
一种电芯极耳激光自动切割设备.pdf

霞英****娘子

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10

10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种电芯极耳激光自动切割设备.pdf
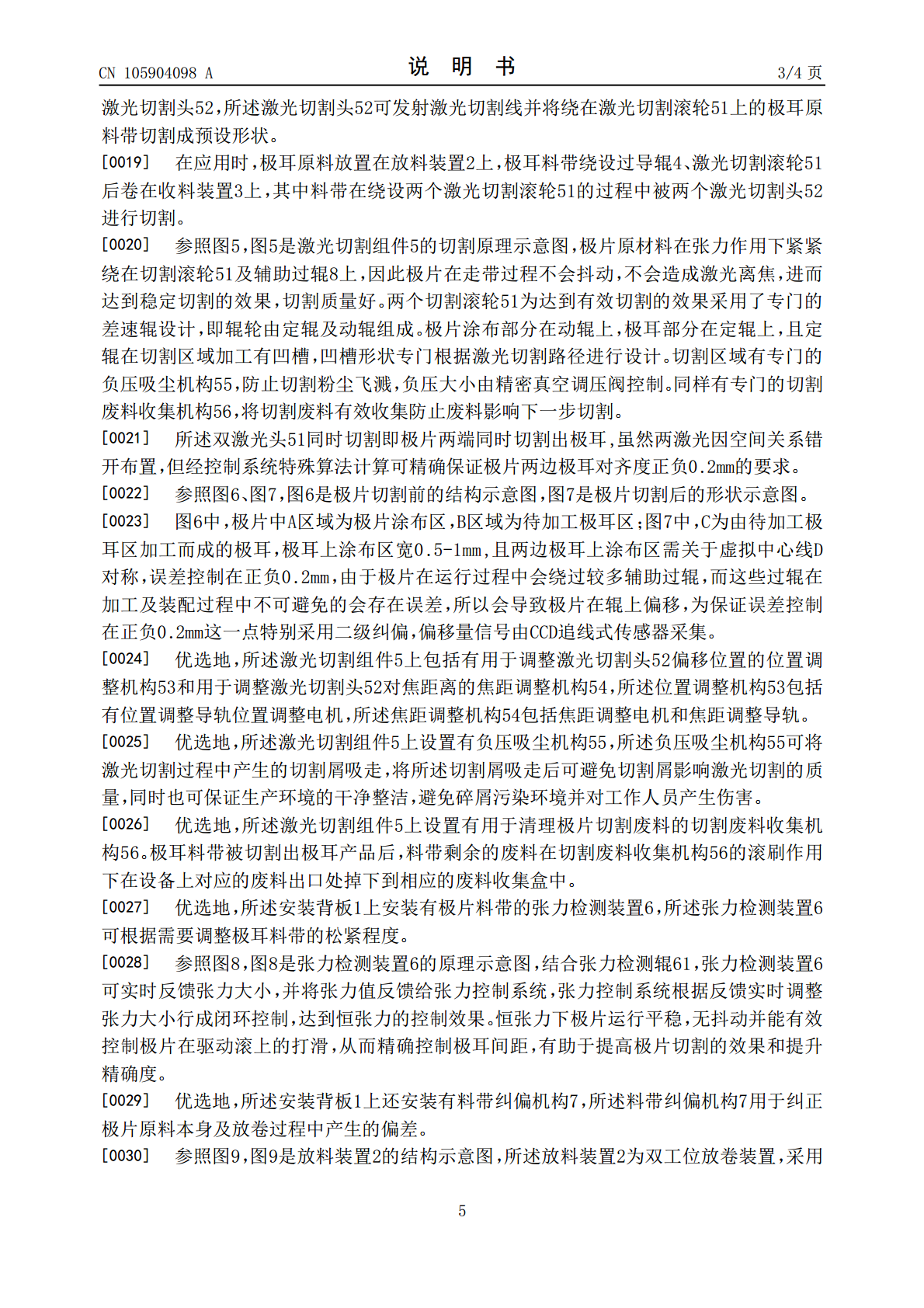
