
大气贴合装置及该大气贴合装置的贴合工艺.pdf

依波****bc


1/10

2/10
3/10

4/10
5/10
6/10
7/10

8/10
9/10
10/10
亲,该文档总共14页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
大气贴合装置及该大气贴合装置的贴合工艺.pdf
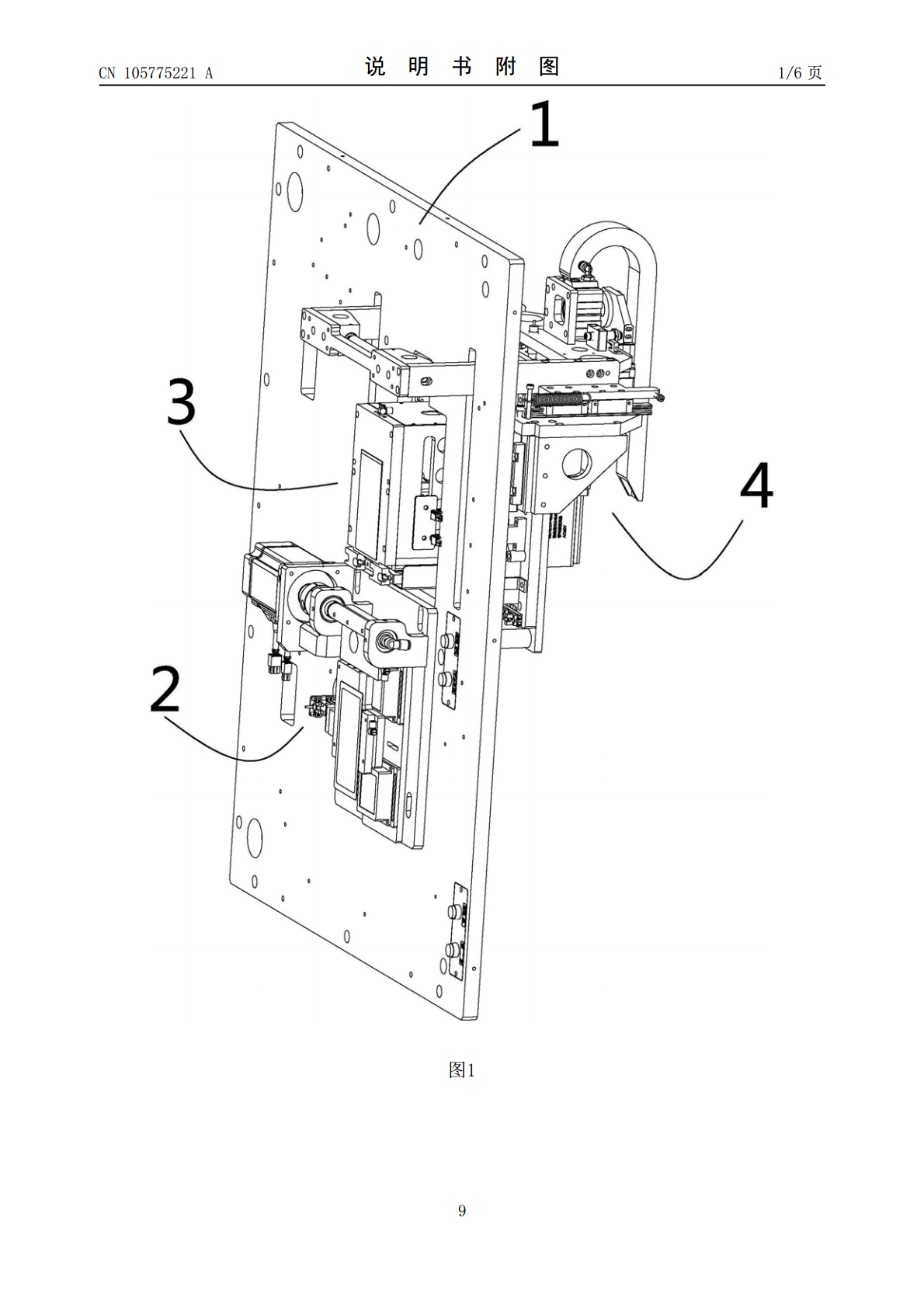
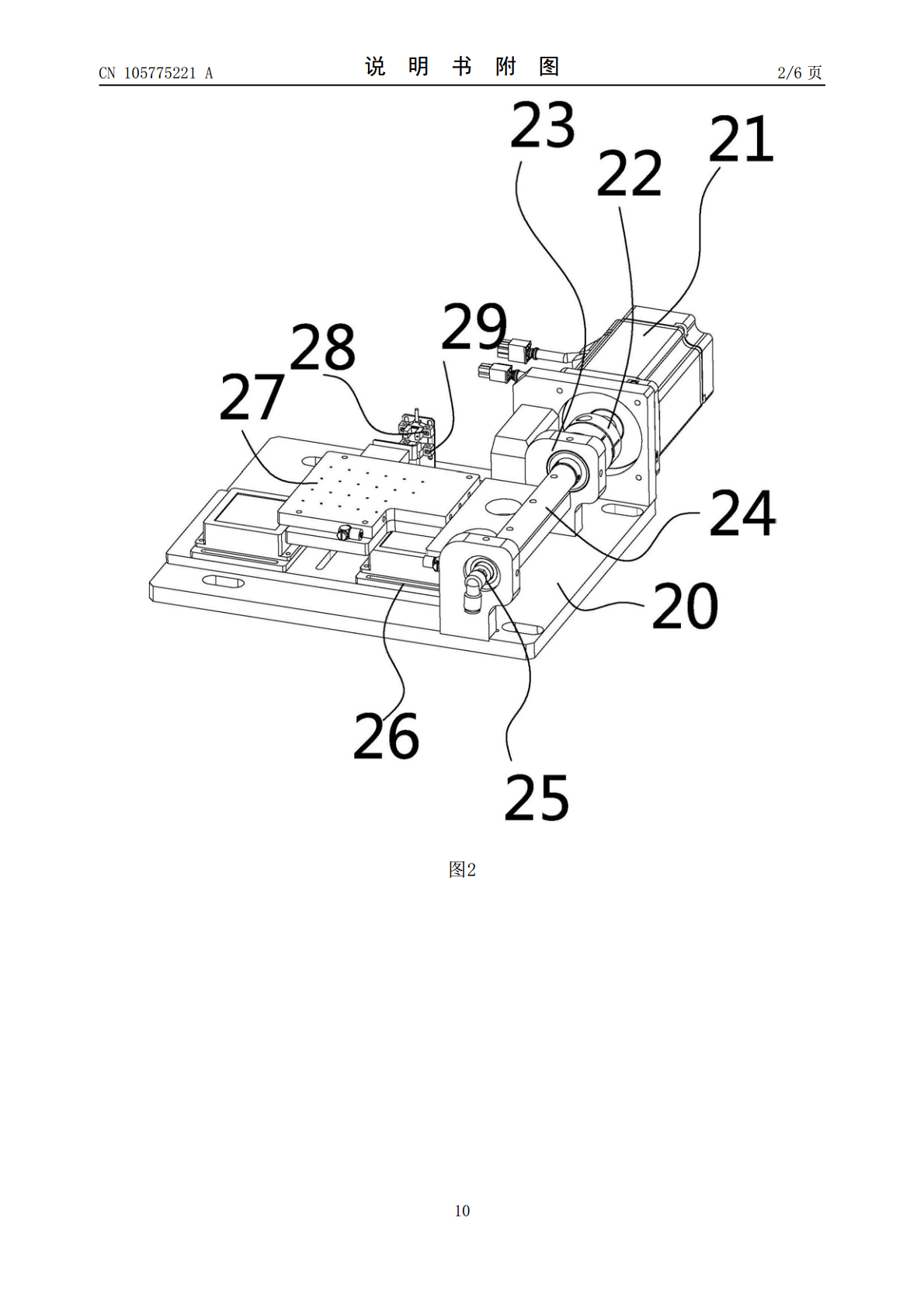
