
滑动部件的纹理加工方法以及滑动部件.pdf

哲妍****彩妍

1/10
2/10
3/10
4/10
5/10

6/10
7/10
8/10

9/10
10/10
亲,该文档总共15页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
滑动部件的纹理加工方法以及滑动部件.pdf
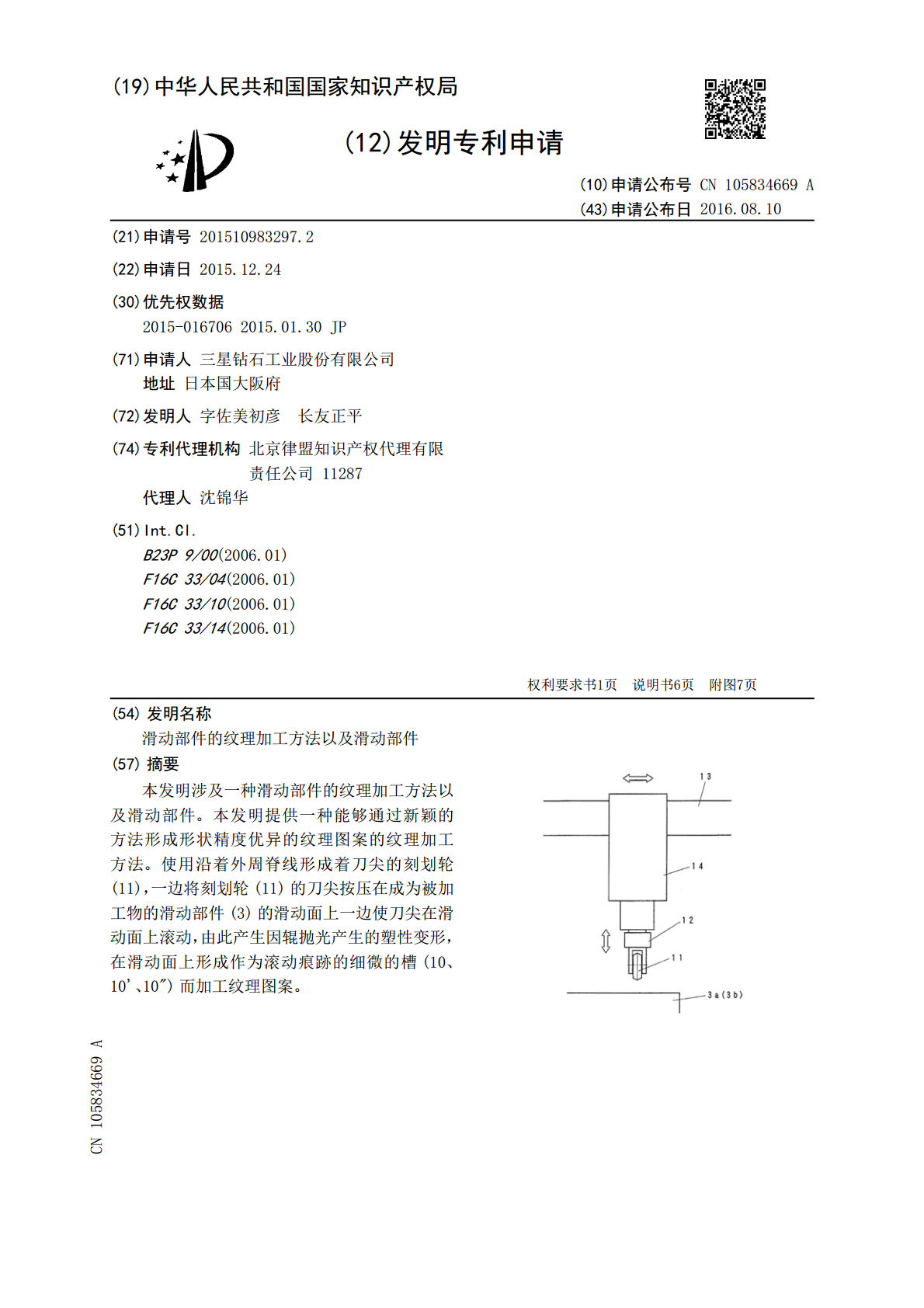
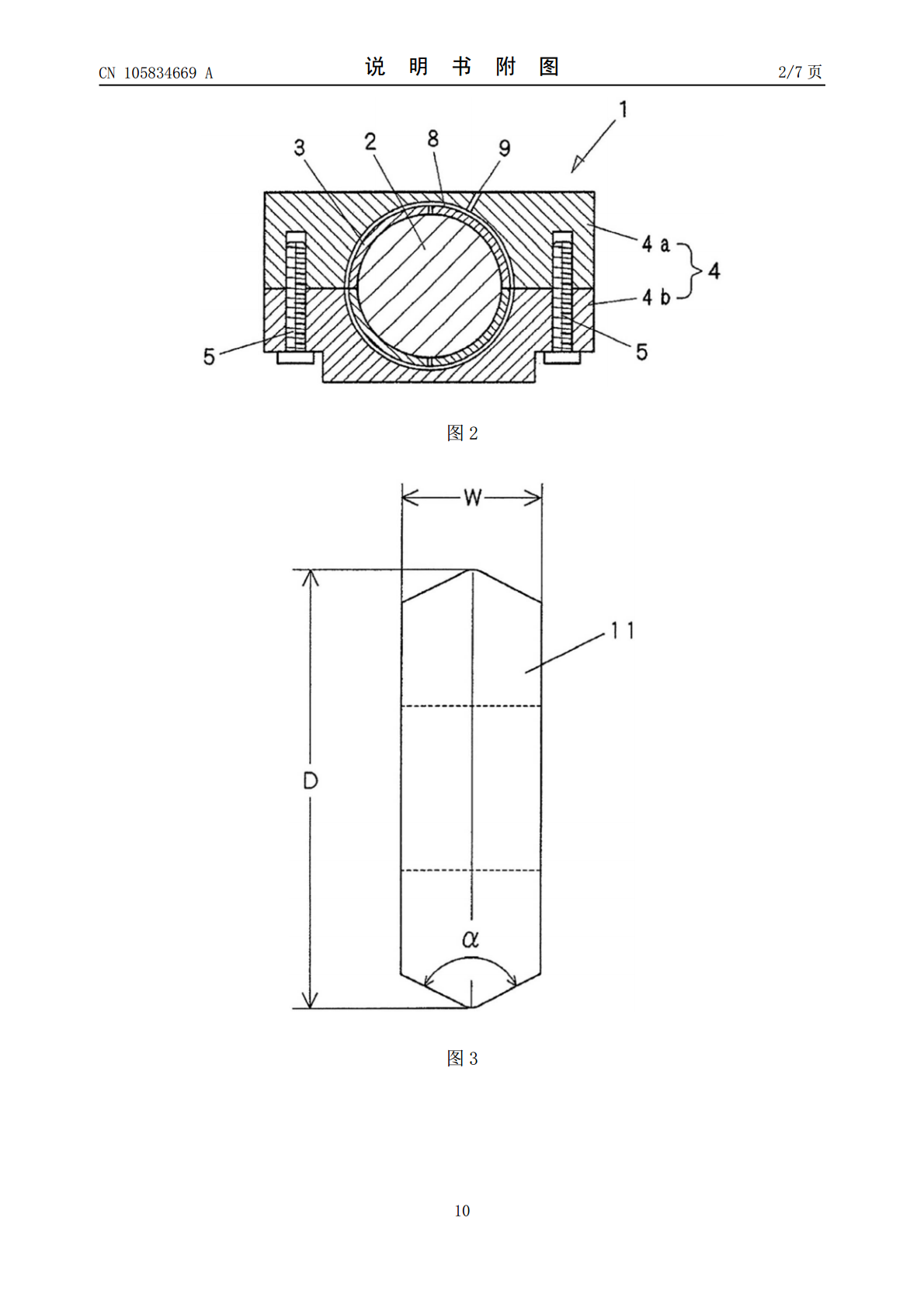
