
一种用于扭杆双头加工的数控车床及其加工扭杆的方法.pdf

文宣****66


1/10
2/10

3/10
4/10

5/10

6/10
7/10
8/10

9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种用于扭杆双头加工的数控车床及其加工扭杆的方法.pdf
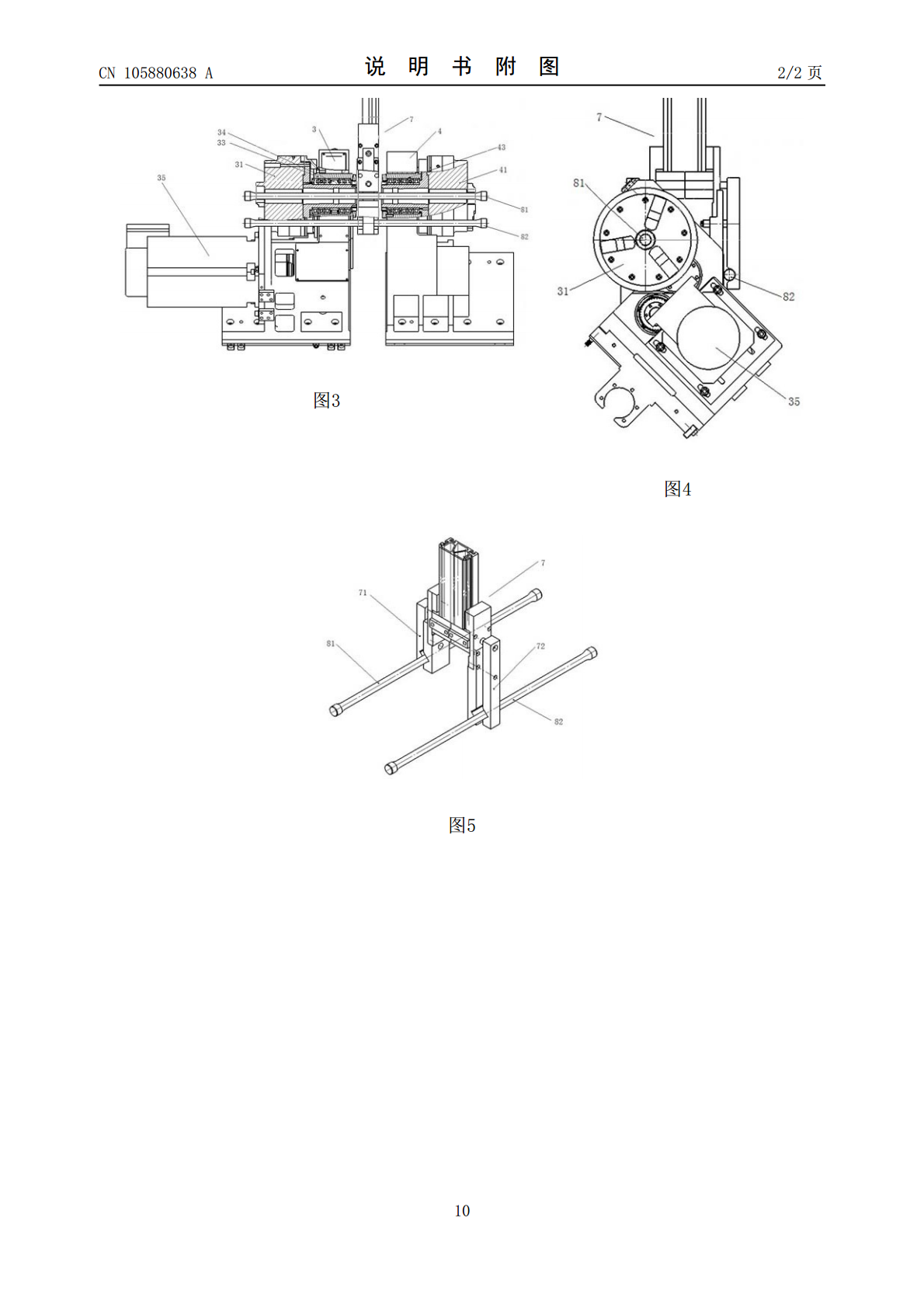
本发明涉及机床设计及其操作领域,具体涉及一种用于扭杆双头加工的数控车床及其加工扭杆的方法。该数控车床,包括床身、直线导轨、安装在直线导轨上主轴箱、用于安装刀具的液压刀架、所述主轴箱包括左主轴箱和右主轴箱,所述液压刀架包括左液压刀架和右液压刀架;所述左主轴箱上安装有前置式的左气动卡盘,所述左主轴箱内设置有精密主轴单元Ⅰ和带动左气动卡盘转动的精密齿轮传动系统,所述精密齿轮传动系统由伺服电机Ⅰ驱动;所述右主轴箱上安装有前置式的右气动卡盘,所述右主轴箱内设置有精密主轴单元Ⅱ;所述左气动卡盘和右气动卡盘分别配置有用

