
一种高宽厚比铝材的挤压装置及其挤压方法.pdf

波峻****99

1/10

2/10

3/10

4/10
5/10
6/10
7/10

8/10

9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种高宽厚比铝材的挤压装置及其挤压方法.pdf
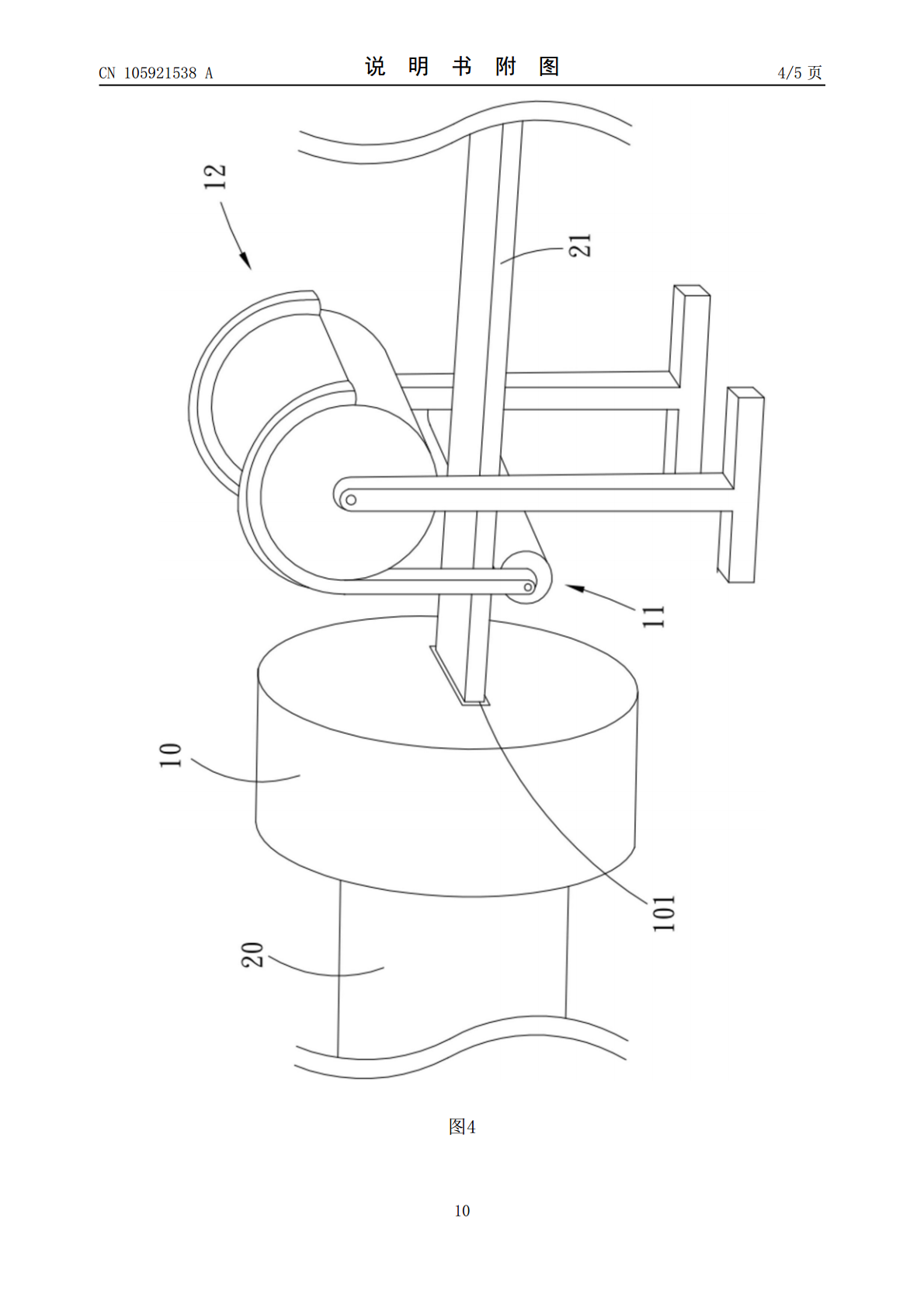
本申请公开了一种高宽厚比铝材的挤压装置及其挤压方法,其适用于宽厚比为20以上的铝材料,挤压装置包括挤压模具具有挤压通道;平面度调整辊轮设置于挤压通道的一侧;以及升降调整结构设置于平面度调整辊轮的一侧,并连接平面度调整辊轮,其中所述平面度调整辊轮的上切面高于所述挤压通道的下表面。上述挤压装置的挤压方法包括:取铝材料,铝材料的宽厚比为20以上;加热铝材料,加热温度到460摄氏度至490摄氏度间。挤压铝材料通过挤压模具的挤压通道,并形成铝板,铝板的下表面低于平面度调整辊轮的上切面;以及推送铝板通过平面度调整辊轮
一种铝材挤压成型装置.pdf