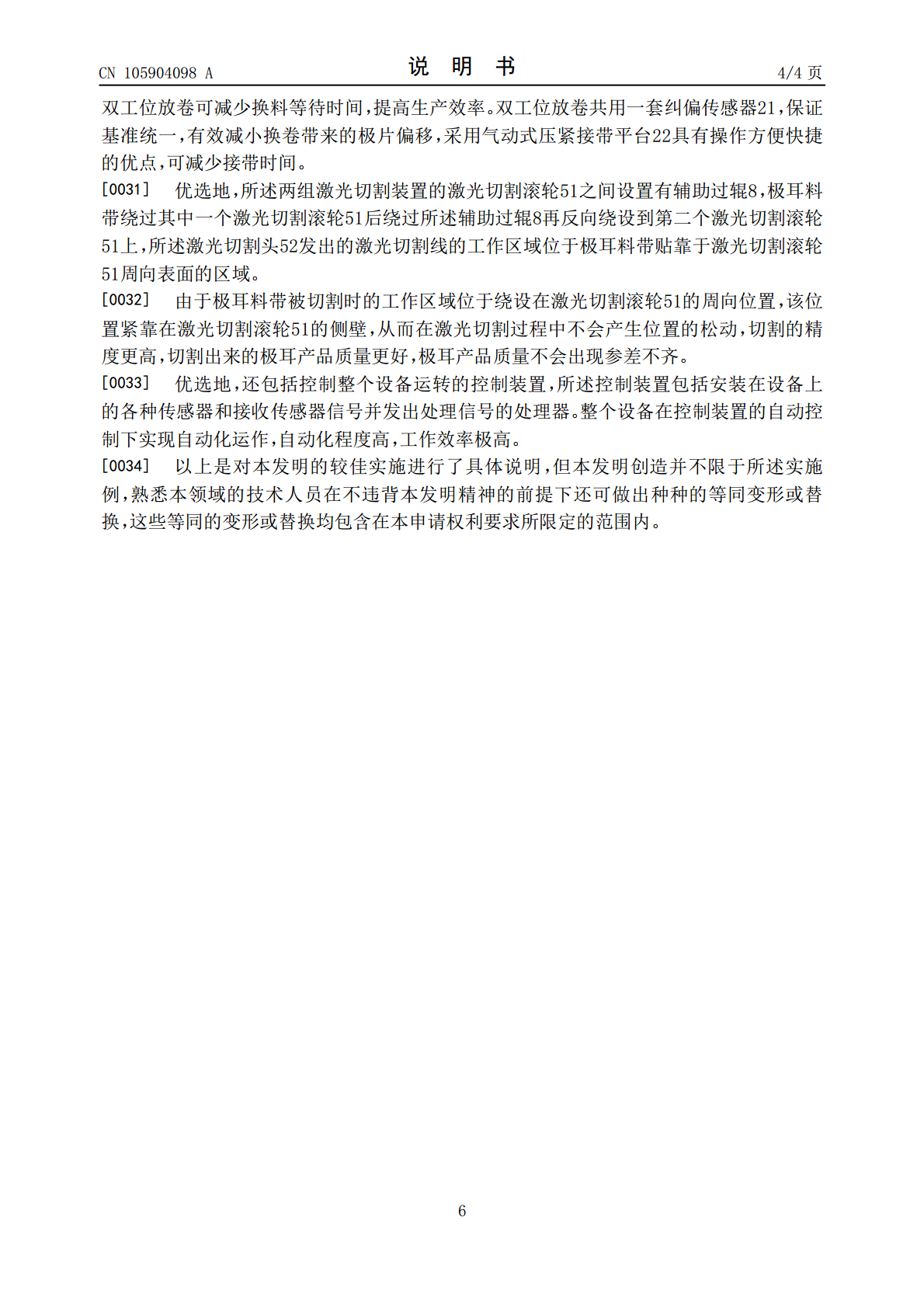
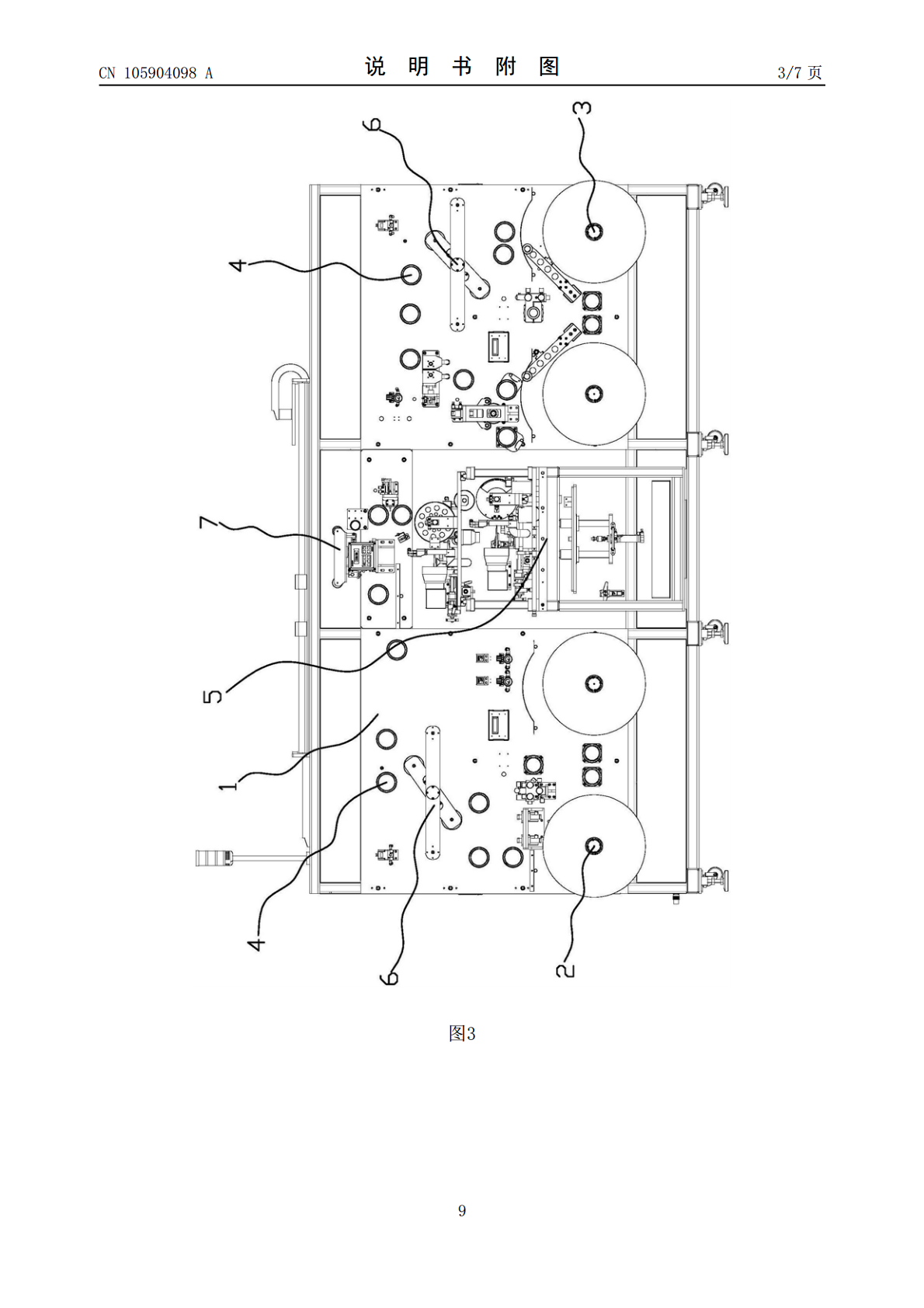
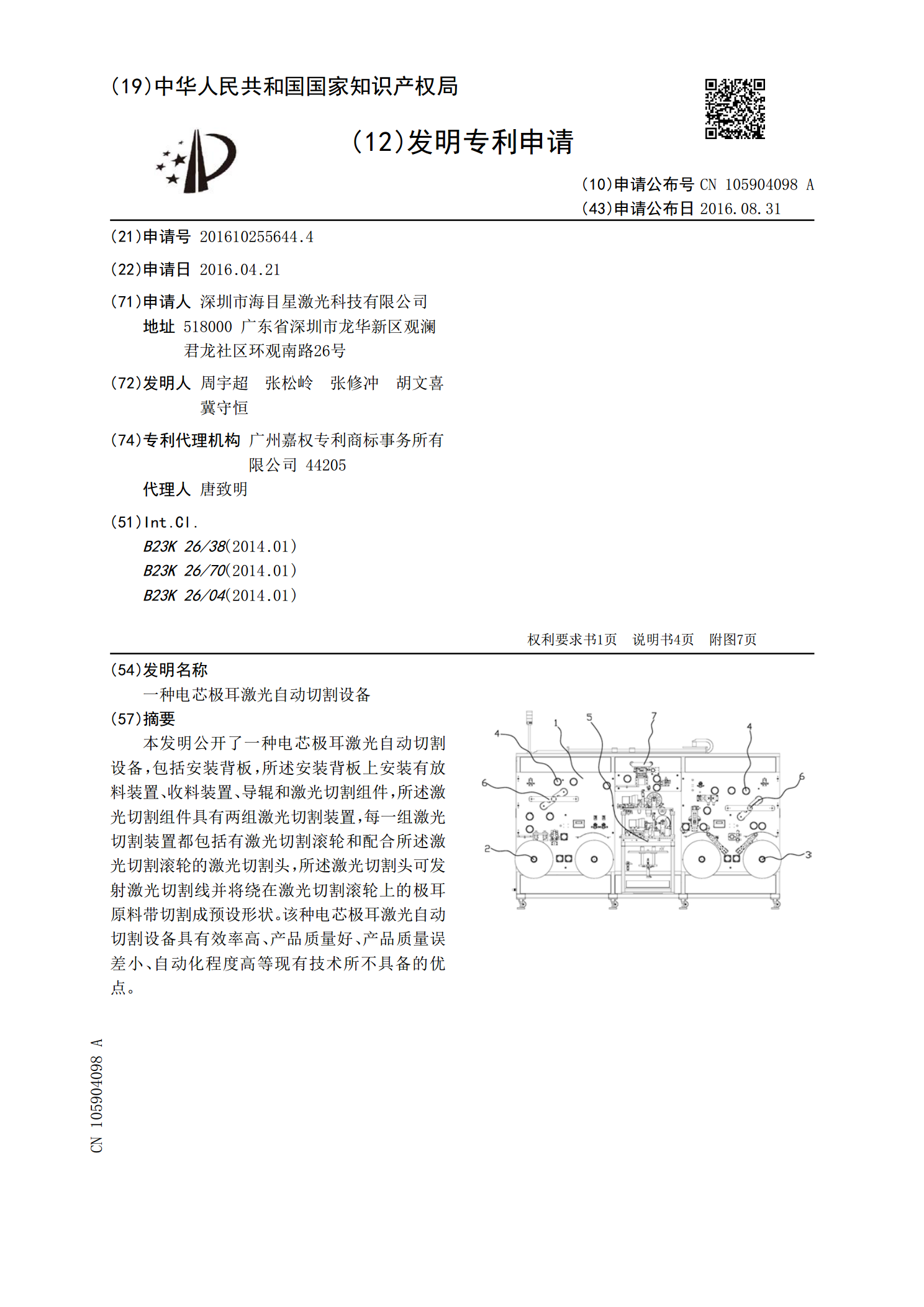
本发明公开了一种电芯极耳激光自动切割设备,包括安装背板,所述安装背板上安装有放料装置、收料装置、导辊和激光切割组件,所述激光切割组件具有两组激光切割装置,每一组激光切割装置都包括有激光切割滚轮和配合所述激光切割滚