
一种金属粉末快速成型均匀铺粉装置.pdf

一条****贺6

1/10
2/10
3/10
4/10
5/10
6/10

7/10
8/10
9/10
10/10
亲,该文档总共14页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种金属粉末快速成型均匀铺粉装置.pdf
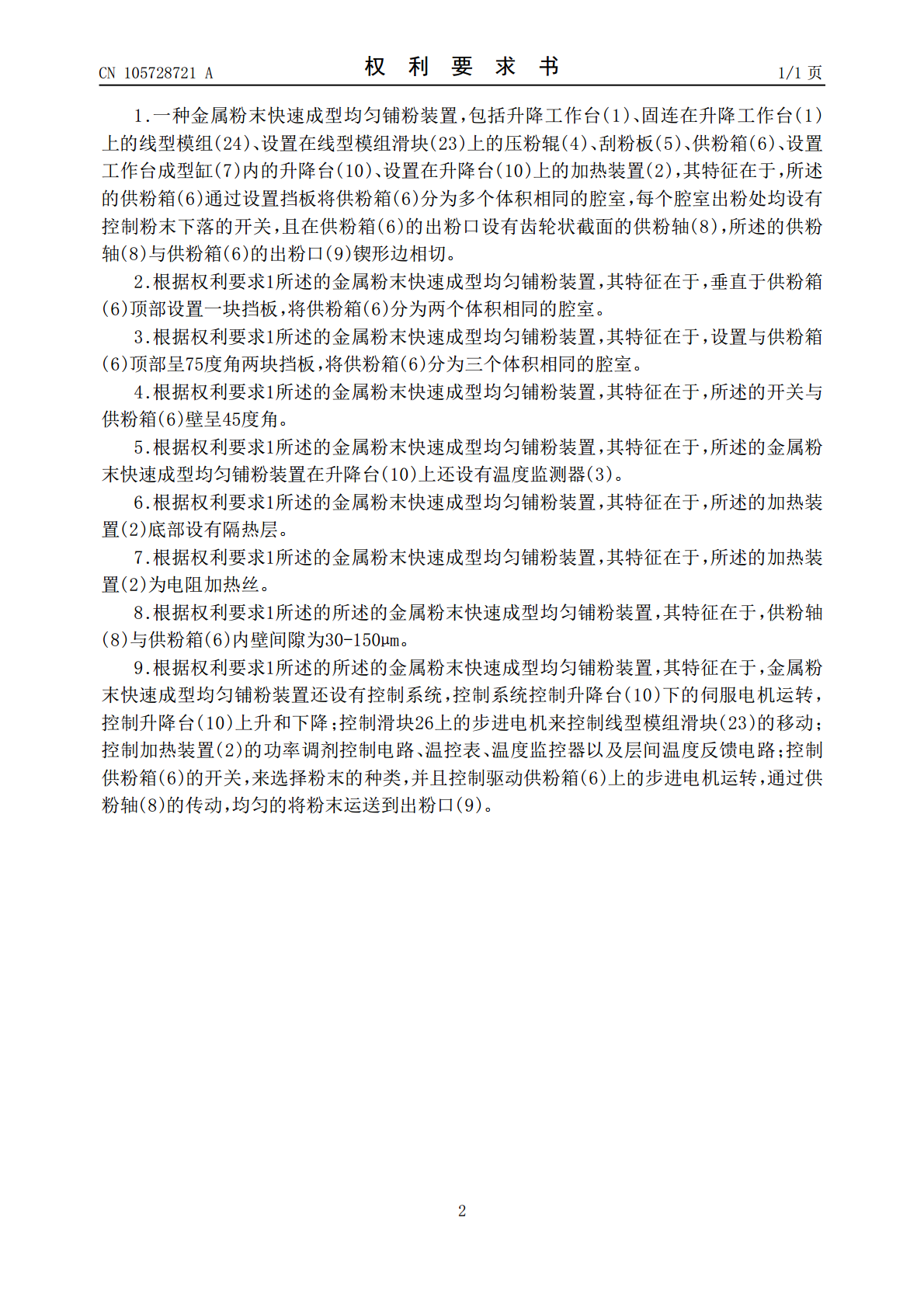
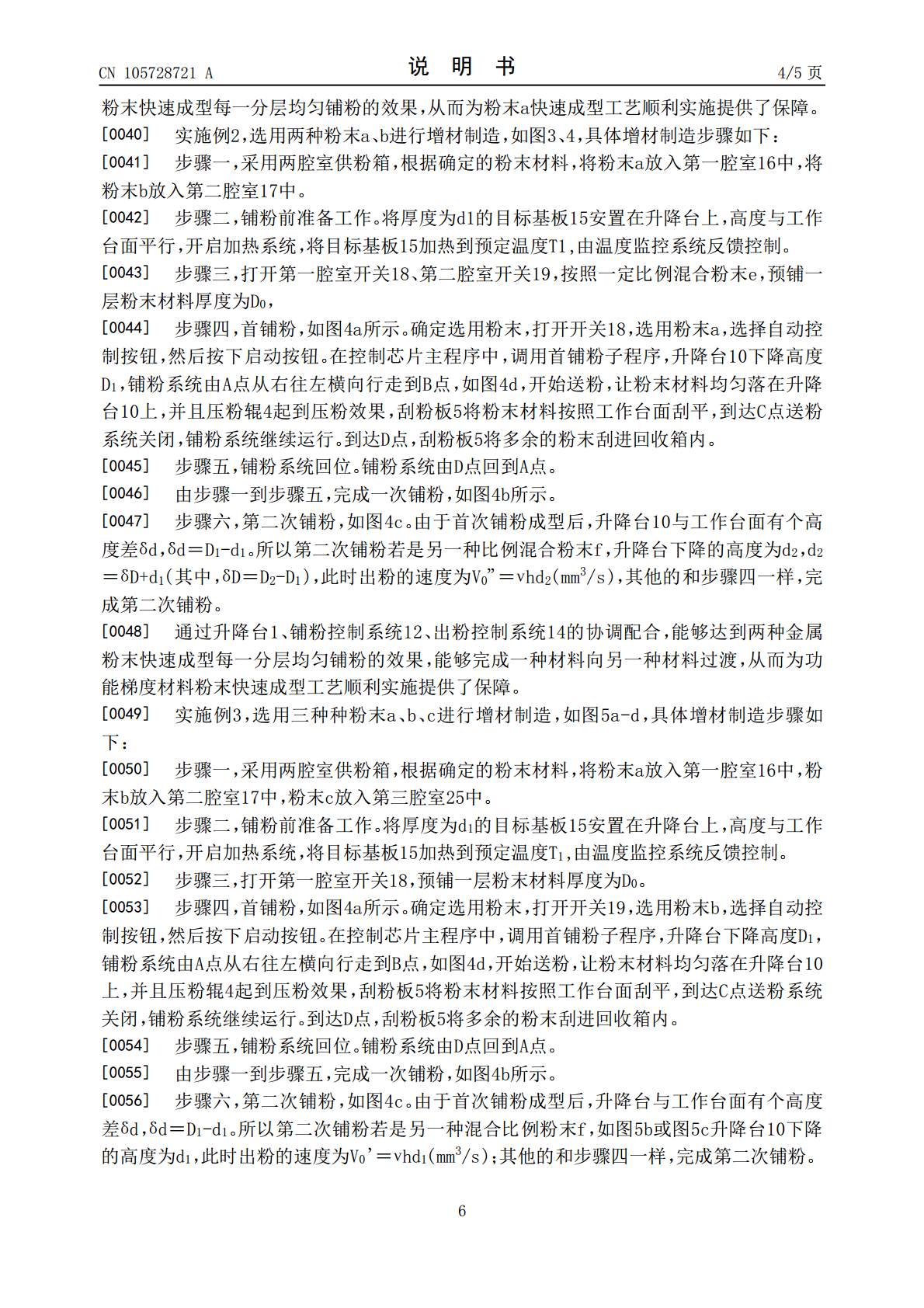