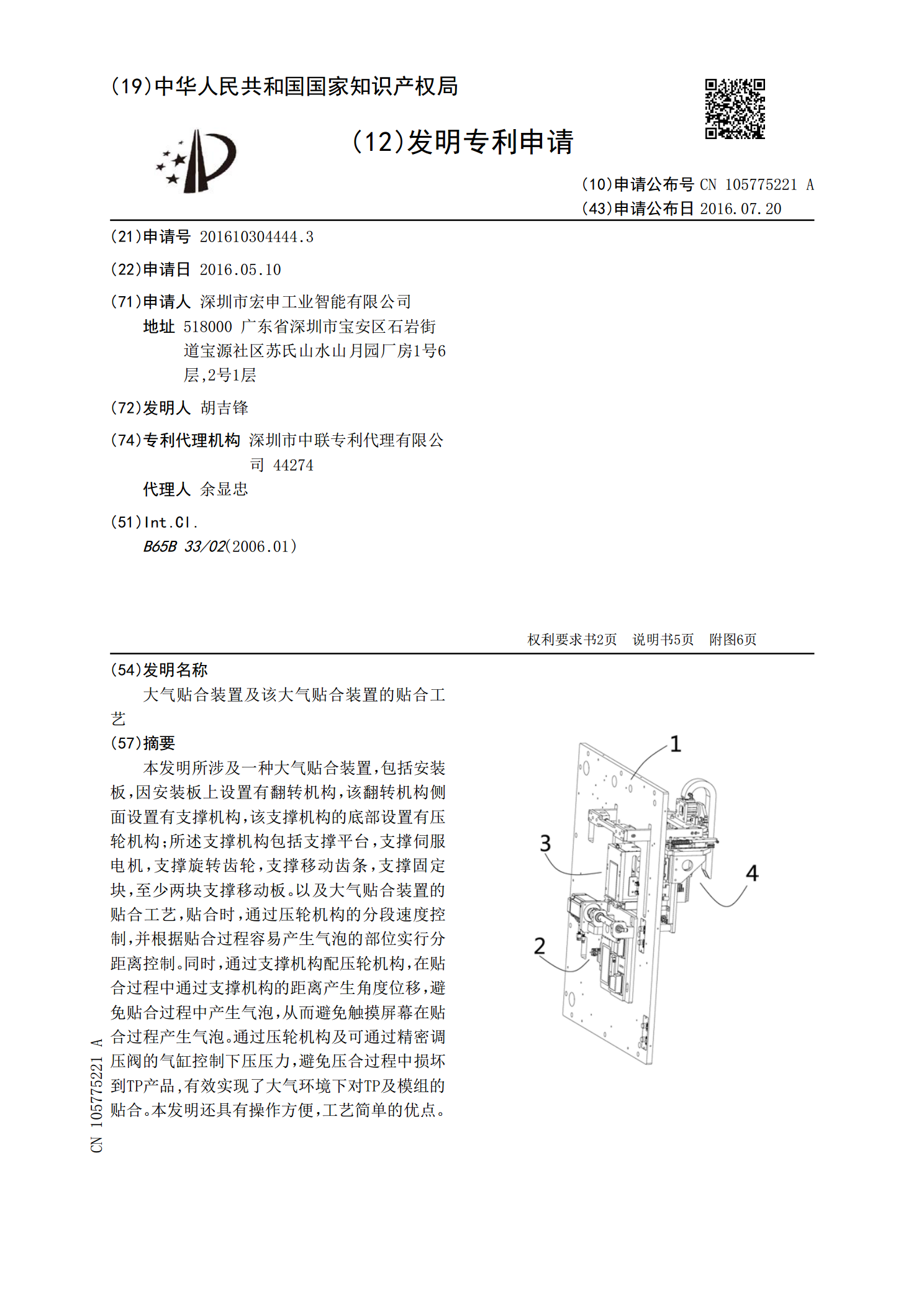
本发明所涉及一种大气贴合装置,包括安装板,因安装板上设置有翻转机构,该翻转机构侧面设置有支撑机构,该支撑机构的底部设置有压轮机构;所述支撑机构包括支撑平台,支撑伺服电机,支撑旋转齿轮,支撑移动齿条,支撑固定块,至少两块支撑移动板。以及大气贴合装置的贴合工艺,贴合时,通过压轮机构的分段速度控制,并根据贴合过程容易产生气泡的部位实行分距离控制。