
一种摆线齿轮低成本高效加工方法.pdf

雨巷****碧易

1/6

2/6

3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种摆线齿轮低成本高效加工方法.pdf
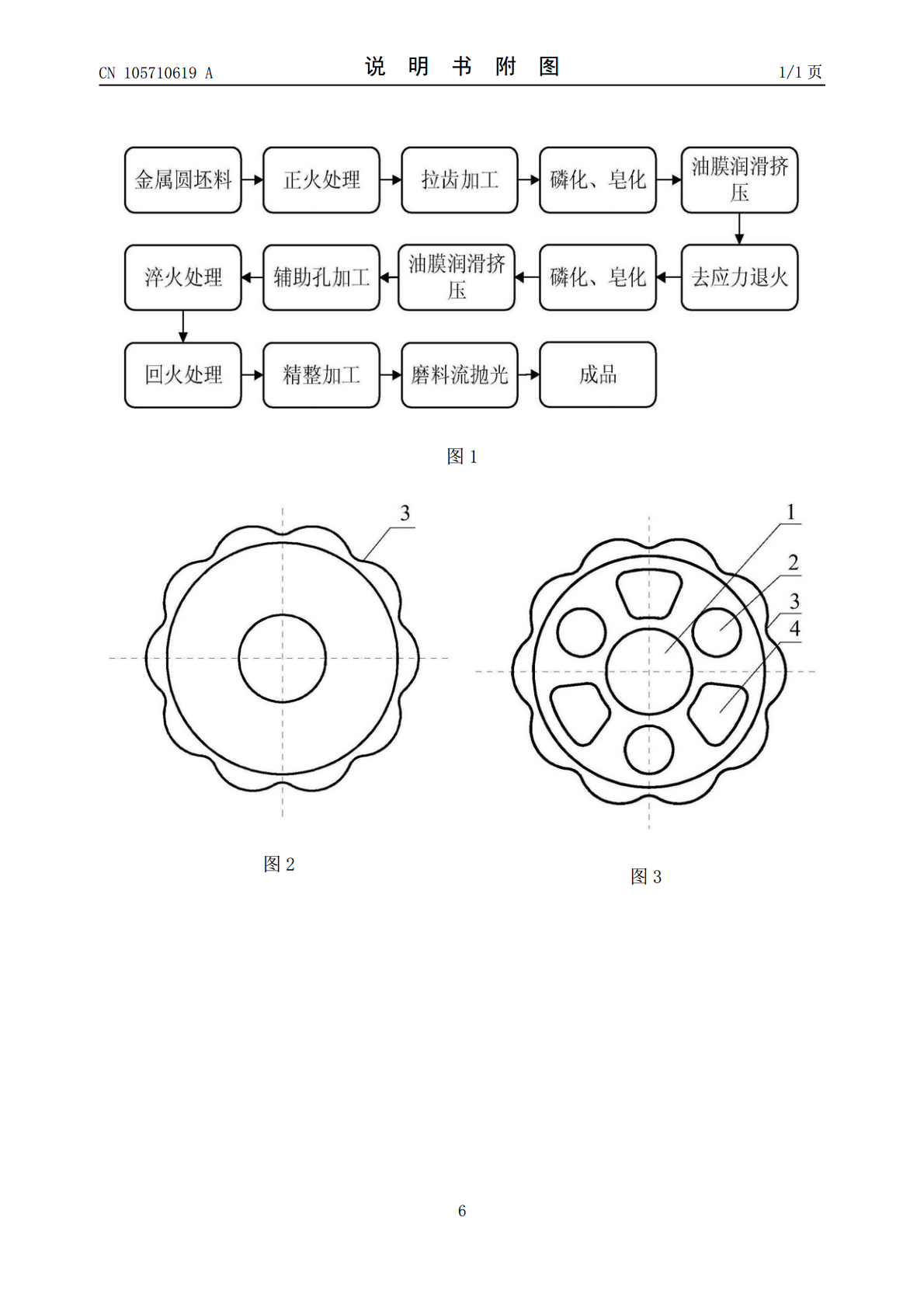
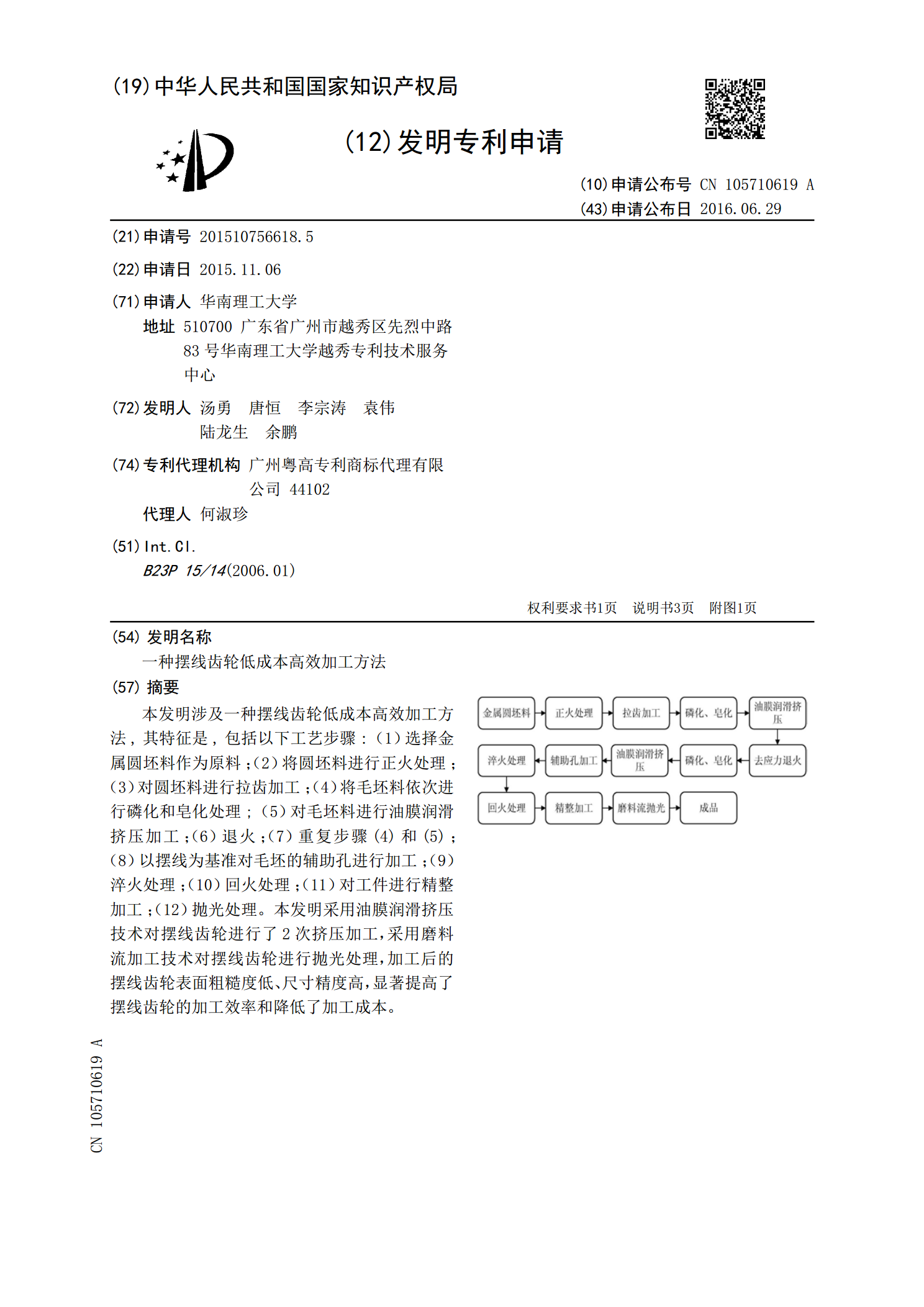
本发明涉及一种摆线齿轮低成本高效加工方法,其特征是,包括以下工艺步骤:(1)选择金属圆坯料作为原料;(2)将圆坯料进行正火处理;(3)对圆坯料进行拉齿加工;(4)将毛坯料依次进行磷化和皂化处理;(5)对毛坯料进行油膜润滑挤压加工;(6)退火;(7)重复步骤(4)和(5);(8)以摆线为基准对毛坯的辅助孔进行加工;(9)淬火处理;(10)回火处理;(11)对工件进行精整加工;(12)抛光处理。本发明采用油膜润滑挤压技术对摆线齿轮进行了2次挤压加工,采用磨料流加工技术对摆线齿轮进行抛光处理,加工后的摆线齿轮表