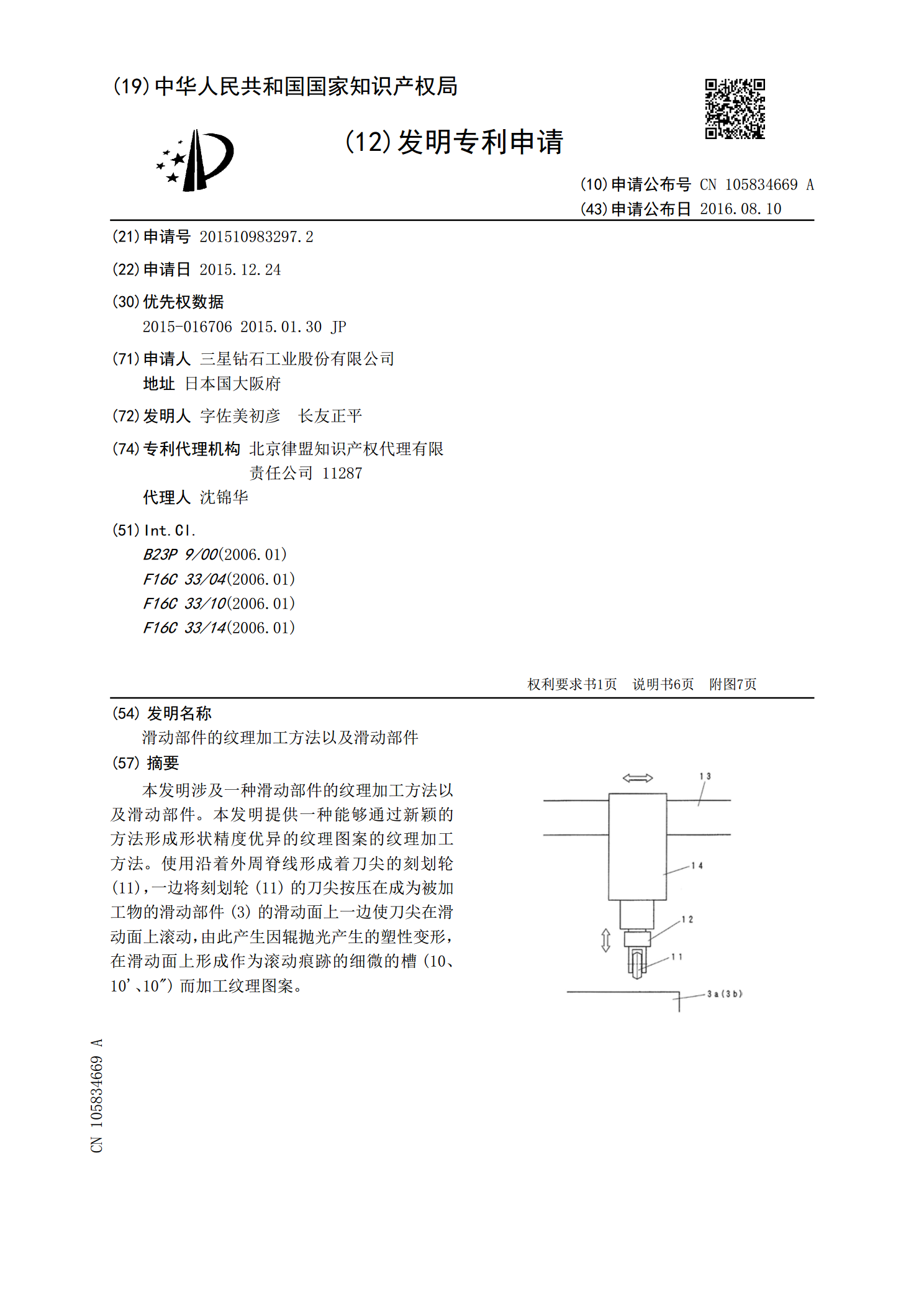
本发明涉及一种滑动部件的纹理加工方法以及滑动部件。本发明提供一种能够通过新颖的方法形成形状精度优异的纹理图案的纹理加工方法。使用沿着外周脊线形成着刀尖的刻划轮(11),一边将刻划轮(11)的刀尖按压在成为被加工物的滑动部件(3)的滑动面上一边使刀尖在滑动面上滚动,由此产生因辊抛光产生的塑性变形,在滑动面上形成作为滚动痕跡的细微的槽(10、10'、10")而加工纹理图案。
窗帘的前端滑动部件以及窗帘的前端滑动部件的组装方法.pdf