同时,通过支撑机构配压轮机构,在贴合过程中通过支撑机构的距离产生角度位移,避免贴合过程中产生气泡,从而避免触摸屏幕在贴合过程产生气泡。通过压轮机构及可通过精密调压阀的气
TPU布料贴合装置及贴合工艺.pdf
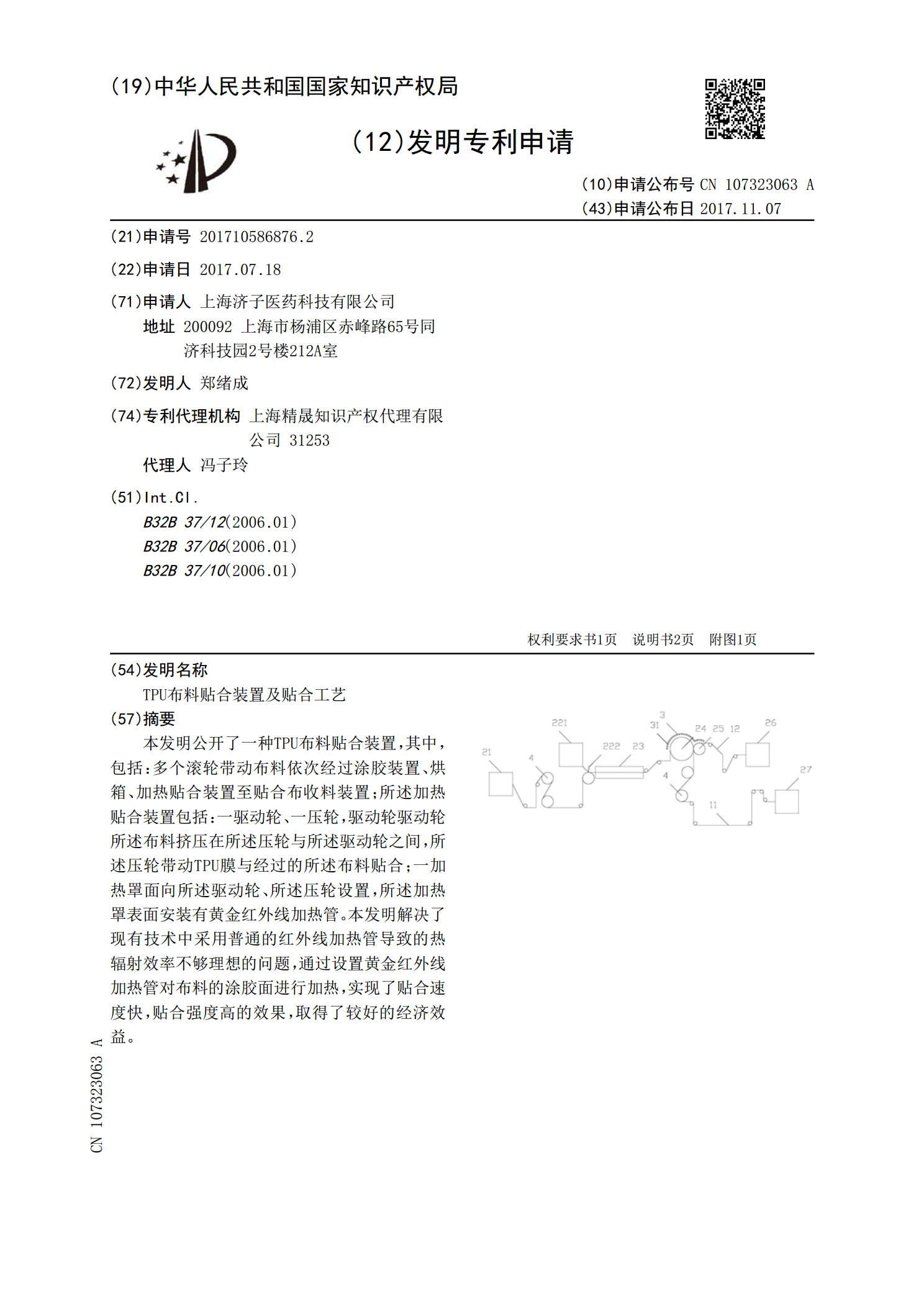
本发明公开了一种TPU布料贴合装置,其中,包括:多个滚轮带动布料依次经过涂胶装置、烘箱、加热贴合装置至贴合布收料装置;所述加热贴合装置包括:一驱动轮、一压轮,驱动轮驱动轮所述布料挤压在所述压轮与所述驱动轮之间,所述压轮带动TPU膜与经过的所述布料贴合;一加热罩面向所述驱动轮、所述压轮设置,所述加热罩表面安装有黄金红外线加热管。