
一种聚氨酯落料冲孔复合微冲裁模具.pdf

永梅****33

1/5
2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种聚氨酯落料冲孔复合微冲裁模具.pdf
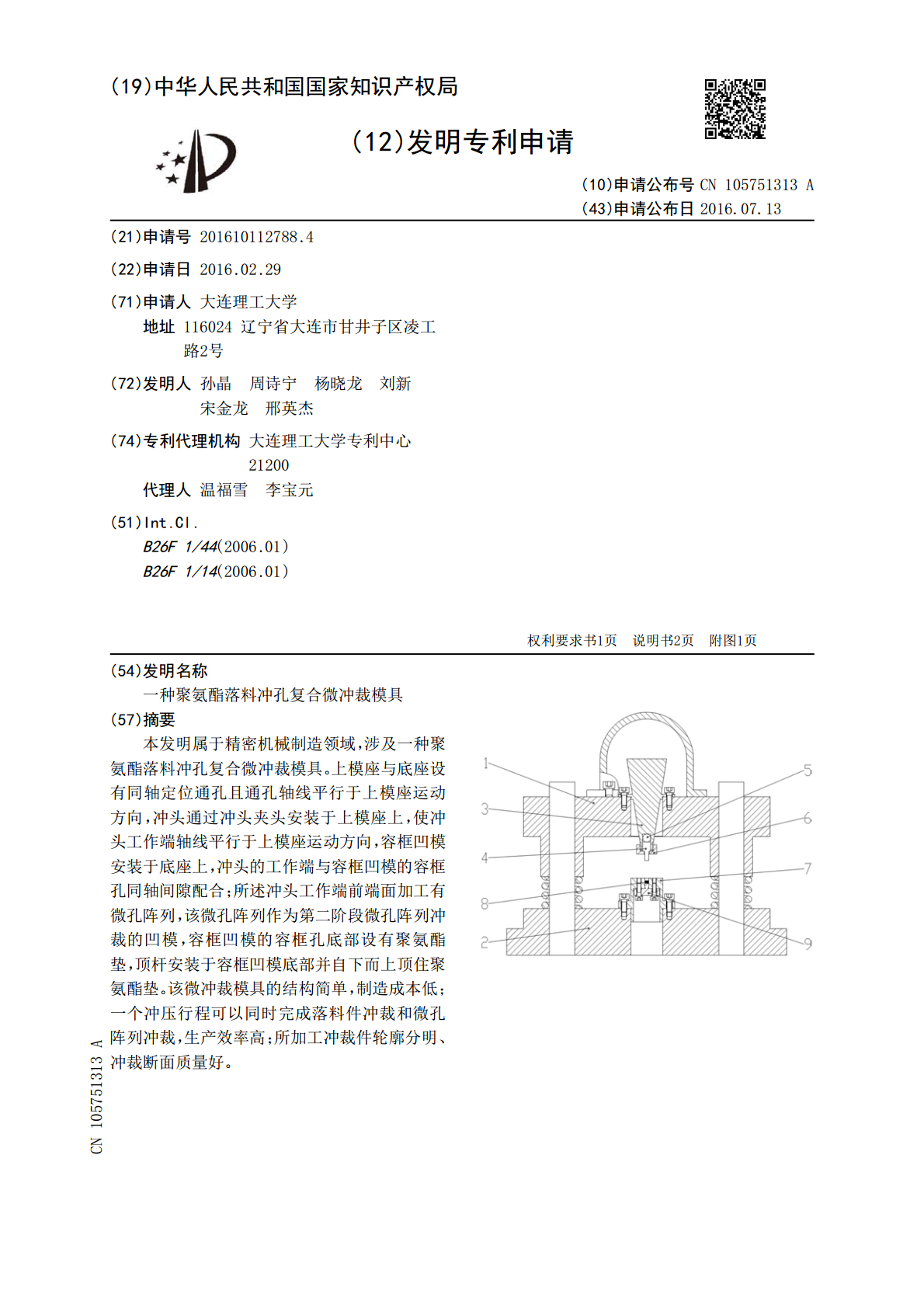
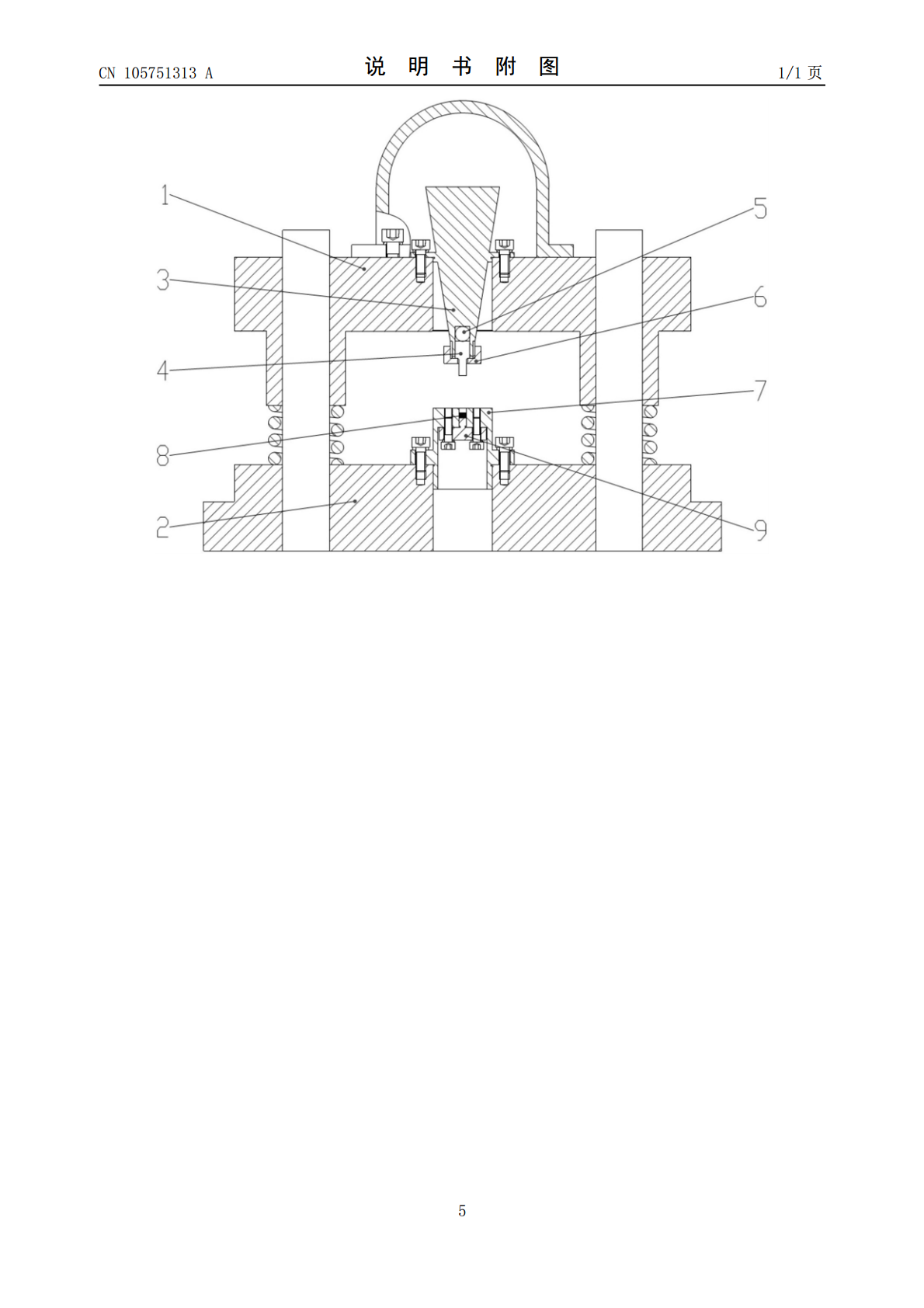
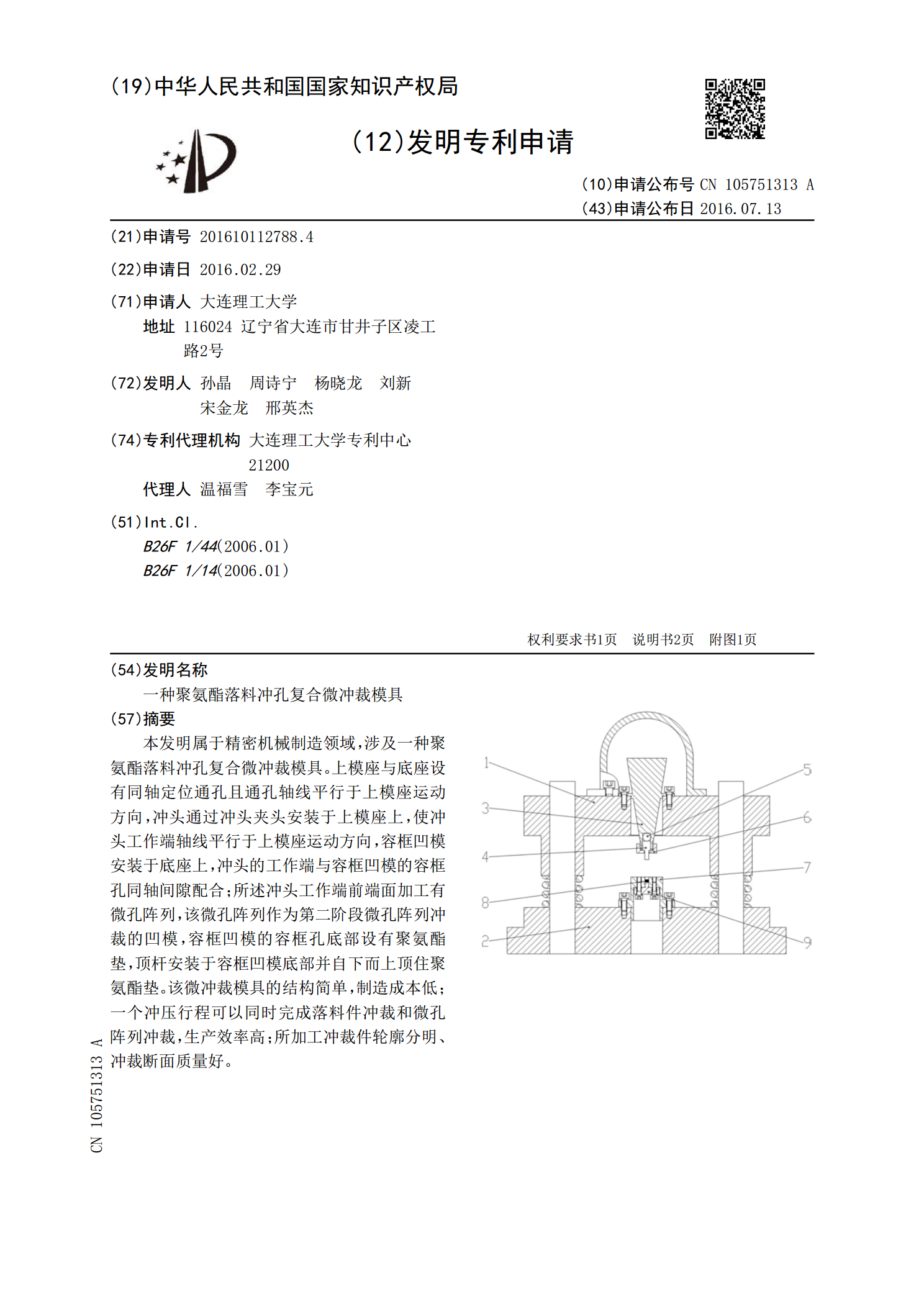
本发明属于精密机械制造领域,涉及一种聚氨酯落料冲孔复合微冲裁模具。上模座与底座设有同轴定位通孔且通孔轴线平行于上模座运动方向,冲头通过冲头夹头安装于上模座上,使冲头工作端轴线平行于上模座运动方向,容框凹模安装于底座上,冲头的工作端