
螺旋槽砂轮修整工具.pdf

是丹****ni

1/9
2/9
3/9
4/9
5/9
6/9
7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
螺旋槽砂轮修整工具.pdf
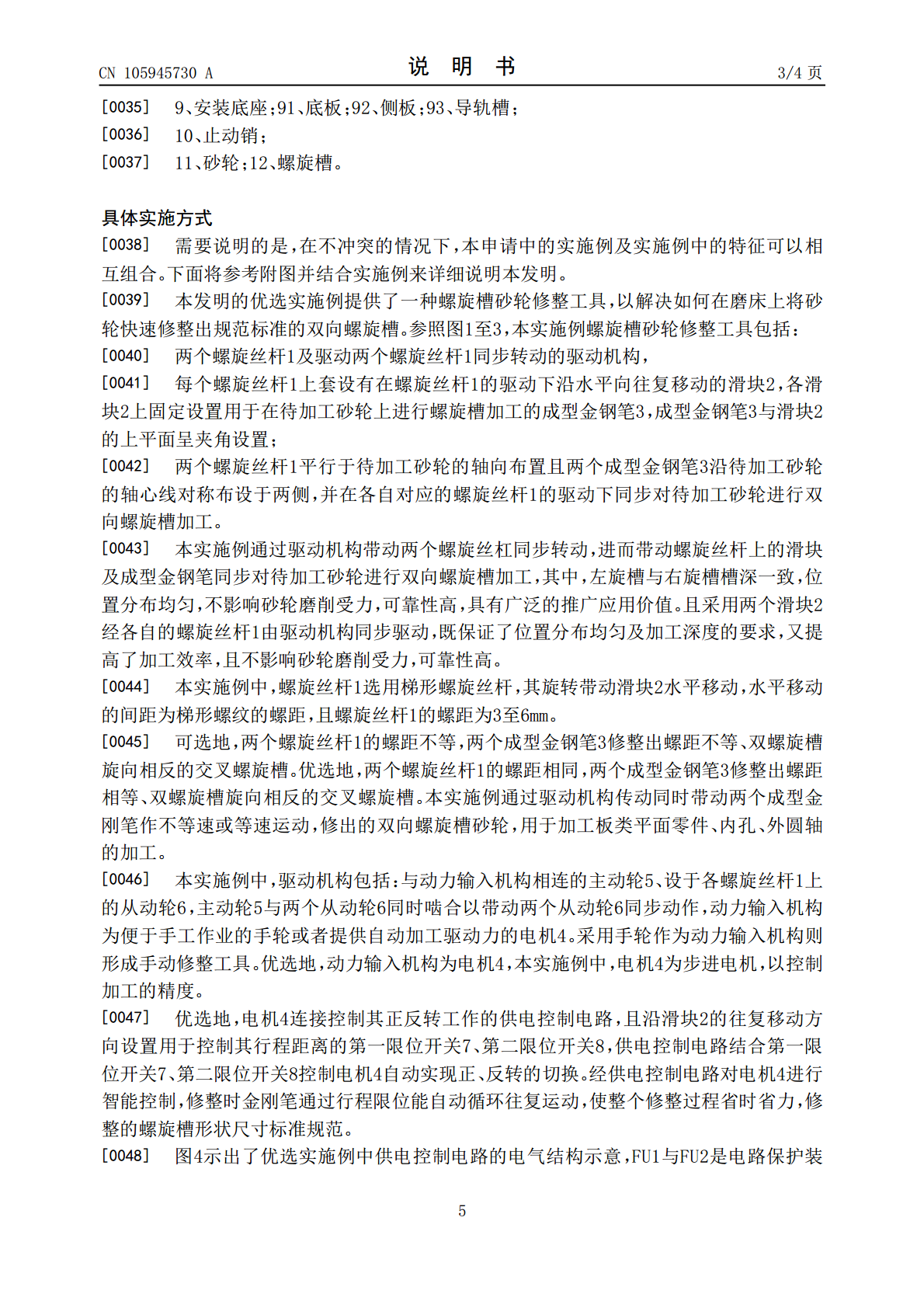
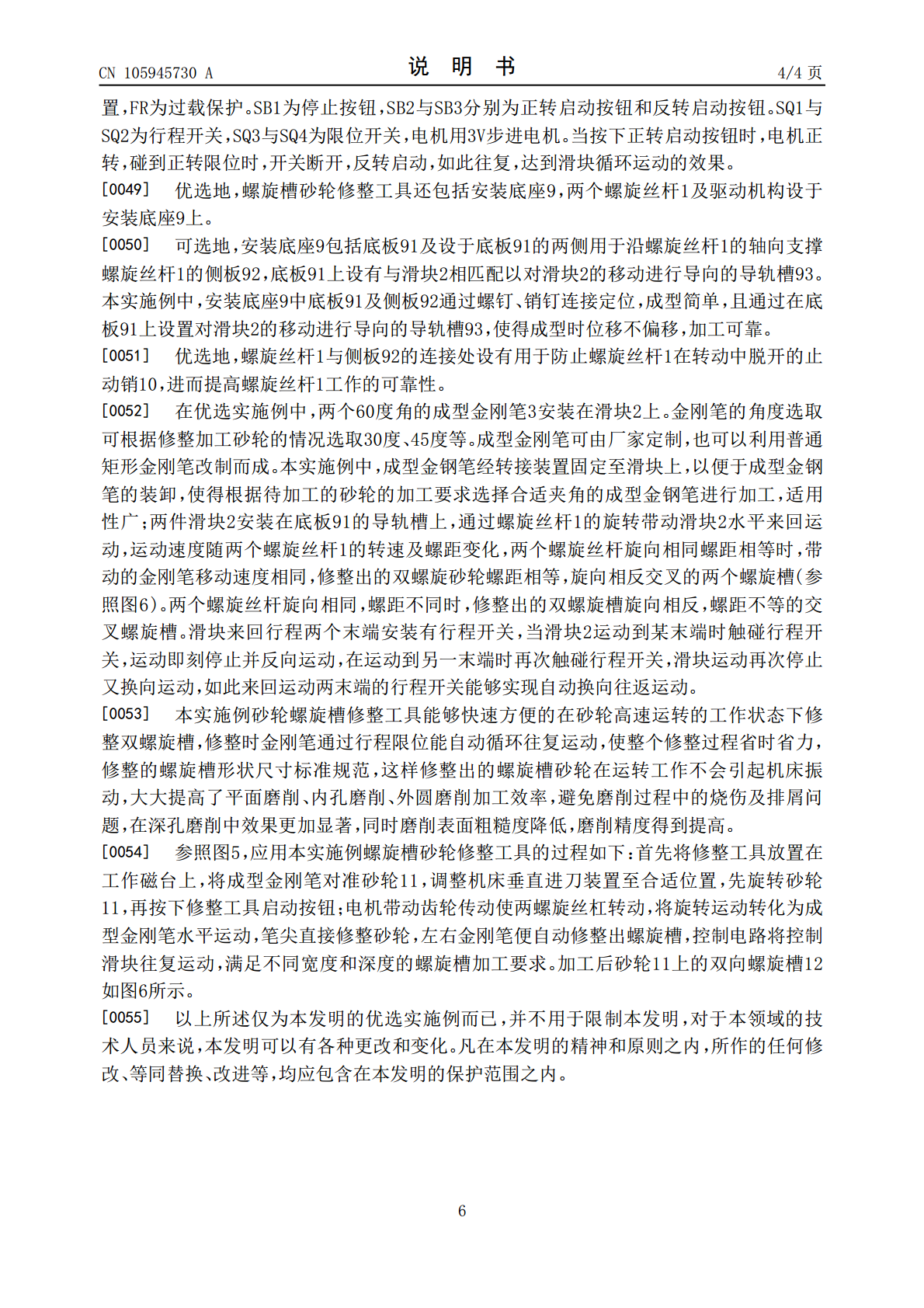