本发明解决了现有技术中采用普通的红外线加热管导致的热辐射效率不够理想的问题,通过设置黄金红外线加热管对布料的涂胶面进行加热,实现了贴合速度快,贴合强度高的效果,取得了较好的经济效益。

贴合装置及柔性膜的贴合方法.pdf
本发明公开了一种贴合装置及柔性膜的贴合方法,贴合装置,包括:第一基台,用于固定放置被贴合装置;圆辊轮,包括两个半圆辊轮,每个所述半圆辊轮包括半圆轴杆和套在所述半圆轴杆外的半圆主轴部;滑轨,所述滑轨与第一基台平行且所述滑轨可带动圆辊轮平行靠近或远离第一基台;两个半圆辊轮对合在一起时,两个半圆轴杆组合形成圆轴杆,两个半圆主轴部组合形成圆主轴部;两个半圆辊轮分开时,每个所述半圆轴杆可沿所述滑轨带动半圆主轴部滚动;所述圆主轴部的圆形外周长大于或等于被贴合装置在半圆主轴部滚动方向的长度。本发明与现有技术相比,提高了
贴合装置.pdf
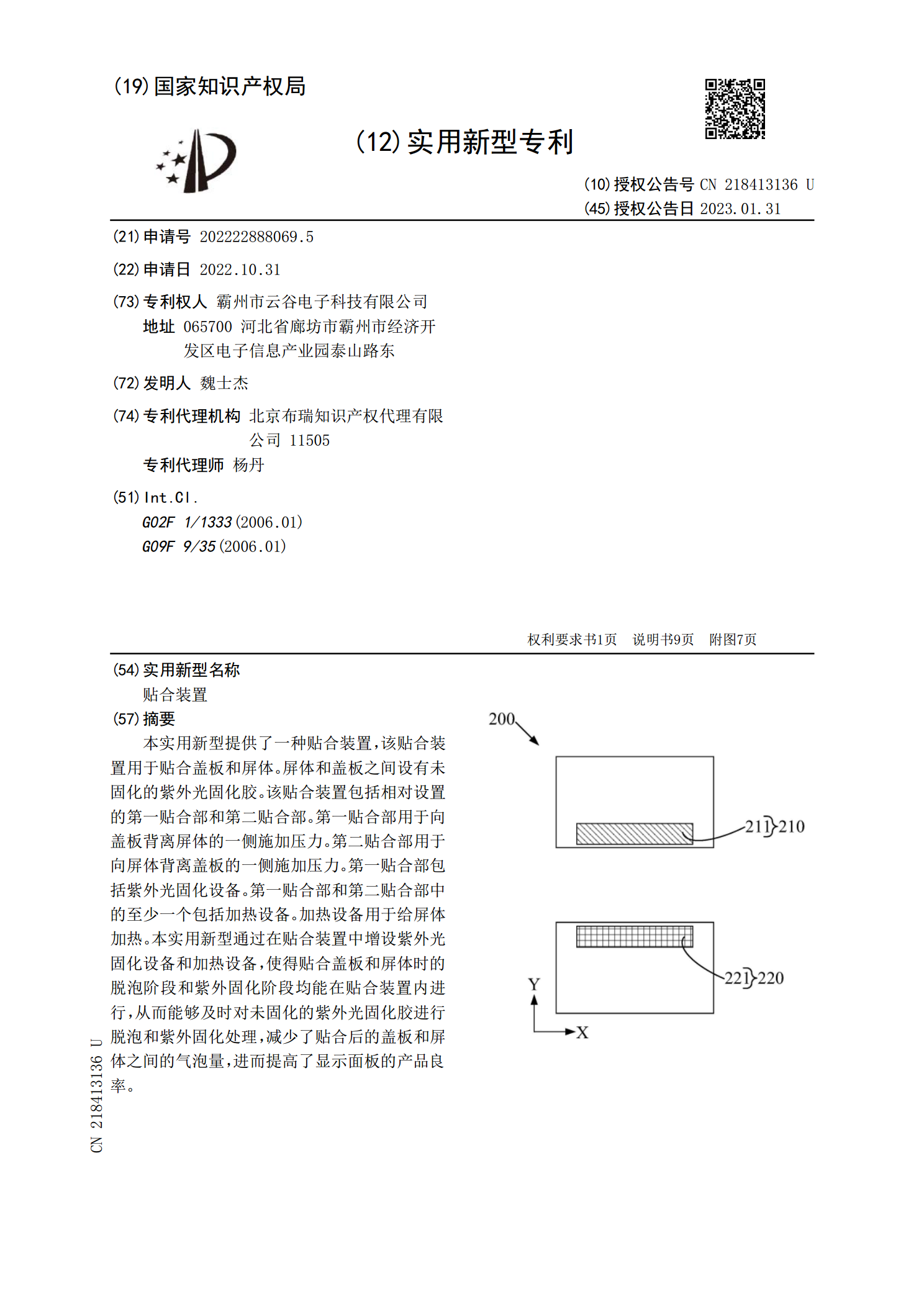
本实用新型提供了一种贴合装置,该贴合装置用于贴合盖板和屏体。屏体和盖板之间设有未固化的紫外光固化胶。