一种RV摆线齿轮的高效精密磨削加工方法.pdf
本发明公开了一种RV摆线齿轮高效精密磨削加工方法,在系列摆线齿轮周向均匀布置的多个磨头组件对系列摆线齿轮进行全包络无缝磨削,磨头组件上下移动,构成磨削进给运动,进而完成对系列摆线齿轮齿廓的一次性无缝全包络高效磨削。本发明实现了系列摆线齿轮齿轮的一次性全包络无缝磨削加工,从根本上解决目前摆线齿轮齿廓加工过程中存在的加工精度低和加工效率低的问题。
一种摆线齿轮的加工方法.pdf
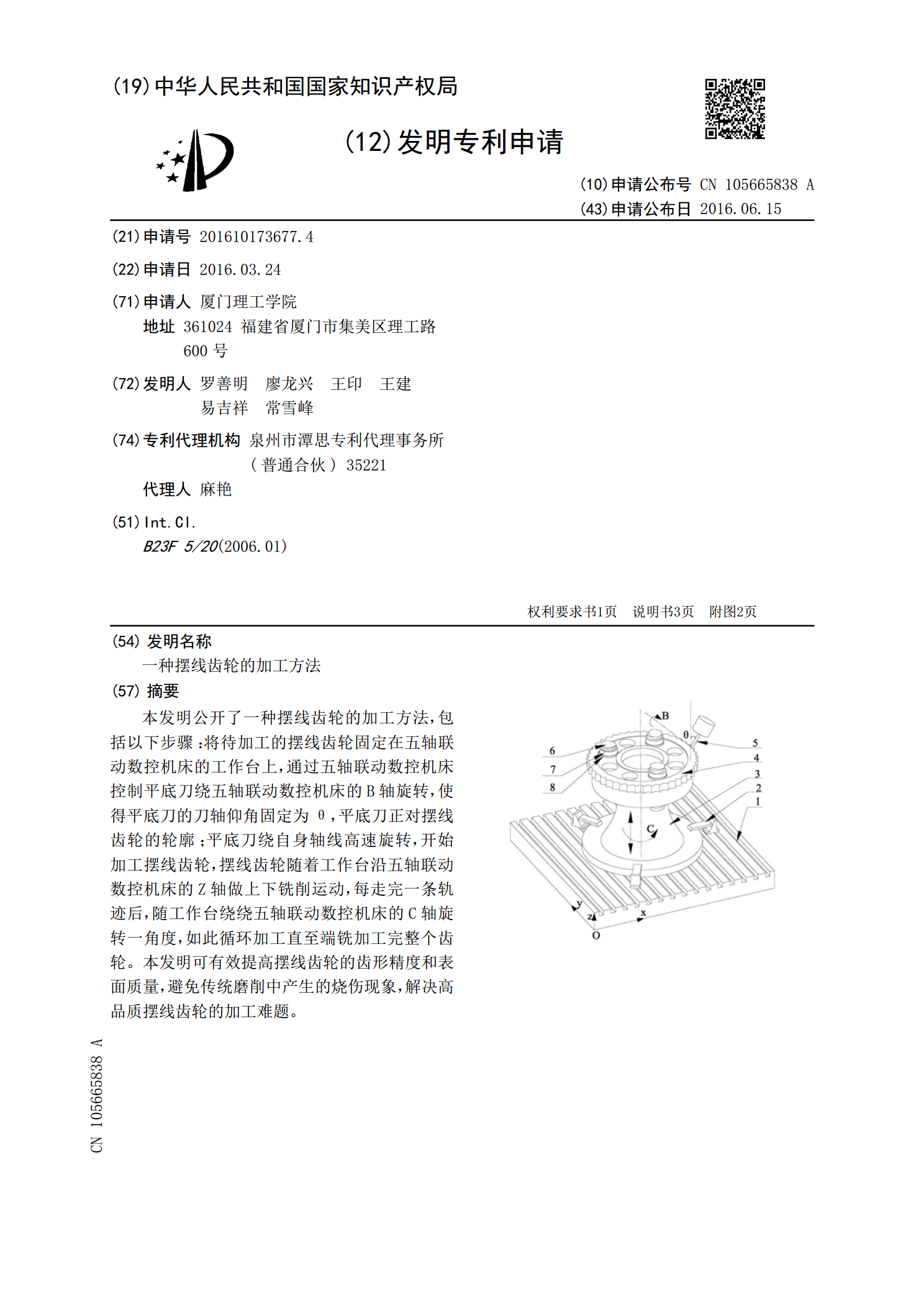
本发明公开了一种摆线齿轮的加工方法,包括以下步骤:将待加工的摆线齿轮固定在五轴联动数控机床的工作台上,通过五轴联动数控机床控制平底刀绕五轴联动数控机床的B轴旋转,使得平底刀的刀轴仰角固定为θ,平底刀正对摆线齿轮的轮廓;平底刀绕自身轴线高速旋转,开始加工摆线齿轮,摆线齿轮随着工作台沿五轴联动数控机床的Z轴做上下铣削运动,每走完一条轨迹后,随工作台绕绕五轴联动数控机床的C轴旋转一角度,如此循环加工直至端铣加工完整个齿轮。本发明可有效提高摆线齿轮的齿形精度和表面质量,避免传统磨削中产生的烧伤现象,解决高品质摆线