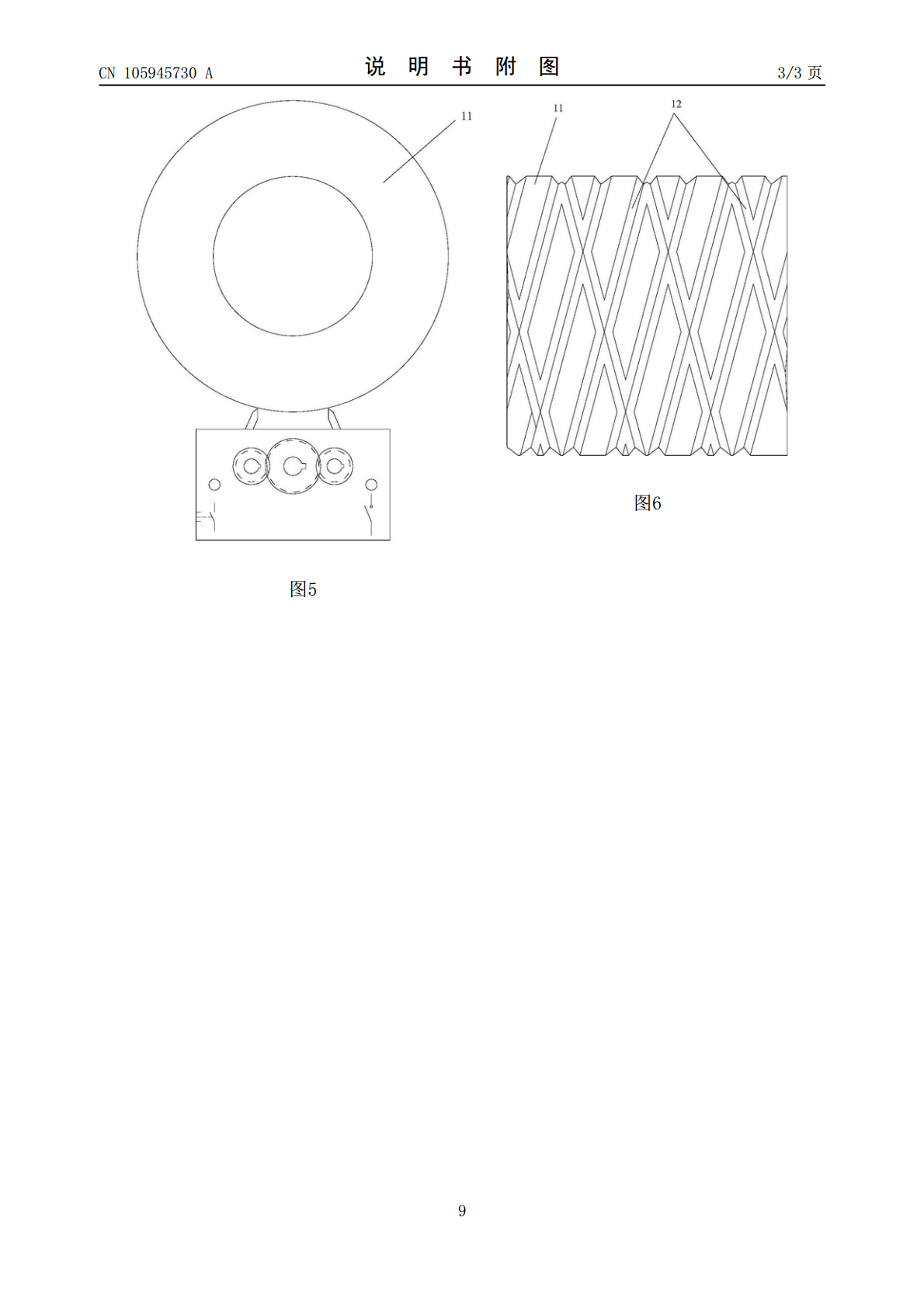
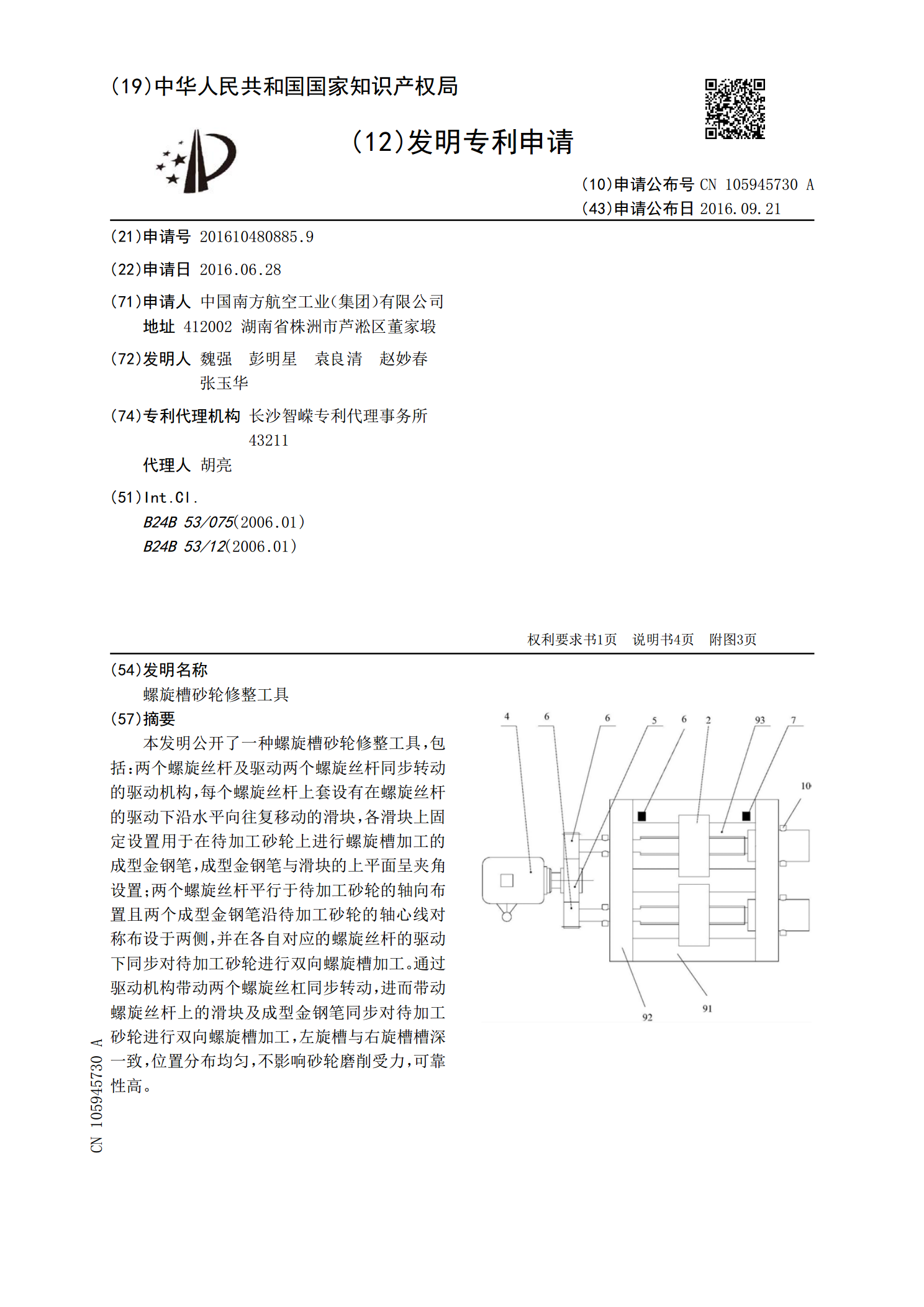
本发明公开了一种螺旋槽砂轮修整工具,包括:两个螺旋丝杆及驱动两个螺旋丝杆同步转动的驱动机构,每个螺旋丝杆上套设有在螺旋丝杆的驱动下沿水平向往复移动的滑块,各滑块上固定设置用于在待加工砂轮上进行螺旋槽加工的成型金钢笔,成型金钢笔与滑块的上平面呈夹角设置;两个螺旋丝杆平行于待加工砂轮的轴向布置且两个成型金钢笔沿待加工