
一种车轮加工全自动生产系统及其加工工艺.pdf

猫巷****晓容


1/10
2/10

3/10

4/10

5/10
6/10

7/10

8/10

9/10

10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种车轮加工全自动生产系统及其加工工艺.pdf
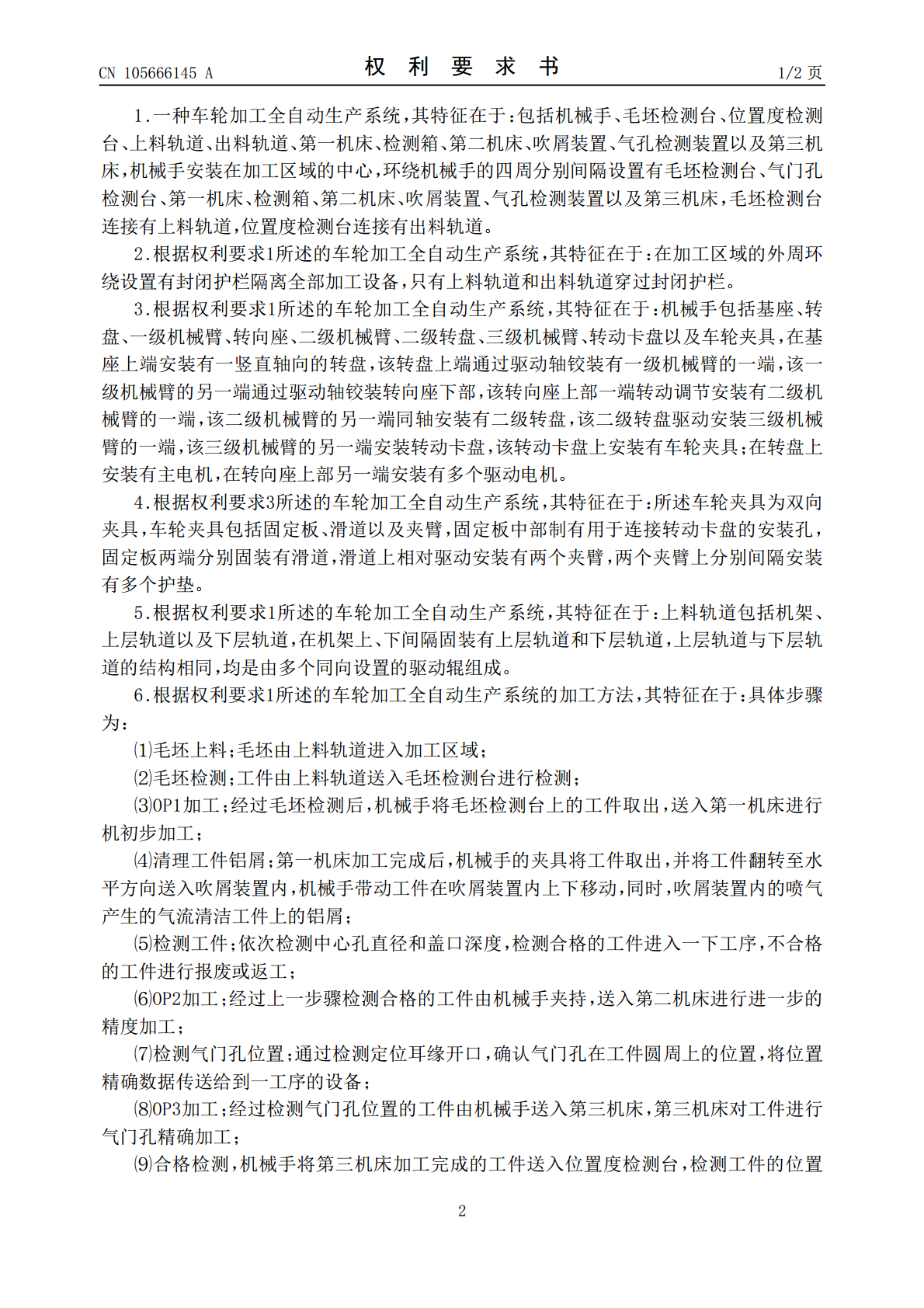
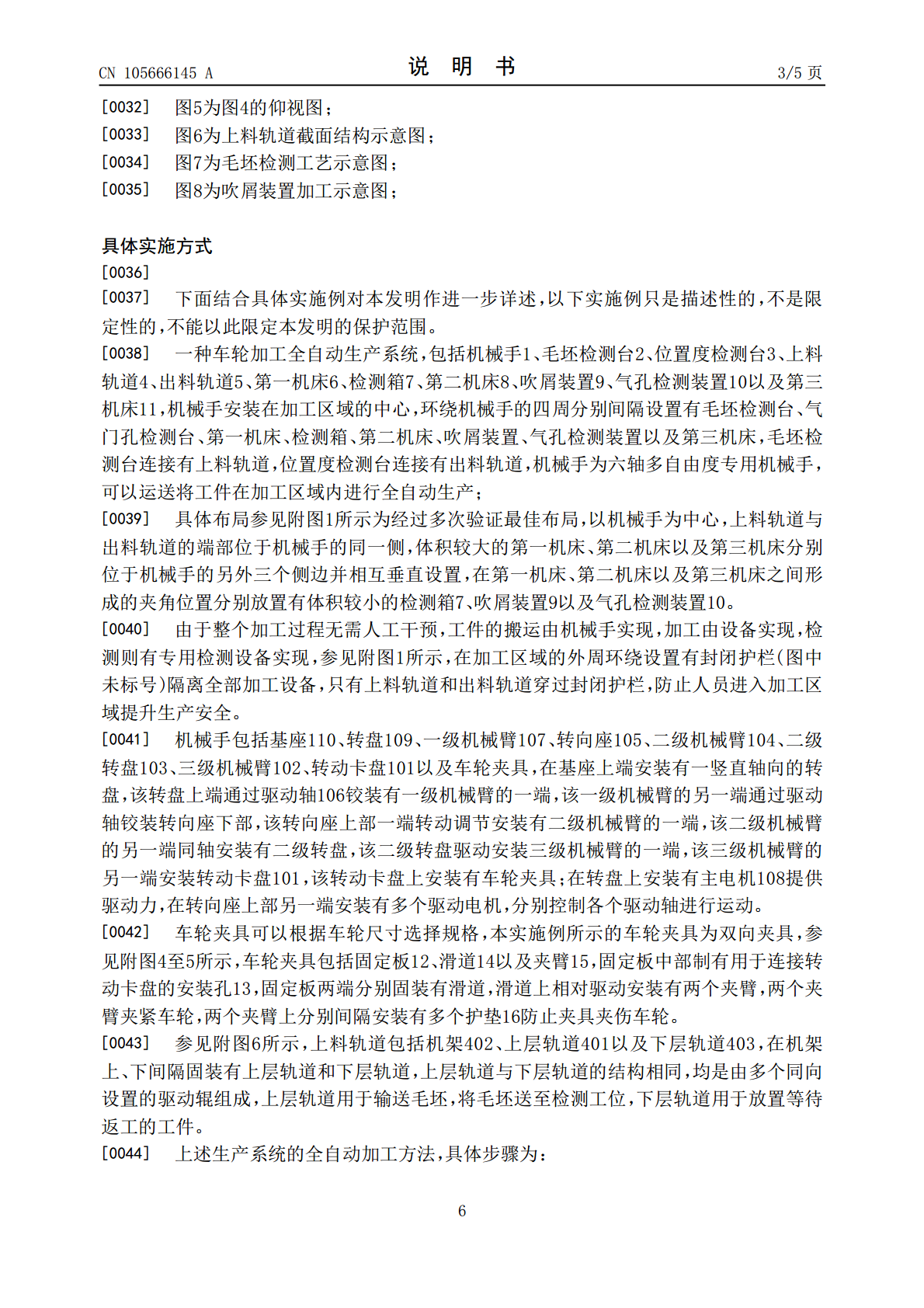