一种摆线齿锥齿轮加工方法.pdf
本发明公开了一种摆线齿锥齿轮加工方法,包括:(1)确定产形轮基本参数;(2)确定形成产形轮齿面的运动;(3)确定产形轮展成齿轮的运动;(4)对产形轮展成齿轮的运动进行修正;(5)完成对被加工齿轮的展成。本发明相对于Klingelnberg方法,刀盘结构大为简化,不需十字滑块机构,刚性提高;相对于Oerlikon方法,不需刀倾机构,机床结构大为简化,刚性提高;可以在无刀倾摇盘类锥齿轮铣齿机上加工摆线齿锥齿轮和准双曲面齿轮;齿面修正不引起机床和刀具的附加调整;可以实现齿面接触斑点的位置、大小和形状的二阶预控;

一种RV摆线齿轮非传统加工方法.pdf
本发明公开了一种RV摆线齿轮非传统加工方法;选择金属圆坯料作为原料;将圆坯料进行正火处理;对圆坯料进行慢走丝加工并切片;以摆线为基准对工件的辅助孔进行加工;将工件进行去应力退火;将工件进行淬火处理;将工件进行回火处理;对工件进行精整加工;对工件进行磨料流抛光处理。本发明主要采用慢走丝对齿轮摆线进行加工,采用磨料流加工技术对摆线齿轮进行抛光处理,加工后的摆线齿轮表面粗糙度低、尺寸精度高。相比传统的粗车‑精车‑滚齿‑剃齿‑磨齿工艺,显著的提高了生产效率,并避免了粗车‑精车‑滚齿‑剃齿‑磨齿所需各类高精度机床所