砂轮的轴心线对称布设于两侧,并在各自对应的螺旋丝杆的驱动下同步对待加工砂轮进行双向螺旋槽加工。通过驱动机构带动两个螺旋丝杠同步转动,进而带动螺旋丝杆上的滑块及成型金钢笔同步对待加工砂轮进行双向螺旋
一种砂轮修整工具.pdf
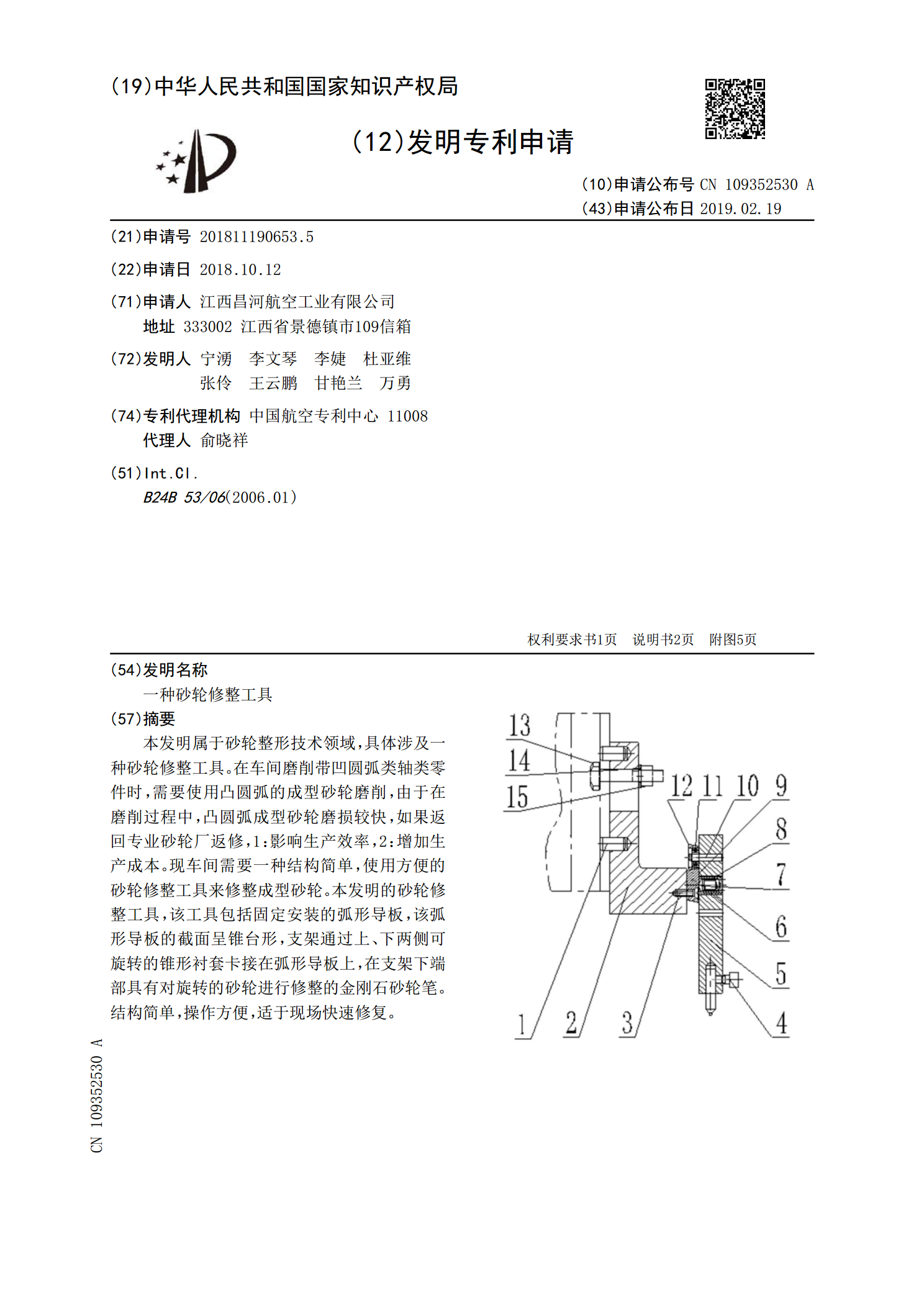
本发明属于砂轮整形技术领域,具体涉及一种砂轮修整工具。在车间磨削带凹圆弧类轴类零件时,需要使用凸圆弧的成型砂轮磨削,由于在磨削过程中,