与容框凹模的容框孔同轴间隙配合;所述冲头工作端前端面加工有微孔阵列,该微孔阵列作为第二阶段微孔阵列冲裁的凹模,容框凹模的容框孔底部设有聚氨酯垫,顶杆安装于容框凹模底部并自下而上顶住聚氨酯垫。该微冲裁模具的结构简单,制造成本低;一个冲压行程可以同时完成落料件冲裁和微孔阵列冲裁,生产

落料冲孔复合模设计实例—连接板冲裁零件.docx
图示连接板冲裁零件,材料为10钢,厚度为2mm,该零件年产量20万件,试确定该零件的冲压工艺方案,并设计模具。冲压工艺性分析及工艺方案确定冲压工艺性分析该零件的材料为10钢,冲压性能好,形状简单。零件图上所有为标注公差的尺寸,属于自由尺寸,可按IT14级确定工件尺寸的公差。孔中心距40mm的公差为0.3,属于12级精度。所以普通冲裁就可以达到零件的精度要求。冲压工艺方案该零件的成形包括落料和冲孔两个基本工序,由于该零件的生产批量大,形状简单,所以该零件宜采用复合成形方式加工。排样设计根据该零件毛坯的形状特

落料冲孔复合模设计实例—连接板冲裁零件.doc
图示连接板冲裁零件,材料为10钢,厚度为2mm,该零件年产量20万件,试确定该零件的冲压工艺方案,并设计模具。冲压工艺性分析及工艺方案确定冲压工艺性分析该零件的材料为10钢,冲压性能好,形状简单。零件图上所有为标注公差的尺寸,属于自由尺寸,可按IT14级确定工件尺寸的公差。孔中心距40mm的公差为0.3,属于12级精度。所以普通冲裁就可以达到零件的精度要求。冲压工艺方案该零件的成形包括落料和冲孔两个基本工序,由于该零件的生产批量大,形状简单,所以该零件宜采用复合成形方式加工。排样设计根据该零件毛坯的形状特
