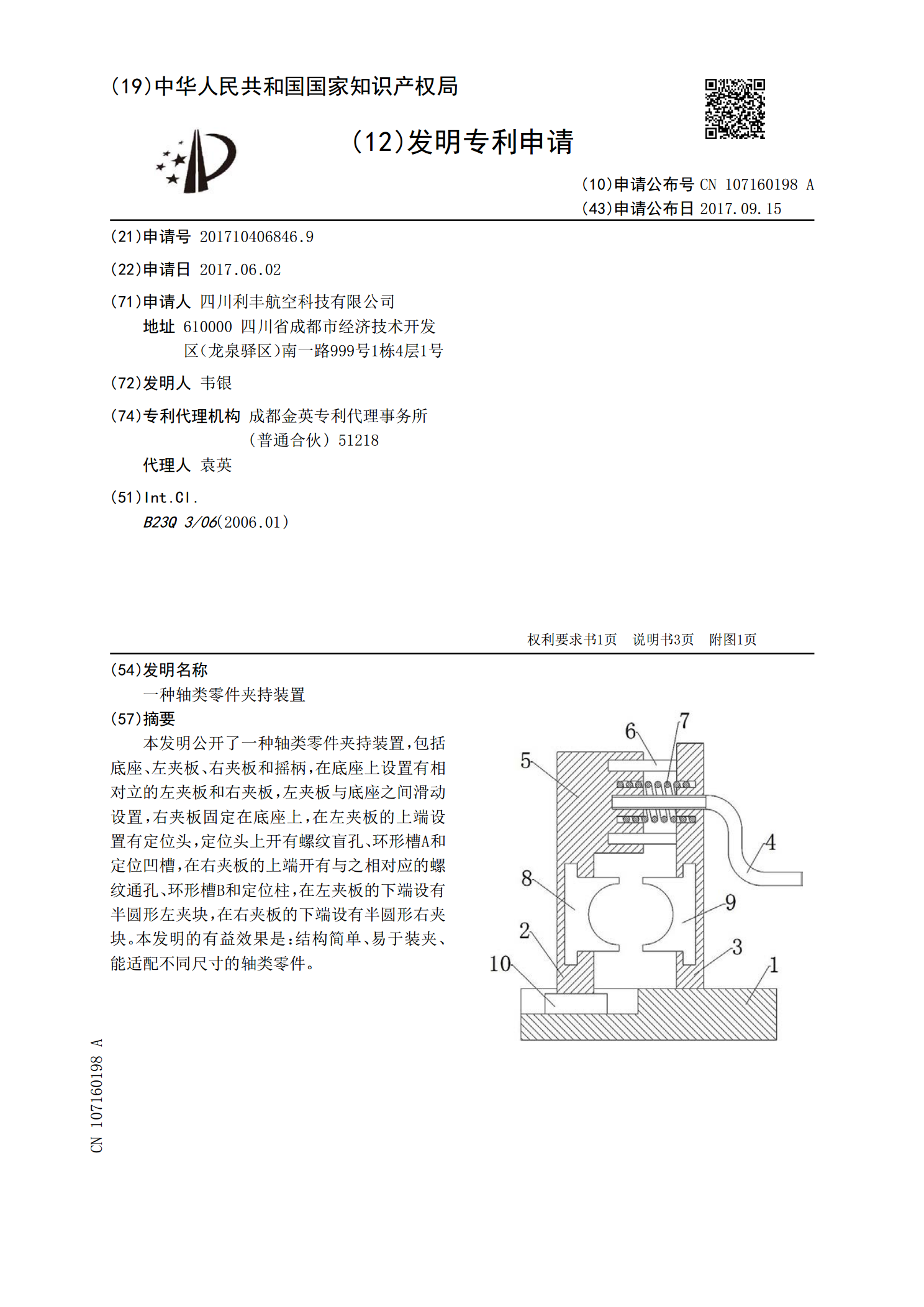
本发明公开了一种轴类零件夹持装置,包括底座、左夹板、右夹板和摇柄,在底座上设置有相对立的左夹板和右夹板,左夹板与底座之间滑动设置,右夹板固定在底座上,在左夹板的上端设置有定位头,定位头上开有螺纹盲孔、环形槽A和定位凹槽,在右夹板的上端开有与之相对应的螺纹通孔、环形槽B和定位柱,在左夹板的下端设有半圆形左夹块,在右夹板的下端设有半圆形右夹块。本发明的有益效果是:结构简单、易于装夹、能适配不同尺寸的轴类零件。

一种轴类零件切断装置.pdf
本发明公开了一种轴类零件切断装置,涉及轴类零件切断技术领域。本发明包括底座,底板顶部固定有传动箱和升降机构,传动箱顶部固定有切割机构和压力调节机构,升降机构顶部固定有调节框,调节框内部滑动连接有限位条,限位条上滑动配合有支撑座,限位条底部固定有固定有滑动框,滑动框底部贯穿有丝杆,丝杆与滑动框螺纹连接,丝杆一端贯穿调节框且固定连接有调节轮。本发明通过对切割金属时手动施加的压力进行控制,使得切割压力能够保持一致,使得切割轮在切割时,受力均匀,有效的避免了切割轮受力突变引起损坏情况的出现,并且由于受力均匀切断口