本发明公开了一种铝材挤压成型装置,包括底座、挤压机架、挤压筒、料缸、油缸、控制机构、电机,所述挤压机架安装在底座上,所述挤压机架包括前横梁、后横梁、底部支撑梁、顶部连接梁和安装架,所述底座上设有底部支撑梁,所述前横梁和后横梁安装在底部支撑梁上的两端,所述底部支撑梁顶面的一侧设有安装架,所述前横梁和后横梁的顶部设有顶部连接梁,所述前横梁上固定有料缸,所述料缸内侧连有挤压筒,所述后横梁上固定有油缸,所述控制机构设在安装架上,所述底座内侧设有电机。本发明一种铝材挤压成型装置,料缸后端连接有升降调节机构,可调节料
一种铝材挤压定型装置.pdf
本发明公开了一种铝材挤压定型装置,涉及铝材生产技术领域,包括支腿,所述支腿的顶部设置有冷却组件,所述冷却组件的顶部设置有密封组件。本发明通过定位弹片弹性支顶密封垫,通过密封垫对蒸汽管道与冷却箱的连接处进行密封,防止对铝管材加工过程中产生的蒸汽通过缝隙溢出,避免长时间有高温蒸汽溢出导致工作室内温度变高,影响工作人员工作效率,通过定位板的一侧为斜面设计,便于铝管材套接在定位板的外壁,然后,通过定位弹簧对定位板支顶,由此将铝管材固定在安装头上,再通过安装头与驱动装置配合,由此便于对铝管材的表面进行均匀冷却,避免
一种铝材挤压产品的浸水装置.pdf
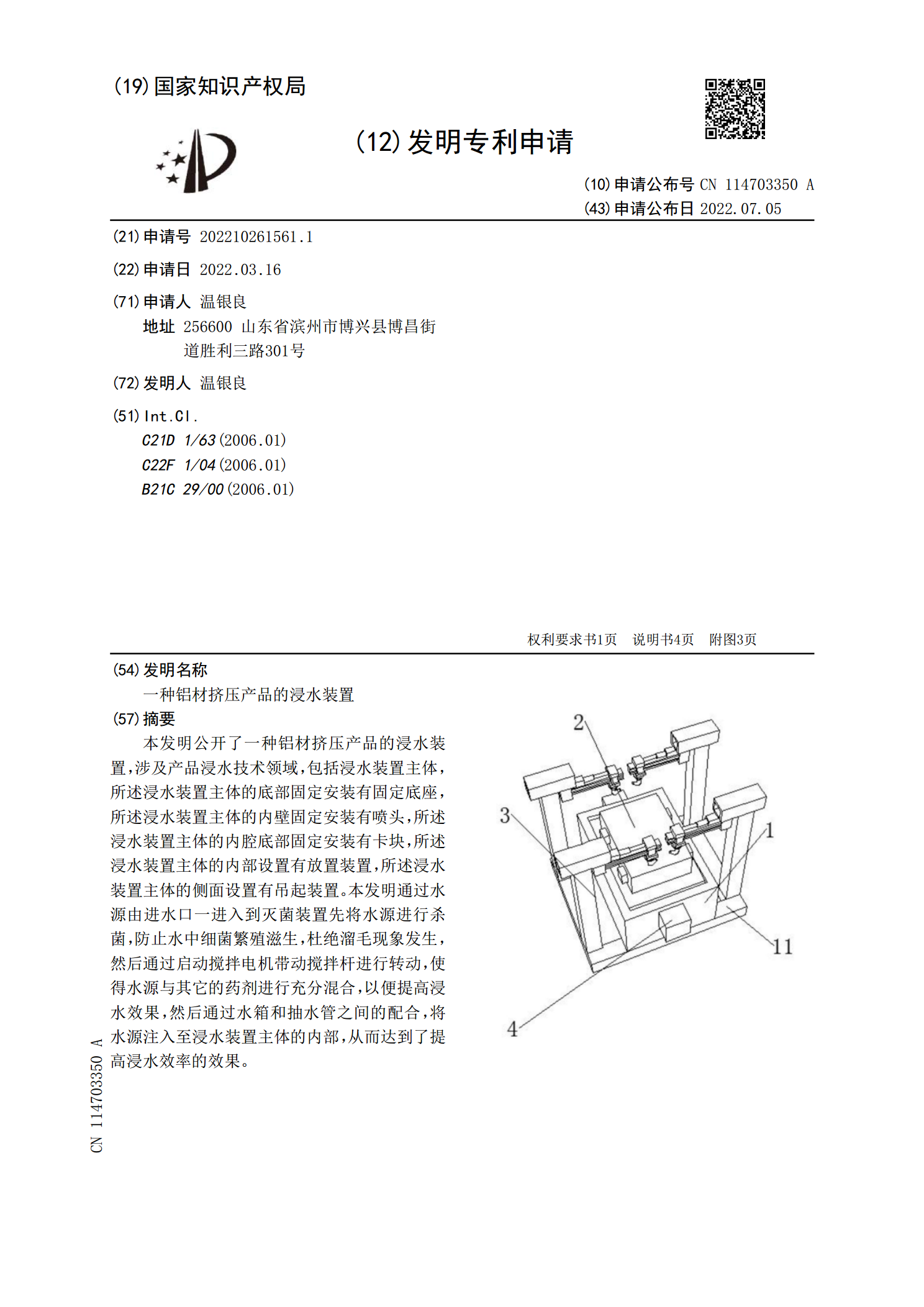