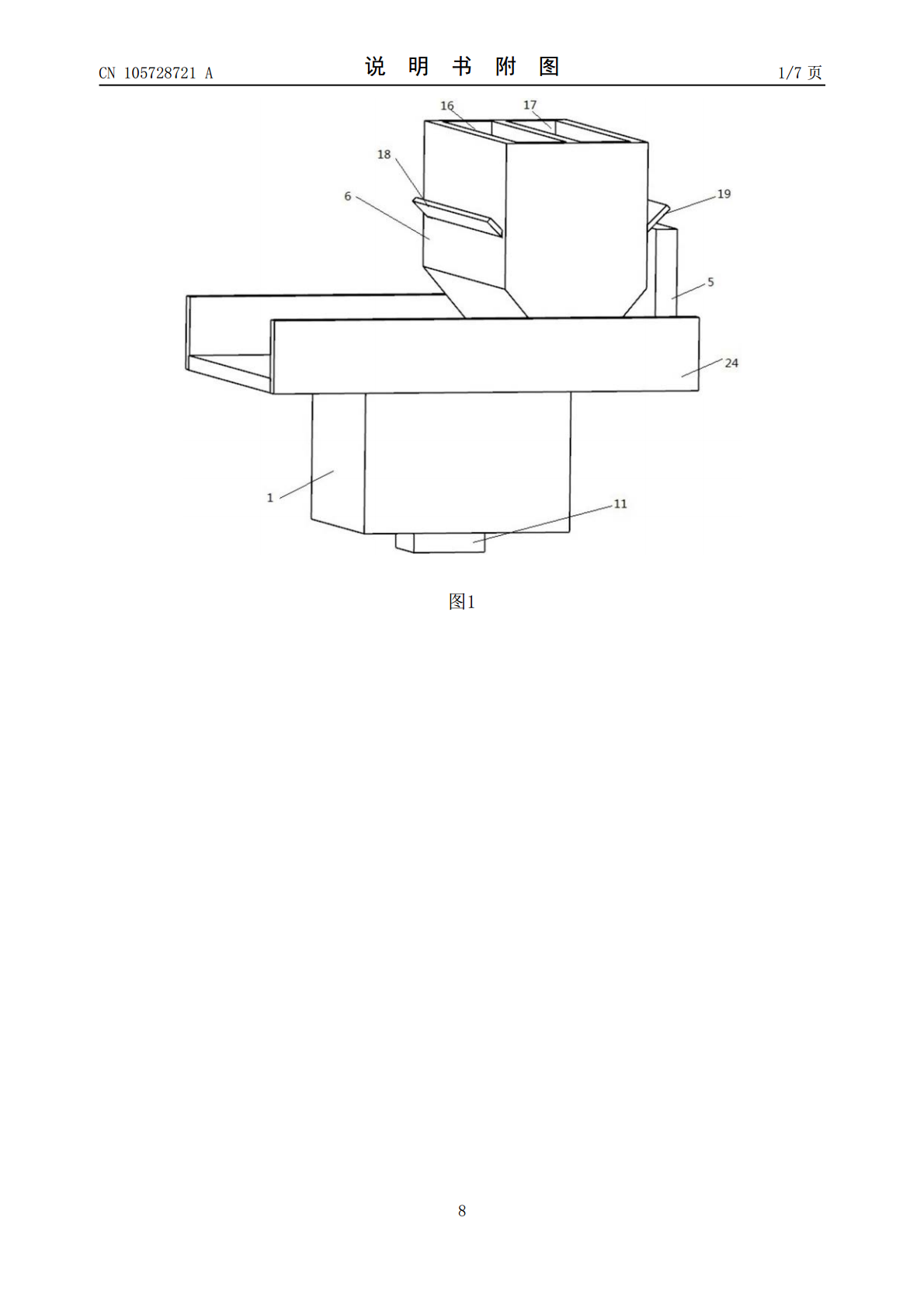
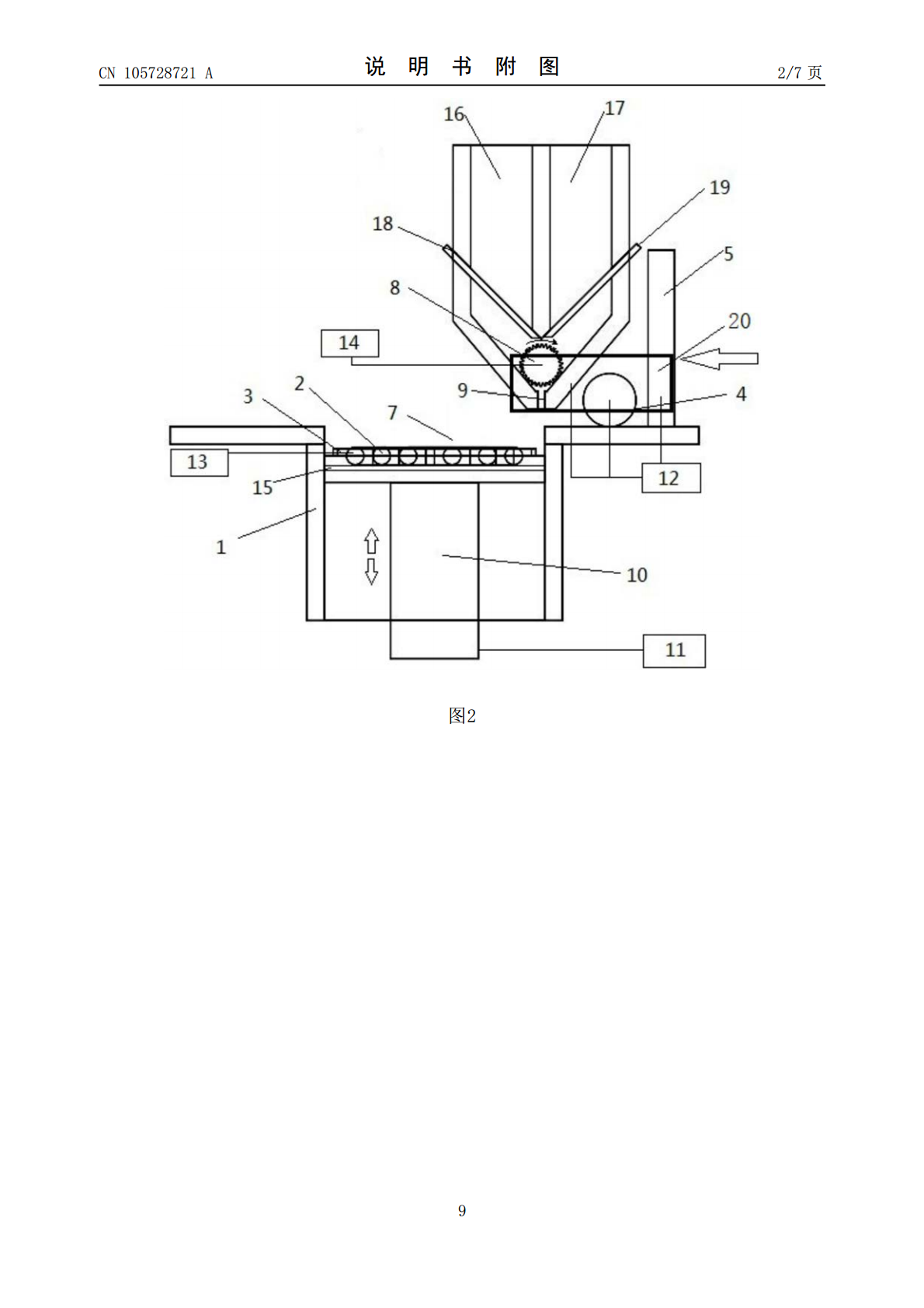
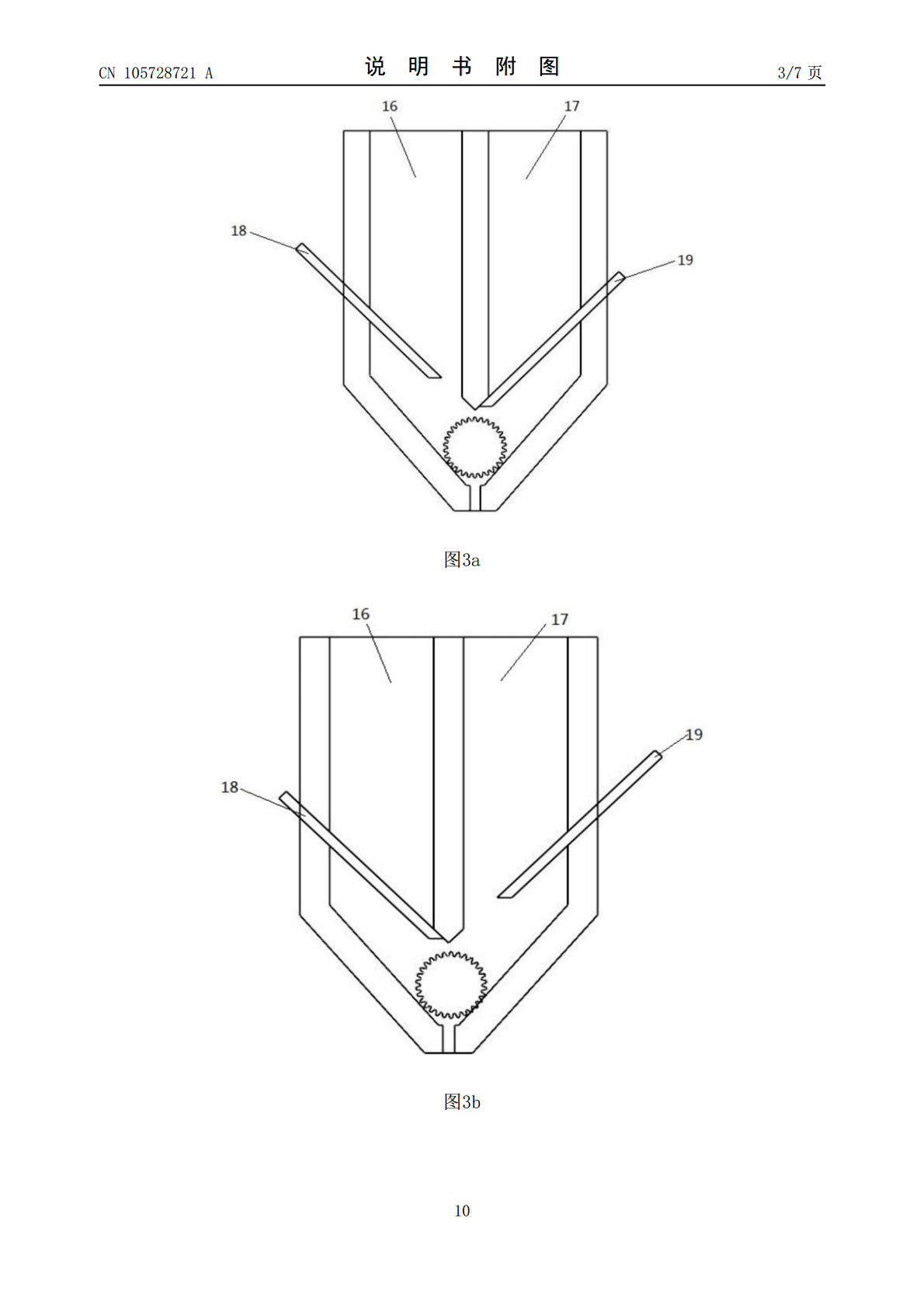
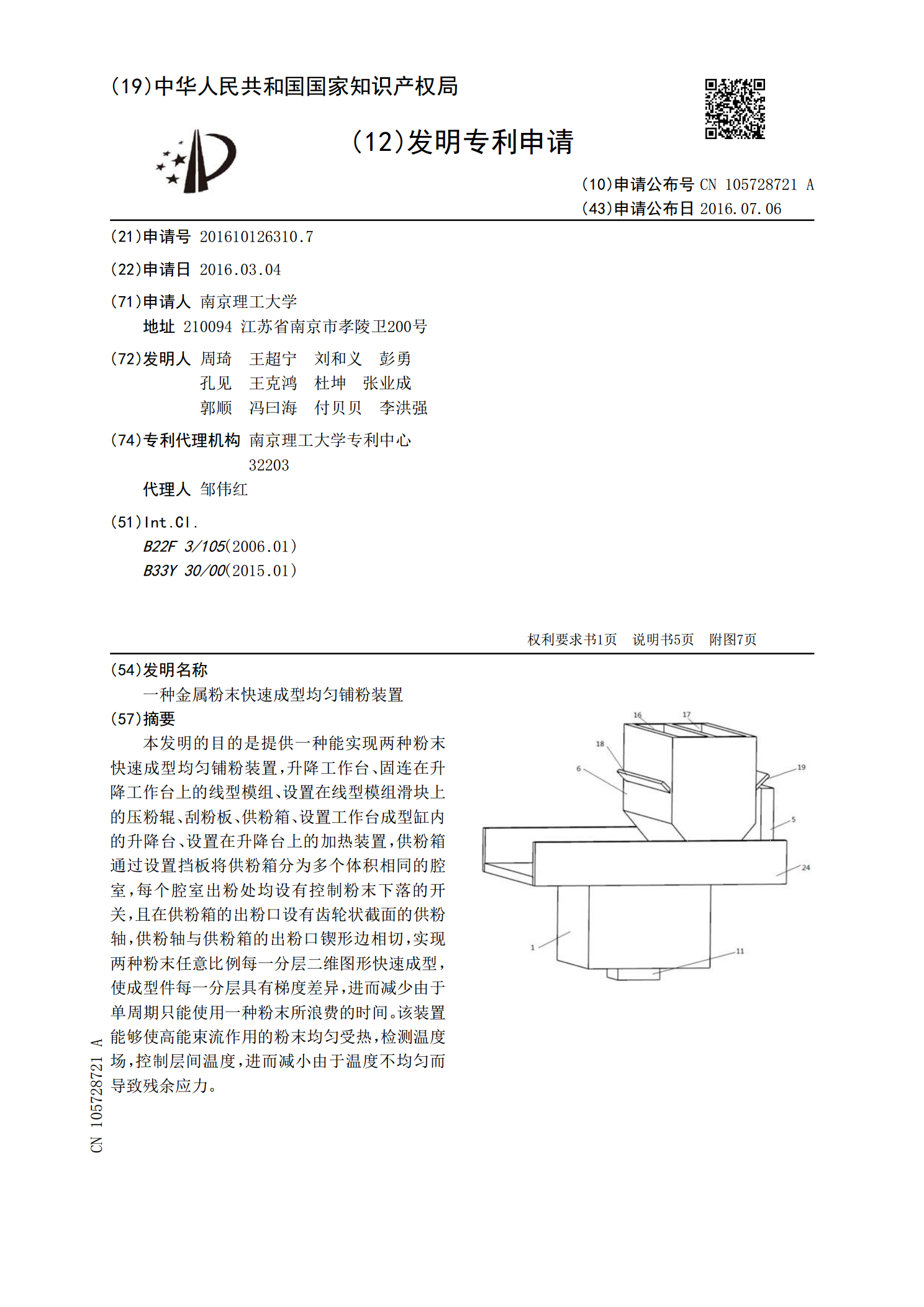
本发明的目的是提供一种能实现两种粉末快速成型均匀铺粉装置,升降工作台、固连在升降工作台上的线型模组、设置在线型模组滑