该贴合装置包括相对设置的第一贴合部和第二贴合部。第一贴合部用于向盖板背离屏体的一侧施加压力。第二贴合部用于向屏体背离盖板的一侧施加压力。第一贴合部包括紫外光固化设备。第一贴合部和第二贴合部中的至少一个包括加热设备。加热设备用于给屏体加热。本实用新型通过在贴合装置中增设紫外光固化设备和加热设备,使得贴合盖板和屏体时的脱泡阶段和紫外固化阶段均能在贴合装置内进行,从而能够及时对未固化的紫外光固化胶进行脱泡和紫外固
光学胶贴合方法及其贴合装置.pdf
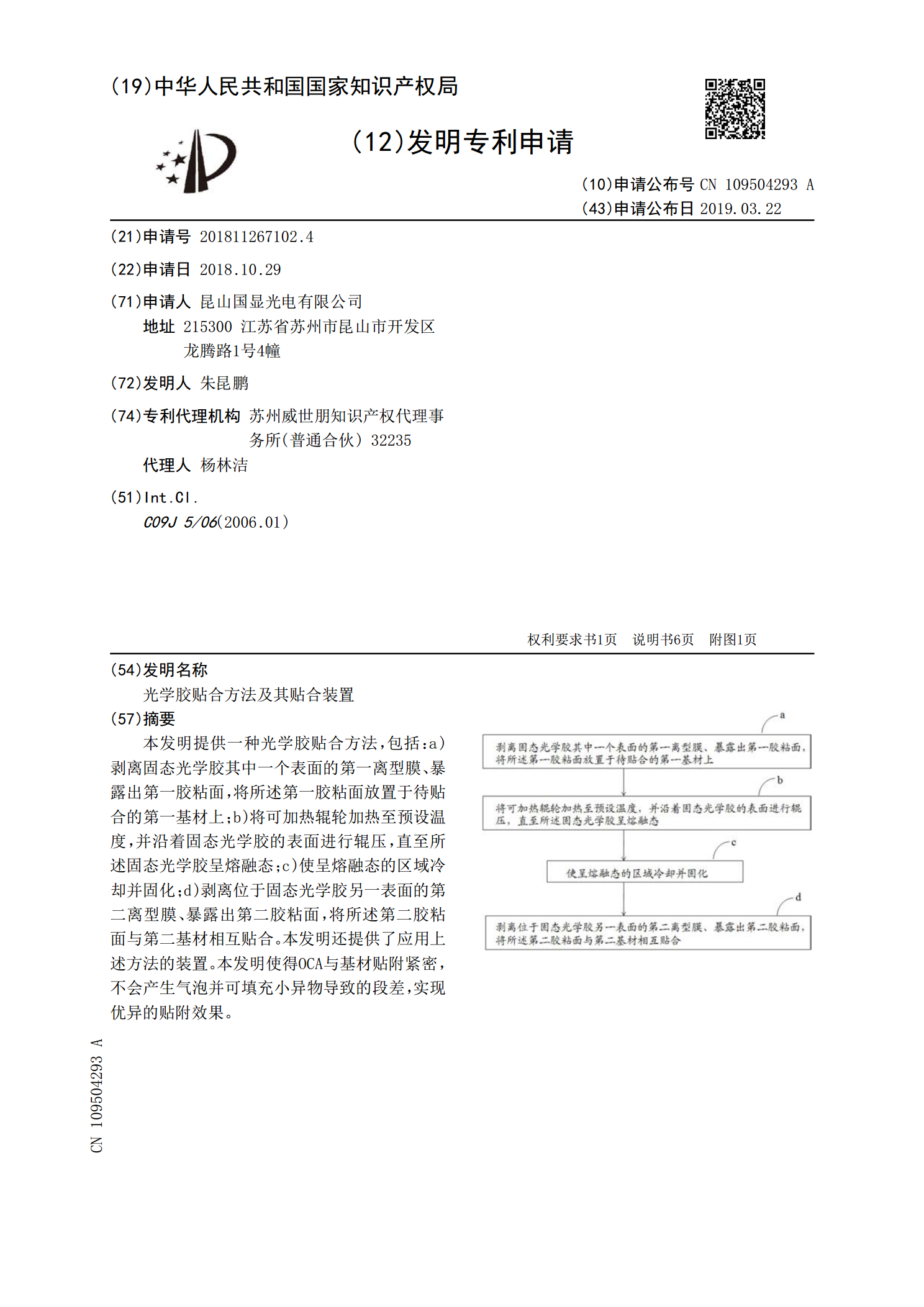
本发明提供一种光学胶贴合方法,包括:a)剥离固态光学胶其中一个表面的第一离型膜、暴露出第一胶粘面,将所述第一胶粘面放置于待贴合的第一基材上;b)将可加热辊轮加热至预设温度,并沿着固态光学胶的表面进行辊压,直至所述固态光学胶呈熔融态;c)使呈熔融态的区域冷却并固化;d)剥离位于固态光学胶另一表面的第二离型膜、暴露出第二胶粘面,将所述第二胶粘面与第二基材相互贴合。本发明还提供了应用上述方法的装置。本发明使得OCA与基材贴附紧密,不会产生气泡并可填充小异物导致的段差,实现优异的贴附效果。