本发明涉及一种车轮加工全自动生产系统,环绕机械手的四周分别间隔设置有毛坯检测台、气门孔检测台、第一机床、检测箱、第二机床、吹屑装置、气孔检测装置以及第三机床,毛坯检测台连接有上料轨道,位置度检测台连接有出料轨道。本发明的机械手能够用于自动加工生产线具有信息自动处理和自动控制功能,其控制和检测的灵敏度、精度以及范围都有很大程度的提高,通过自动化控制系统可精确地保证机械的执行机构按照设计的要求完成预定的动作,使之不受机械操作者主观因素的影响从而实现最佳操作,保证最佳的工作质量和较高的产品合格率。
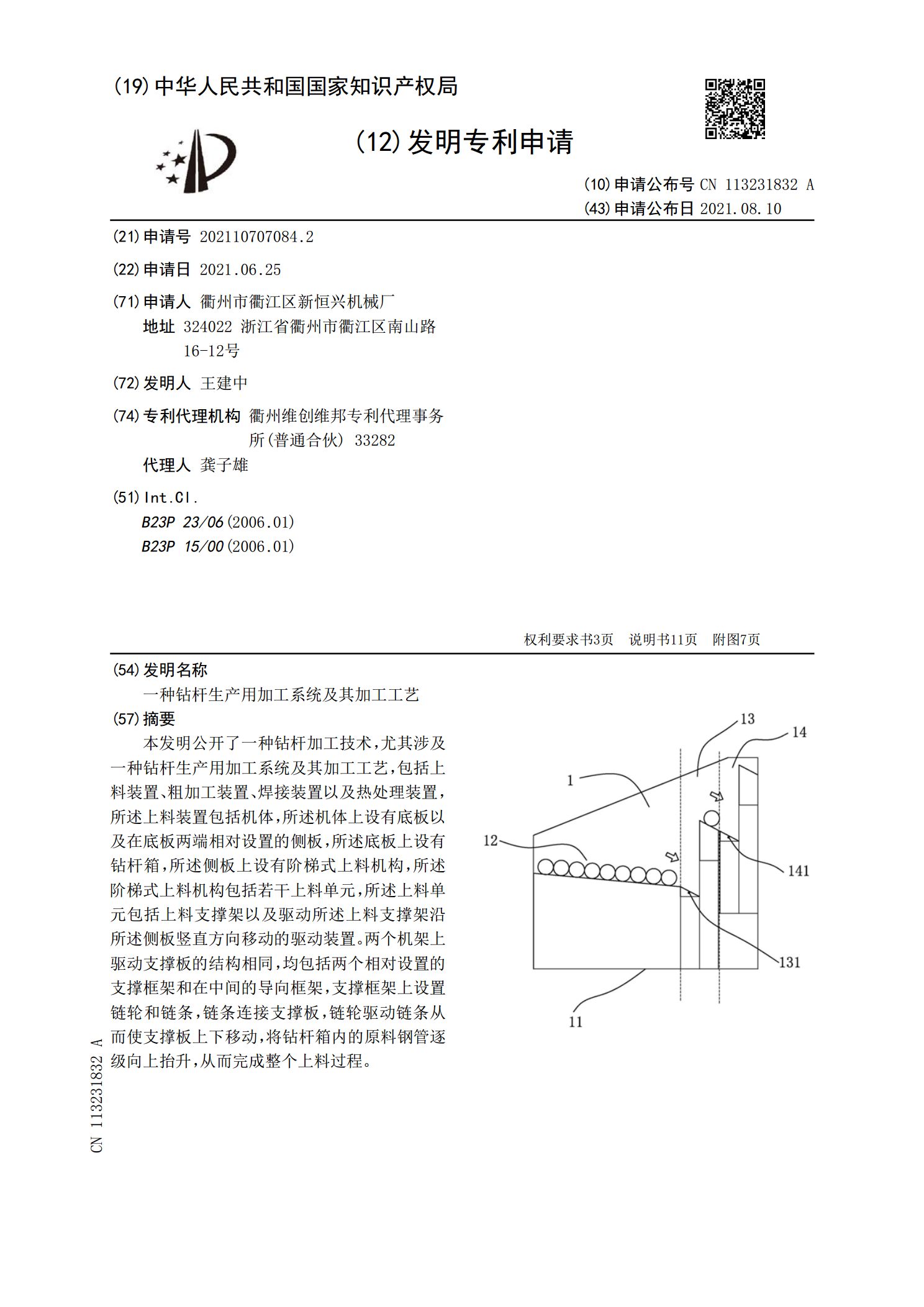
一种钻杆生产用加工系统及其加工工艺.pdf