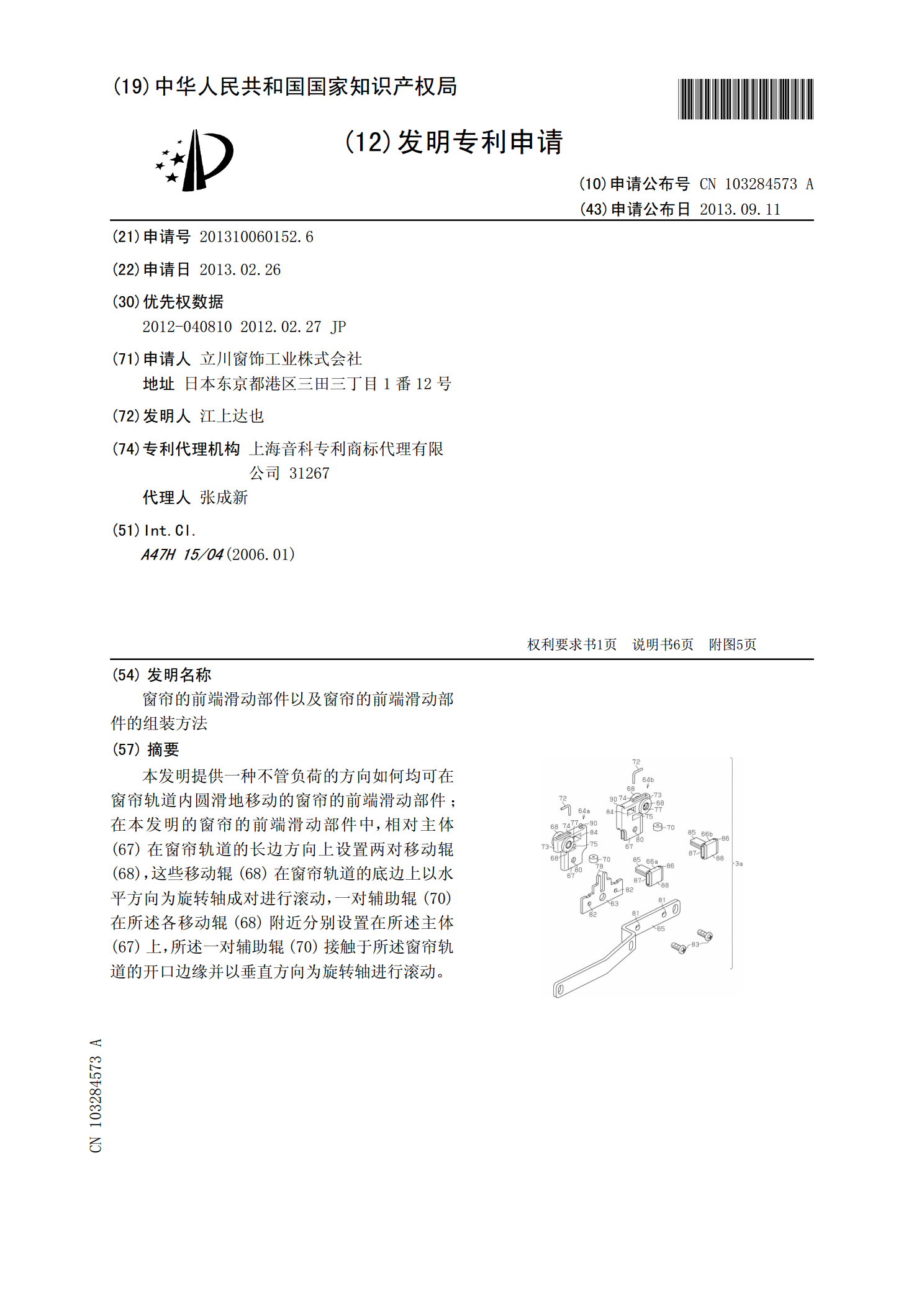
本发明提供一种不管负荷的方向如何均可在窗帘轨道内圆滑地移动的窗帘的前端滑动部件;在本发明的窗帘的前端滑动部件中,相对主体(67)在窗帘轨道的长边方向上设置两对移动辊(68),这些移动辊(68)在窗帘轨道的底边上以水平方向为旋转轴成对进行滚动,一对辅助辊(70)在所述各移动辊(68)附近分别设置在所述主体(67)上,所述一对辅助辊(70)接触于所述窗帘轨道的开口边缘并以垂直方向为旋转轴进行滚动。