块上的压粉辊、刮粉板、供粉箱、设置工作台成型缸内的升降台、设置在升降台上的加热装置,供粉箱通过设置挡板将供粉箱分为多个体积相同的腔室,每个腔室出粉处均设有控制粉末下落的开关,且在供粉箱的出粉口设有齿轮状截面的供粉轴,供粉轴与供粉箱的出粉口锲形边相切,实现两种粉末任意比例每一分层二维图形快速成型,使成型件每一分层具有梯度差异,进而减少由于单周期只能使用一种粉末所浪费的时间。该装置能够使高能束流
一种快速成型自动送粉铺粉装置.pdf
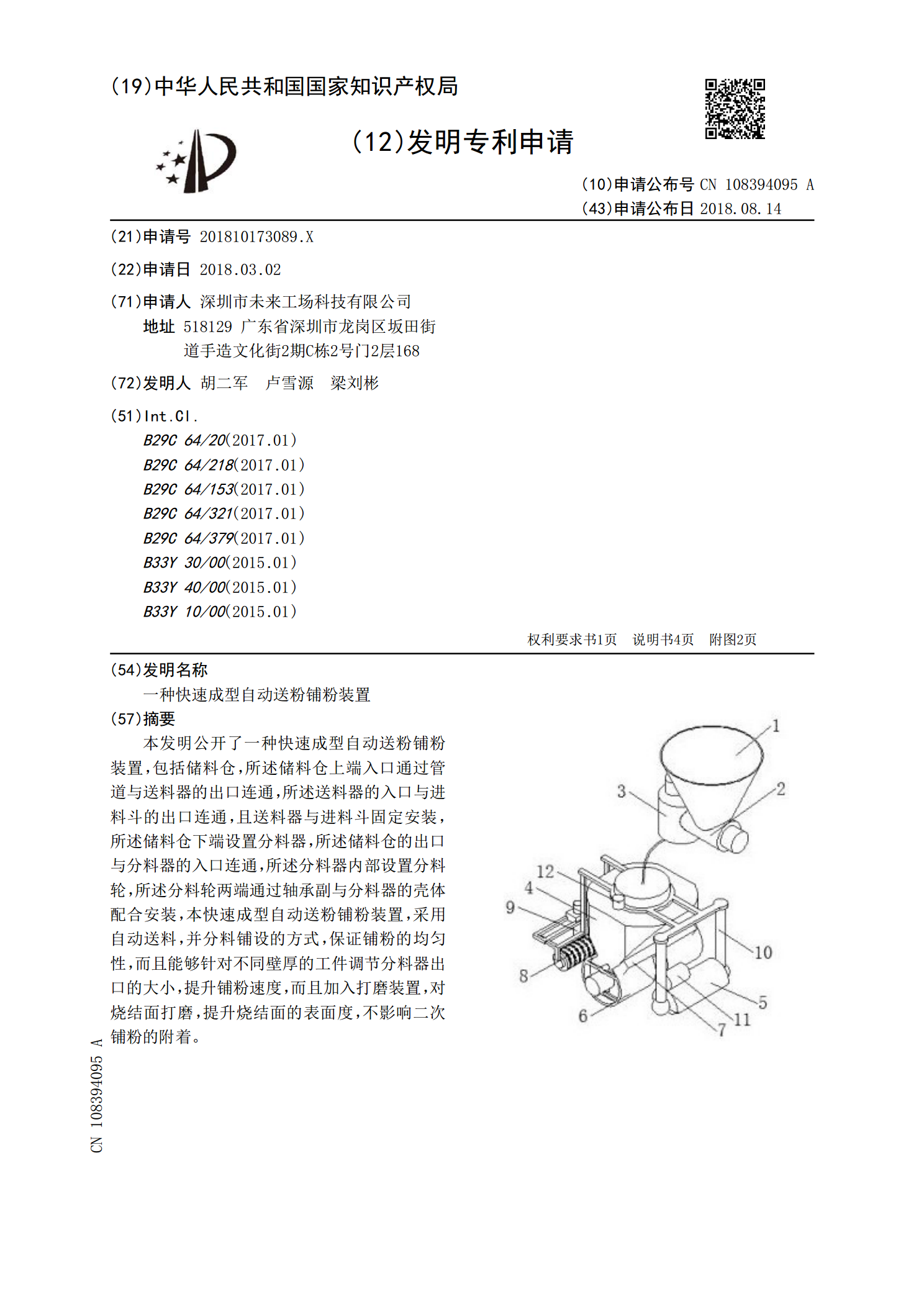
本发明公开了一种快速成型自动送粉铺粉装置,包括储料仓,所述储料仓上端入口通过管道与送料器的出口连通,所述送料器的入口与进料斗的出口连通,且送料器与进料斗固定安装,所述储料仓下端设置分料器,所述储料仓的出口与分料器的入口连通,所述分料器内部设置分料轮,所述分料轮两端通过轴承副与分料器的壳体配合安装,本快速成型自动送粉铺粉装置,采用自动送料,并分料铺设的方式,保证铺粉的均匀性,而且能够针对不同壁厚的工件调节分料器出口的大小,提升铺