微机在扭杆加工中的应用.docx
微机在扭杆加工中的应用微机在扭杆加工中的应用摘要:随着科技的进步和微机技术的快速发展,微机在各个领域都有了广泛的应用。本文将探讨微机在扭杆加工中的应用,并从多个方面分析微机在扭杆加工中的优势和作用。一、引言扭杆是一种常见的机械零部件,常用于传动和转动系统中。在过去,扭杆加工是一项繁琐而复杂的工作,受限于技术和设备的条件。然而,随着微机技术的发展和应用,扭杆加工已经发生了很大的变革。微机在扭杆加工中起到了重要的作用,不仅提高了生产效率,还提高了产品的质量。二、微机在扭杆加工中的优势1.灵活性:微机可以通过编

双铰链扭杆.pdf
在双铰链轴向凸轮的实施例中,便携式设备包括与显示设备集成的第一壳体和可移动地耦合至第一壳体的第二壳体。双铰链附连到便携式设备的第一和第二壳体,且双铰链可用于使第一和第二壳体相对于彼此打开和关闭。扭杆可移动地耦合双铰链以便以大致相同的时间速率(timing?rate)打开和闭合,这可防止双铰链在第一和第二壳体相对于彼此打开和闭合时被绑定住。

一种转向机扭杆及其制造方法.pdf