滑动部件、材料以及方法.pdf
一种滑动部件(100),诸如用于发动机的滑动部件,具有覆盖层(106),该覆盖层形成抵靠钢制轴颈等的轴承表面。覆盖层(106)由聚合材料的基体形成,并且用‑O和/或‑F基团功能化的石墨烯片分散在基体内。还提供了一种覆盖材料、一种石墨烯片填料和一种形成覆盖层的方法。

滑动部件及方法.pdf
滑动部件(100),例如用于内燃机的轴承壳,包括基底,其中,电绝缘基底部(130)在所述基底的前表面与后表面之间延伸。连接器(140),其被构造为延伸穿过所述基底的所述电绝缘基底部(130),提供从布置在所述基底的所述前表面处的电气部件(160)穿过所述基底的电连接。还提供了用于滑动部件中的连接器部件,以及制造滑动部件的方法。

滑动部件.pdf
提供一种滑动部件,能够稳定地降低伴随偏心旋转的滑动面的摩擦阻力。一种滑动部件(7),其具有伴随偏心旋转而相对滑动的滑动面(7a),其中,滑动面(7a)具有陆部(79)以及沿周向设置有多个的动压产生机构(70),动压产生机构(70)具有浅槽部(71)和深槽部(72),浅槽部(71)包围深槽部(72)的周围并与该深槽部(72)连通。