本发明公开了一种铝材挤压产品的浸水装置,涉及产品浸水技术领域,包括浸水装置主体,所述浸水装置主体的底部固定安装有固定底座,所述浸水装置主体的内壁固定安装有喷头,所述浸水装置主体的内腔底部固定安装有卡块,所述浸水装置主体的内部设置有放置装置,所述浸水装置主体的侧面设置有吊起装置。本发明通过水源由进水口一进入到灭菌装置先将水源进行杀菌,防止水中细菌繁殖滋生,杜绝溜毛现象发生,然后通过启动搅拌电机带动搅拌杆进行转动,使得水源与其它的药剂进行充分混合,以便提高浸水效果,然后通过水箱和抽水管之间的配合,将水源注入至

铝材挤压的新方法.docx
铝材挤压的新方法铝材挤压的新方法摘要:铝材挤压是一种常用的金属加工方法,在工业生产和制造中广泛应用。本论文旨在探讨铝材挤压的新方法,并对其进行比较和分析。首先,介绍了传统的铝材挤压方法,包括材料准备、挤压工艺和设备。接着,针对传统挤压方法存在的一些问题,提出了新的改进方法。通过对比实验和数值模拟,分析了新方法的优点和应用场景。最后,对新方法的发展前景进行了展望。关键词:铝材挤压、传统方法、新方法、优点、应用1.引言铝材挤压是一种通过将铝材料加热至一定温度后,施加一定压力将其挤出模具来制造铝材产品的方法。这