本发明公开了一种钻杆加工技术,尤其涉及一种钻杆生产用加工系统及其加工工艺,包括上料装置、粗加工装置、焊接装置以及热处理装置,所述上料装置包括机体,所述机体上设有底板以及在底板两端相对设置的侧板,所述底板上设有钻杆箱,所述侧板上设有阶梯式上料机构,所述阶梯式上料机构包括若干上料单元,所述上料单元包括上料支撑架以及驱动所述上料支撑架沿所述侧板竖直方向移动的驱动装置。两个机架上驱动支撑板的结构相同,均包括两个相对设置的支撑框架和在中间的导向框架,支撑框架上设置链轮和链条,链条连接支撑板,链轮驱动链条从而使支撑板
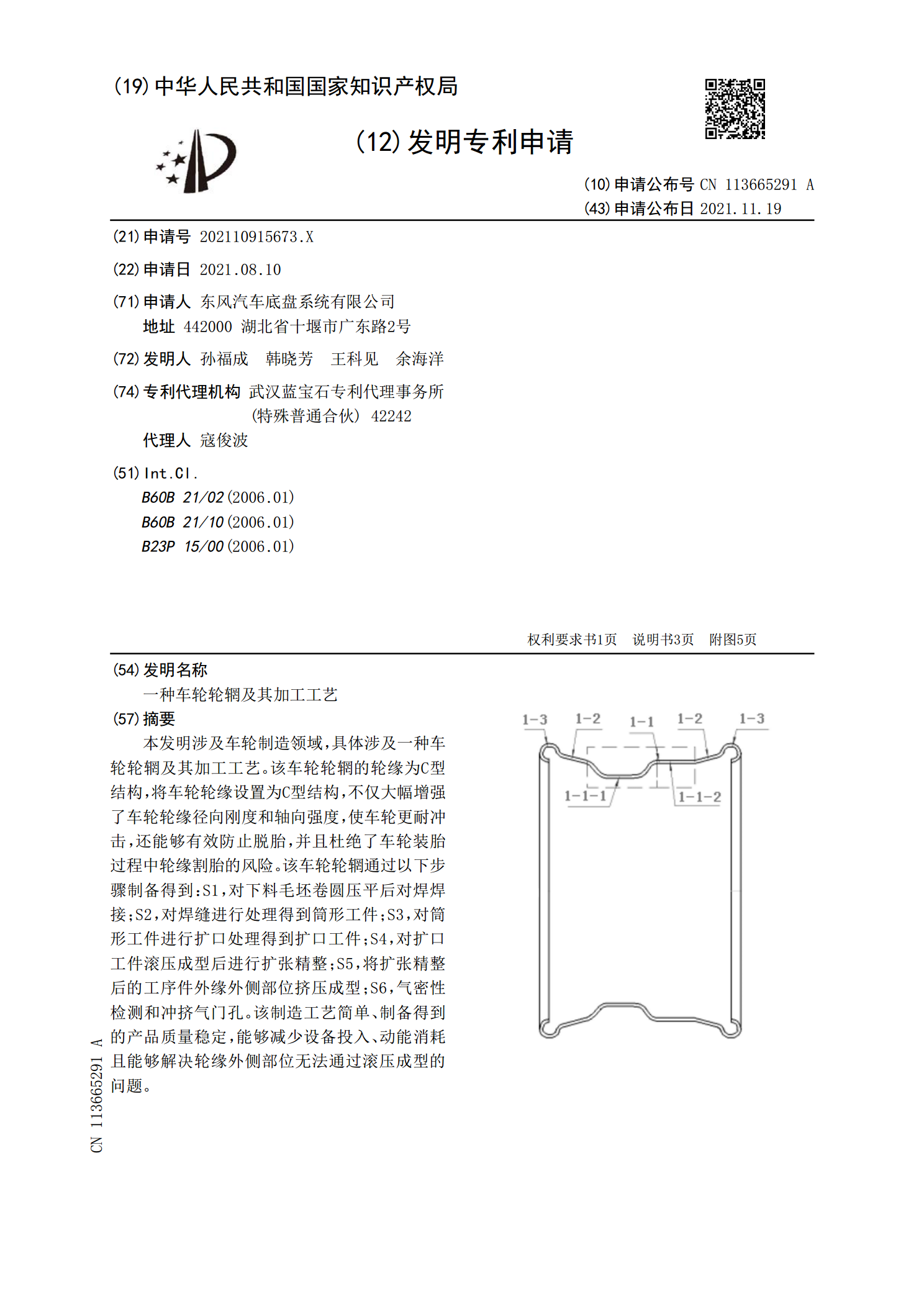