轮的激光切割头,所述激光切割头可发射激光切割线并将绕在激光切割滚轮上的极耳原料带切割成预设形状。该种电芯极耳激光自动切割设备具有效率高、产品质量好、产品质量误差小、自动化程度高等现有技术所不具备的优点。
一种三极耳电芯自动装配设备.pdf
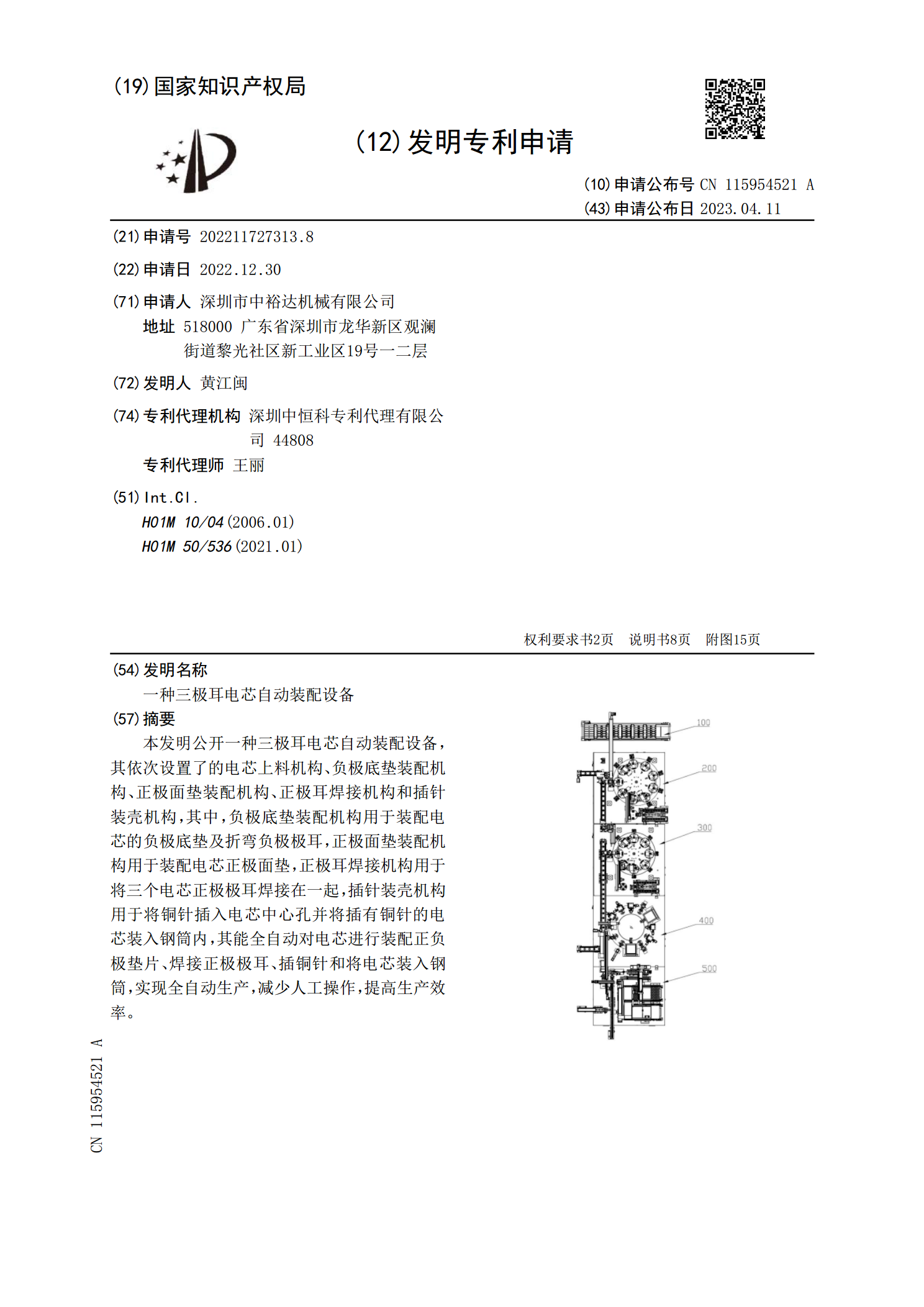
本发明公开一种三极耳电芯自动装配设备,其依次设置了的电芯上料机构、负极底垫装配机构、正极面垫装配机构、正极耳焊