粉速度,而且加入打磨装置,对烧结面打磨,提升烧结面的表面度,不影响二次铺粉的附着

一种激光融化铺粉快速成型装置.pdf
本发明公开了一种激光融化铺粉快速成型装置,包括底板,所述底板的上表面与固定板的下表面固定连接,所述固定板的左侧面固定连接有第二驱动装置,所述第二驱动装置的左侧面固定连接有扇叶。该激光融化铺粉快速成型装置,通过设置第一电机、第一轴承、第一转轴、主动轮、从动轮、皮带、第二电机和扇叶,第二电机工作时能带动扇叶旋转,从而能快速对融化的粉料吹干,且第一电机工作时能带动主动轮旋转,主动轮通过皮带能带动从动轮旋转,从动轮能带动第一转轴旋转,从而使第一电机工作时能带动模具旋转,从而使扇叶给模具不同的位置吹风,从而能快速的
一种SLS快速成型双辊铺粉装置.pdf
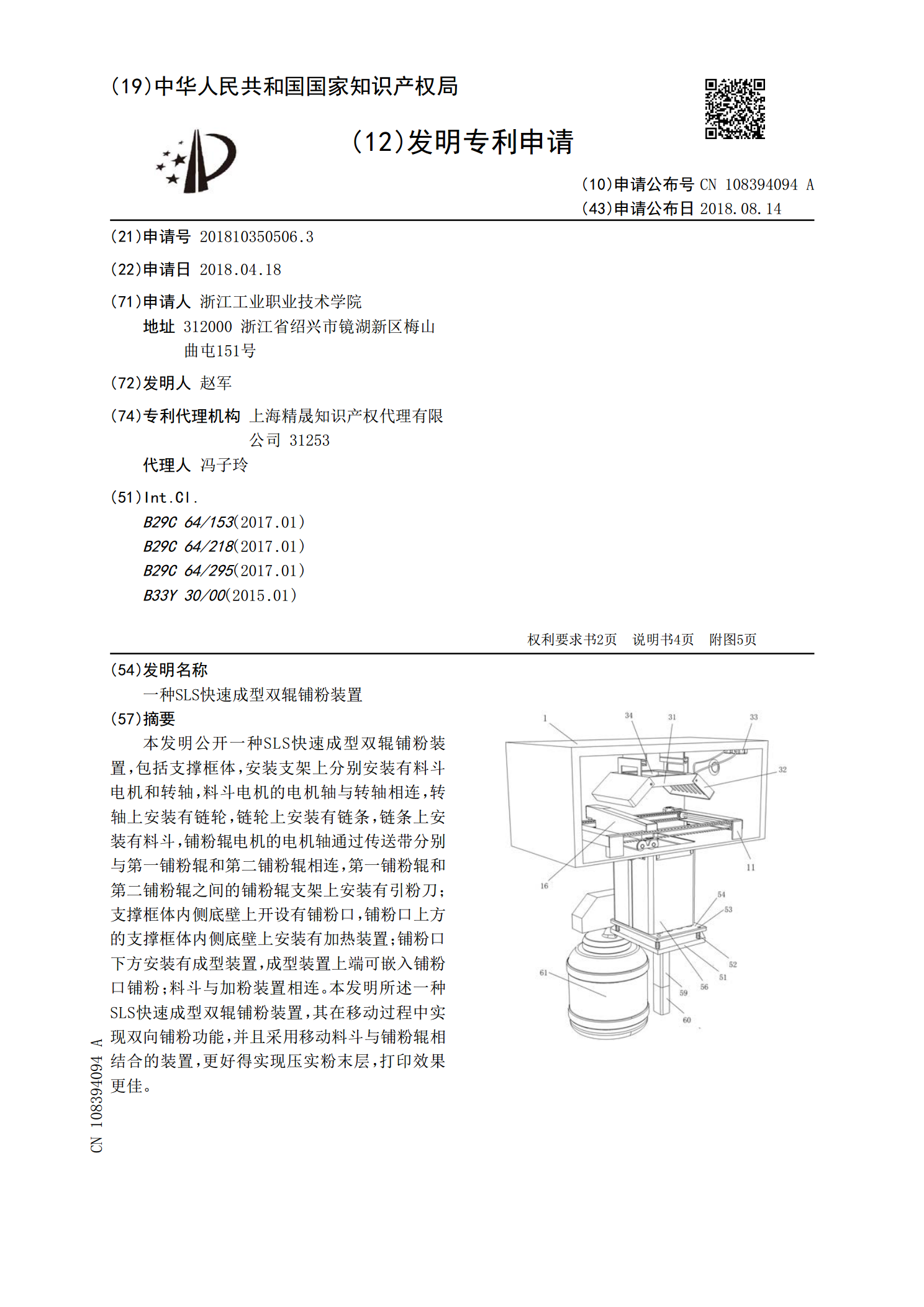
本发明公开一种SLS快速成型双辊铺粉装置,包括支撑框体,安装支架上分别安装有料斗电机和转轴,料斗电机的电机轴与转轴相连,转轴上安装有链轮,链轮上安装有链条,链条上安装有料斗,铺粉辊电机的电机