一种车轮轮辋及其加工工艺.pdf
本发明涉及车轮制造领域,具体涉及一种车轮轮辋及其加工工艺。该车轮轮辋的轮缘为C型结构,将车轮轮缘设置为C型结构,不仅大幅增强了车轮轮缘径向刚度和轴向强度,使车轮更耐冲击,还能够有效防止脱胎,并且杜绝了车轮装胎过程中轮缘割胎的风险。该车轮轮辋通过以下步骤制备得到:S1,对下料毛坯卷圆压平后对焊焊接;S2,对焊缝进行处理得到筒形工件;S3,对筒形工件进行扩口处理得到扩口工件;S4,对扩口工件滚压成型后进行扩张精整;S5,将扩张精整后的工序件外缘外侧部位挤压成型;S6,气密性检测和冲挤气门孔。该制造工艺简单、制

特种通信光缆加工生产系统及其加工工艺.pdf
本发明公开了一种特种通信光缆加工生产系统及其加工工艺,应用在光缆生产加工的技术领域,其技术方案要点是:依次包括有包塑挤出机、水冷却机构、烘干箱、第一控制箱以及转动连接在第一控制箱上的传动轮、第二控制箱以及转动连接在第二控制箱上的两个收线轮和收线盘;水冷却机构包括机架以及设置在机架上的冷却水槽,冷却水槽在靠近进料口的下方固设有用于承接从进料口流出的水的接水槽,冷却水槽在靠近出料口的位置设有于承接从出料口和接水槽内流出的水的蓄水箱,蓄水箱的外侧设有与抽水泵相连用于将蓄水箱内的水抽到冷却水槽内的导水管;具有的技