接机构和插针装壳机构,其中,负极底垫装配机构用于装配电芯的负极底垫及折弯负极极耳,正极面垫装配机构用于装配电芯正极面垫,正极耳焊接机构用于将三个电芯正极极耳焊接在一起,插针装壳机构用于将铜针插入电芯中心孔并将插有铜针的电芯装入钢筒内,其能全自动对电芯进行装配正负极垫片、焊接正极极耳、插铜针和将电芯装入钢筒,实现全自动生产,减少人工操作,提高生产效率。
一种电芯极耳自动清洗装备.pdf
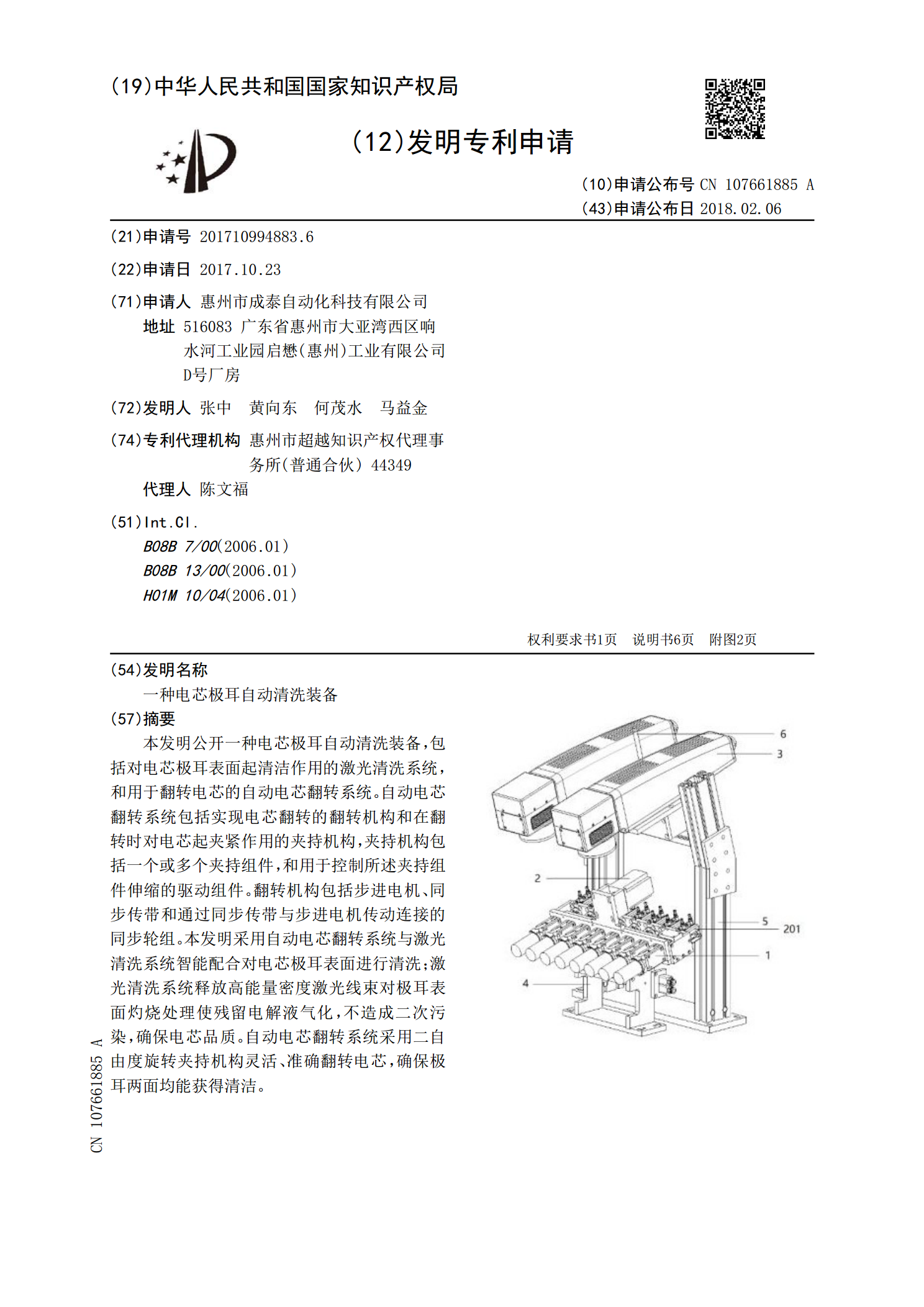