倒装复合冲裁模具毕业设计——垫片的冲孔落料复合模设计.pdf
自动分料冲裁复合模具.pdf
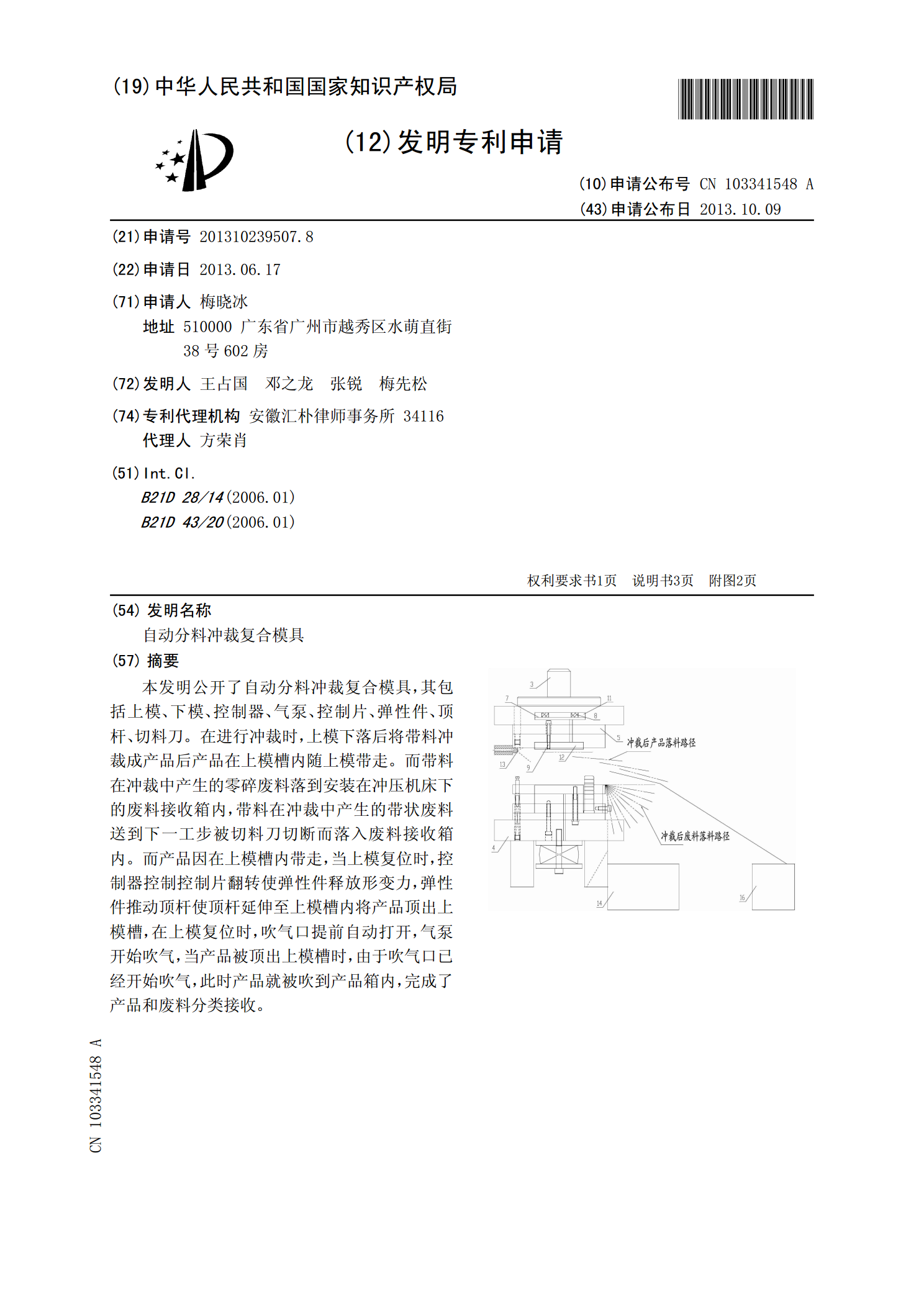
本发明公开了自动分料冲裁复合模具,其包括上模、下模、控制器、气泵、控制片、弹性件、顶杆、切料刀。在进行冲裁时,上模下落后将带料冲裁成产品后产品在上模槽内随上模带走。而带料在冲裁中产生的零碎废料落到安装在冲压机床下的废料接收箱内,带料在冲裁中产生的带状废料送到下一工步被切料刀切断而落入废料接收箱内。而产品因在上模槽内带走,当上模复位时,控制器控制控制片翻转使弹性件释放形变力,弹性件推动顶杆使顶杆延伸至上模槽内将产品顶出上模槽,在上模复位时,吹气口提前自动打开,气泵开始吹气,当产品被顶出上模槽时,由于吹气口已