一种蜂蜜加工系统及其加工工艺.pdf
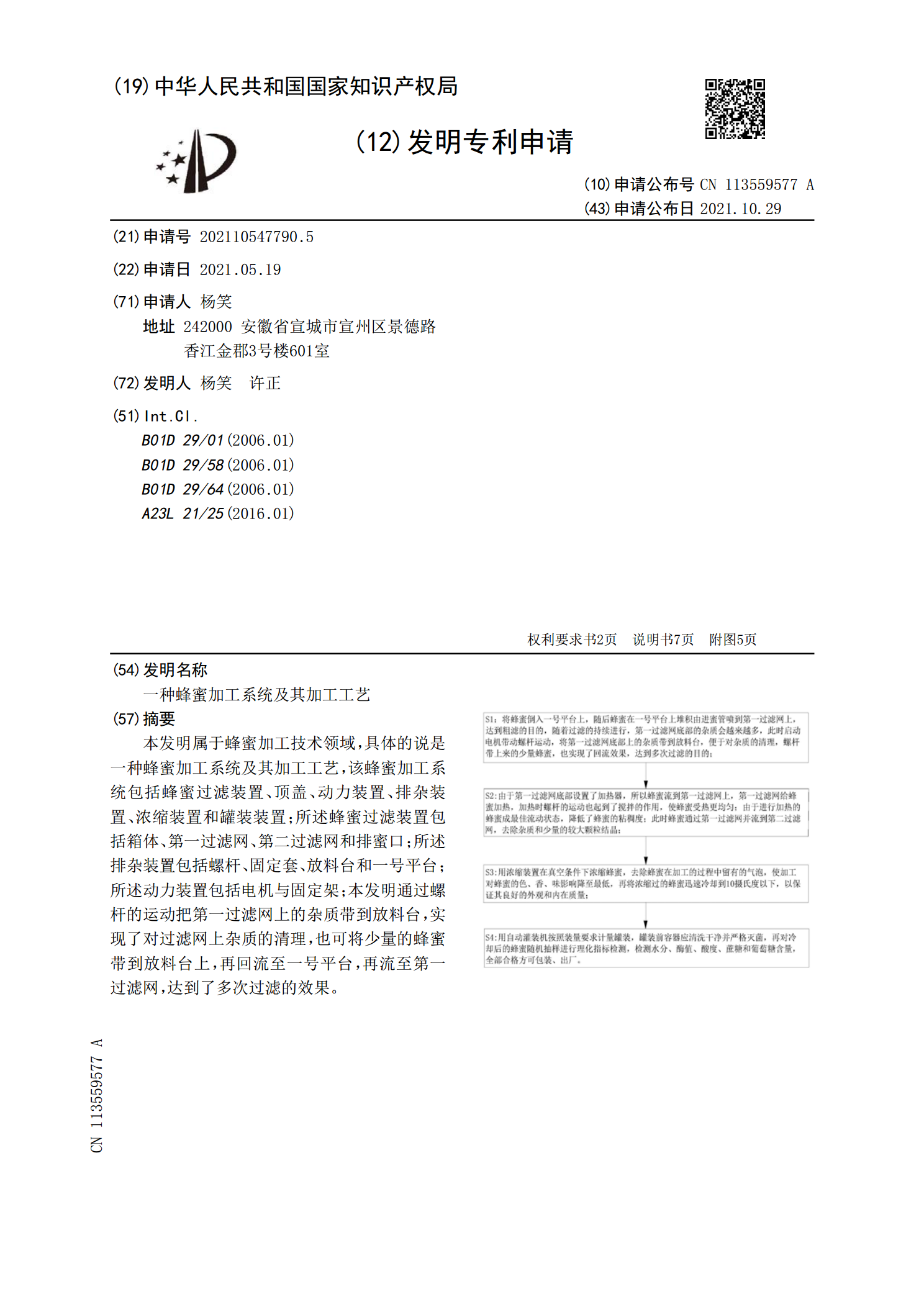
本发明属于蜂蜜加工技术领域,具体的说是一种蜂蜜加工系统及其加工工艺,该蜂蜜加工系统包括蜂蜜过滤装置、顶盖、动力装置、排杂装置、浓缩装置和罐装装置;所述蜂蜜过滤装置包括箱体、第一过滤网、第二过滤网和排蜜口;所述排杂装置包括螺杆、固定套、放料台和一号平台;所述动力装置包括电机与固定架;本发明通过螺杆的运动把第一过滤网上的杂质带到放料台,实现了对过滤网上杂质的清理,也可将少量的蜂蜜带到放料台上,再回流至一号平台,再流至第一过滤网,达到了多次过滤的效果。