凸圆弧成型砂轮磨损较快,如果返回专业砂轮厂返修,1:影响生产效率,2:增加生产成本。现车间需要一种结构简单,使用方便的砂轮修整工具来修整成型砂轮。本发明的砂轮修整工具,该工具包括固定安装的弧形导板,该弧形导板的截面呈锥台形,支架通过上、下两侧可旋转的锥形衬套卡接在弧形导板上,在支架下端部具有对旋转的砂轮进行修整的金刚石砂轮笔。结构简单,操作方便,适于现场快速修复。

金刚砂轮修整工具及修整方法.pdf
本发明公开了一种金刚砂轮修整工具及修整方法。该金刚砂轮修整工具包括:碳化硅砂轮,以及支撑固定碳化硅砂轮的心轴和锁紧螺母;心轴为阶梯轴结构,包括:左侧中径轴和右侧小径螺柱,以及位于左侧中径轴和右侧小径螺柱之间的止挡凸缘;碳化硅砂轮穿设在右侧小径螺柱上,并通过锁紧螺母螺接到右侧小径螺柱上,以将碳化硅砂轮锁紧在止挡凸缘和锁紧螺母之间。该金刚砂轮修整工具结构简单合理、能在生产岗位自行快速修整金刚石砂轮,省去了把金刚石砂轮送往原砂轮专业厂家修复的外委高额成本,修整金刚砂轮效率高、精度高,操作方便。