本发明公开一种电芯极耳自动清洗装备,包括对电芯极耳表面起清洁作用的激光清洗系统,和用于翻转电芯的自动电芯翻转系统。自动电芯翻转系统包括实现电芯翻转的翻转机构和在翻转时对电芯起夹紧作用的夹持机构,夹持机构包括一个或多个夹持组件,和用于控制所述夹持组件伸缩的驱动组件。翻转机构包括步进电机、同步传带和通过同步传带与步进电机传动连接的同步轮组。本发明采用自动电芯翻转系统与激光清洗系统智能配合对电芯极耳表面进行清洗;激光清洗系统释放高能量密度激光线束对极耳表面灼烧处理使残留电解液气化,不造成二次污染,确保电芯品质。

一种极柱电芯自动激光焊接装置.pdf
本发明涉及一种极柱电芯自动激光焊接装置,包括:机架;所述机架上设有壳体;机架上位于壳体内设有凸轮分割器;凸轮分割器下端设有第一电机;凸轮分割器上端设有转盘;转盘的中心设有防护门;转盘上位于防护门两侧各设有一组可旋转的焊接治具底座;两组焊接治具底座相对称;每组焊接治具底座均包含两个同一直线上相对称的焊接治具底座;焊接治具底座上设有焊接治具;机架上位于转盘的后方设有两个激光焊接装置;两个激光焊接装置分别对应同组的两个焊接治具;机架上还设有与检测高度装置和激光焊接装置相连接的控制器。通过上述方式,本发明能够确保
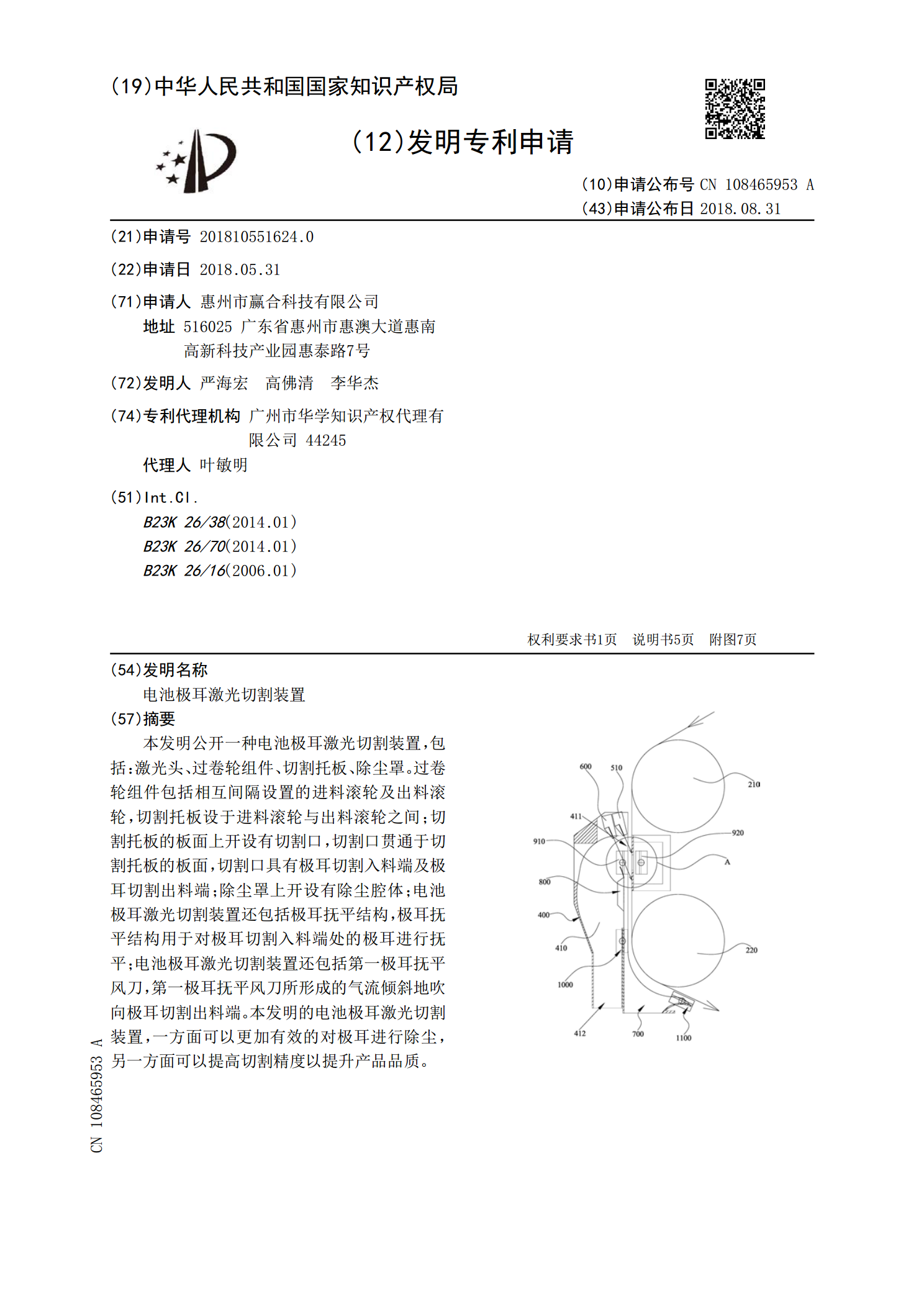
电池极耳激光切割装置.pdf
本发明公开一种电池极耳激光切割装置,包括:激光头、过卷轮组件、切割托板、除尘罩。过卷轮组件包括相互间隔设置的进料滚轮及出料滚轮,切割托板设于进料滚轮与出料滚轮之间;切割托板的板面上开设有切割口,切割口贯通于切割托板的板面,切割口具有极耳切割入料端及极耳切割出料端;除尘罩上开设有除尘腔体;电池极耳激光切割装置还包括极耳抚平结构,极耳抚平结构用于对极耳切割入料端处的极耳进行抚平;电池极耳激光切割装置还包括第一极耳抚平风刀,第一极耳抚平风刀所形成的气流倾斜地吹向极耳切割出料端。本发明的电池极耳激光切割装置,一方