本发明涉及一种转向机扭杆及其制造方法,包括长条圆柱状的杆体,所述的杆体的一端为输入轴安装部,另一端为齿轮轴安装部,所述的输入轴安装部以及齿轮轴安装部均设置有花键;扭杆材料经过原材料、探伤、去氧化皮、磨削、滚花键、调质处理、磨削、喷丸处理、探伤9个步骤后,得到成品的扭杆。本发明解决了转向机扭杆采用销子与其他部件连接造成的截面比较小,承载剪切应力能力比较弱和削弱传动件强度的问题,同时还提高了扭杆的疲劳强度,改善了扭杆滞弹性。
一种双横臂扭杆弹簧悬架.pdf
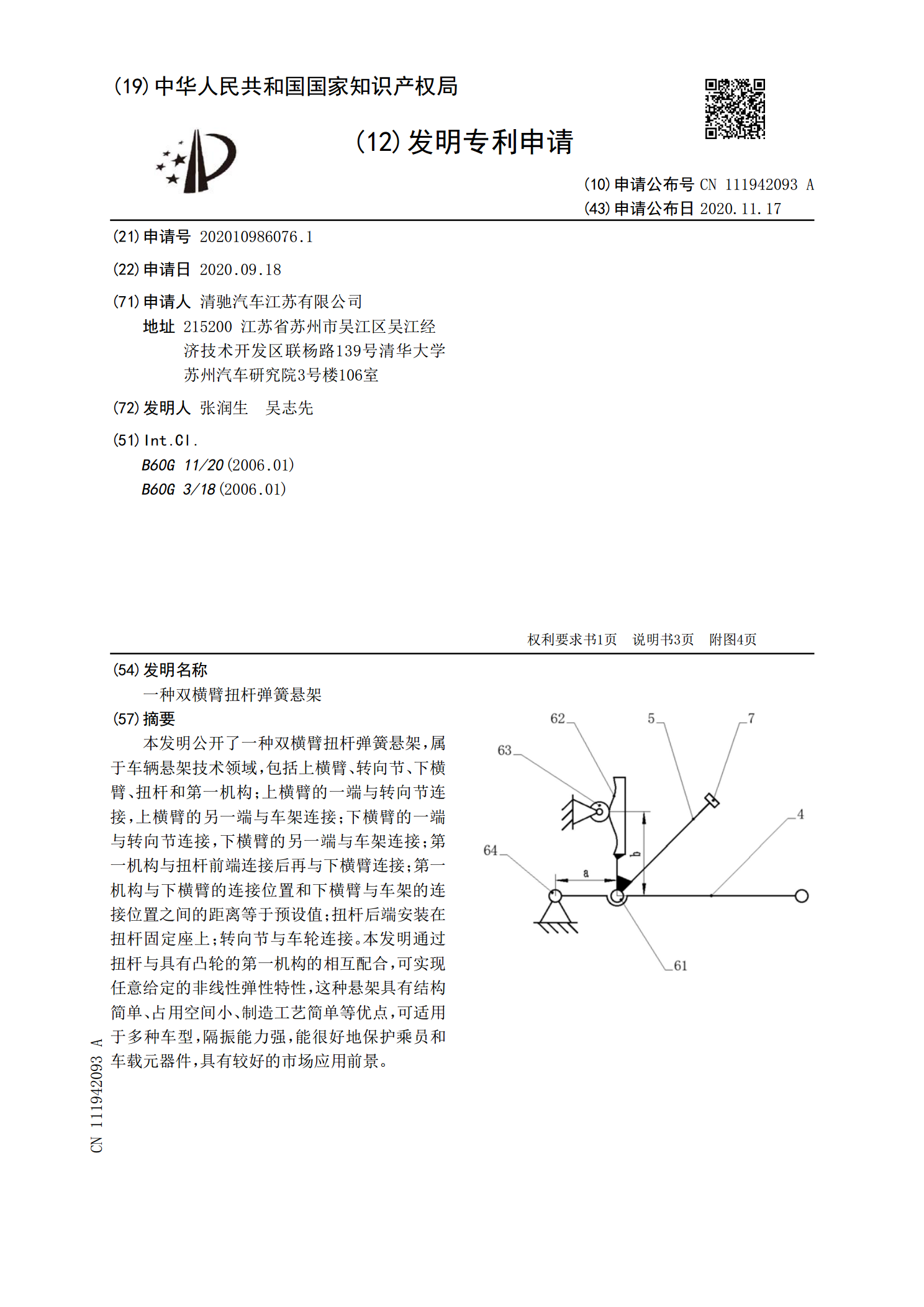
本发明公开了一种双横臂扭杆弹簧悬架,属于车辆悬架技术领域,包括上横臂、转向节、下横臂、扭杆和第一机构;上横臂的一端与转向节连接,上横臂的另一端与车架连接;下横臂的一端与转向节连接,下横臂的另一端与车架连接;第一机构与扭杆前端连接后再与下横臂连接;第一机构与下横臂的连接位置和下横臂与车架的连接位置之间的距离等于预设值;扭杆后端安装在扭杆固定座上;转向节与车轮连接。本发明通过扭杆与具有凸轮的第一机构的相互配合,可实现任意给定的非线性弹性特性,这种悬架具有结构简单、占用空间小、制造工艺简单等优点,可适用于多种车