轴通过传送带分别与第一铺粉辊和第二铺粉辊相连,第一铺粉辊和第二铺粉辊之间的铺粉辊支架上安装有引粉刀;支撑框体内侧底壁上开设有铺粉口,铺粉口上方的支撑框体内侧底壁上安装有加热装置;铺粉口下方安装有成型装置,成型装置上端可嵌入铺粉口铺粉;料斗与加粉装置相连。本发明所述一种SLS快速成型双辊铺粉装置,其在移动过程中实现双向铺
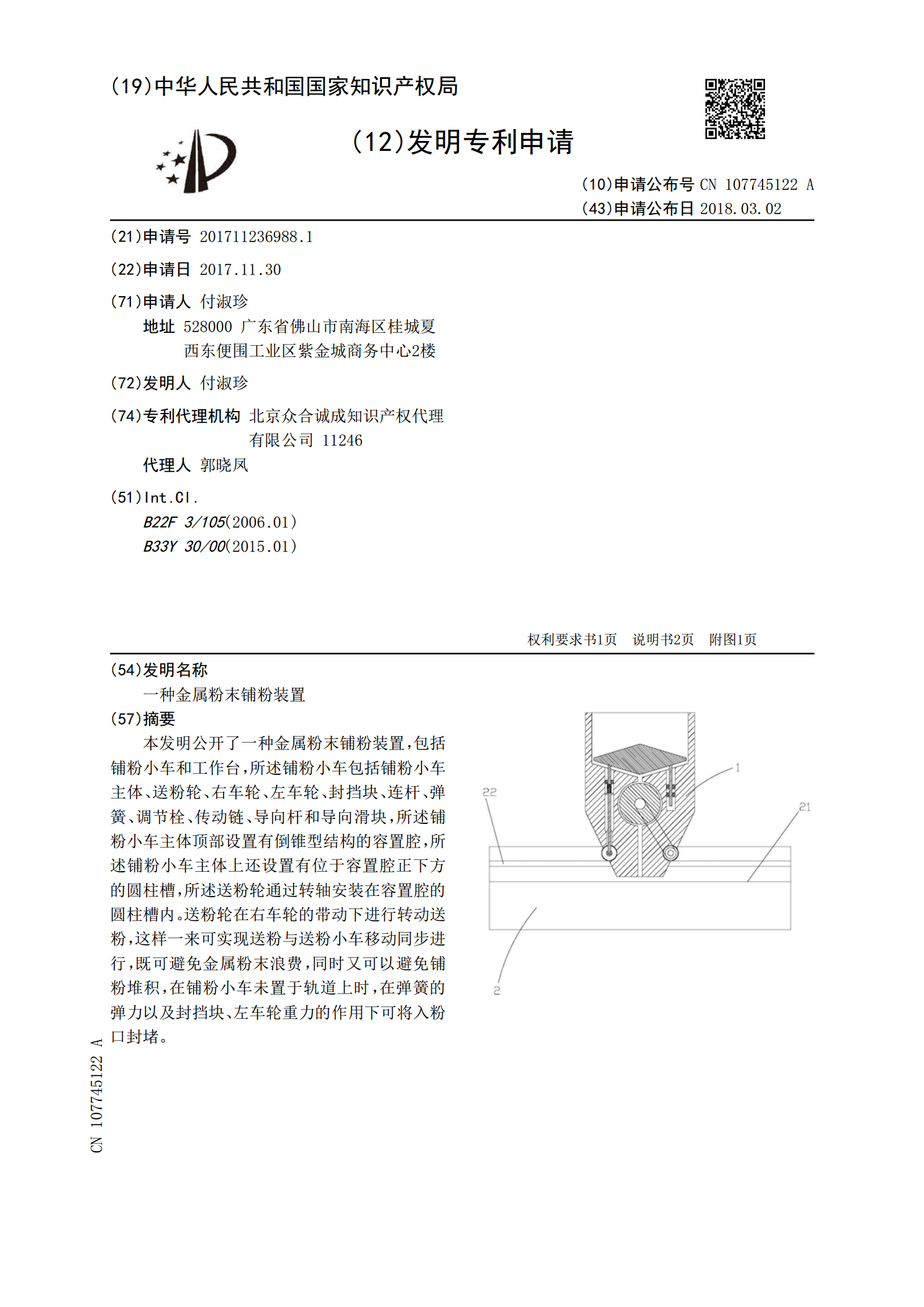
一种金属粉末铺粉装置.pdf
本发明公开了一种金属粉末铺粉装置,包括铺粉小车和工作台,所述铺粉小车包括铺粉小车主体、送粉轮、右车轮、左车轮、封挡块、连杆、弹簧、调节栓、传动链、导向杆和导向滑块,所述铺粉小车主体顶部设置有倒锥型结构的容置腔,所述铺粉小车主体上还设置有位于容置腔正下方的圆柱槽,所述送粉轮通过转轴安装在容置腔的圆柱槽内。送粉轮在右车轮的带动下进行转动送粉,这样一来可实现送粉与送粉小车移动同步进行,既可避免金属粉末浪费,同时又可以避免铺粉堆积,在铺粉小车未置于轨道上时,在弹簧的弹力以及封挡块、左车轮重力的作用下可将入粉口封堵