一种超硬砂轮的修整工具.pdf
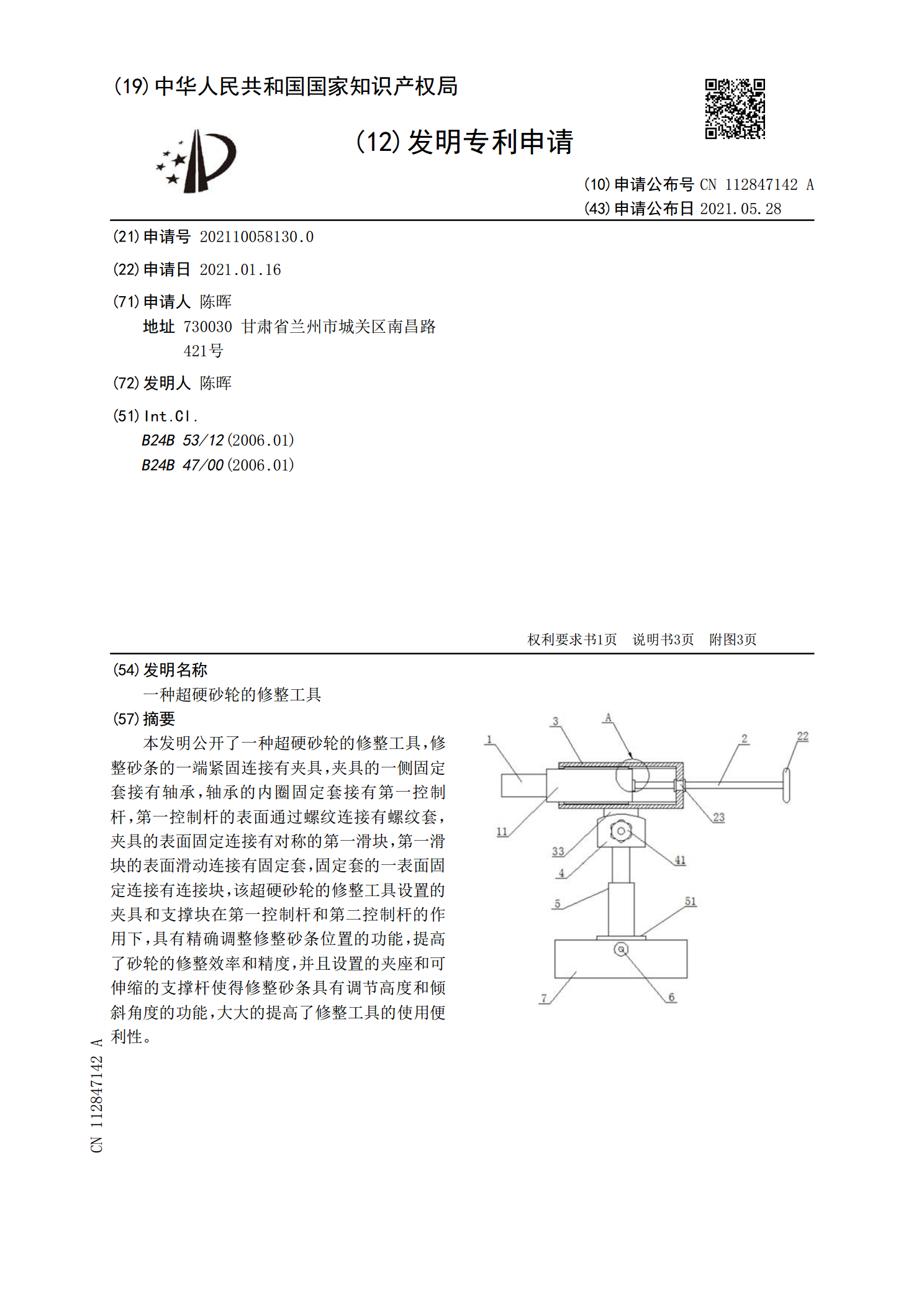
本发明公开了一种超硬砂轮的修整工具,修整砂条的一端紧固连接有夹具,夹具的一侧固定套接有轴承,轴承的内圈固定套接有第一控制杆,第一控制杆的表面通过螺纹连接有螺纹套,夹具的表面固定连接有对称的第一滑块,第一滑块的表面滑动连接有固定套,固定套的一表面固定连接有连接块,该超硬砂轮的修整工具设置的夹具和支撑块在第一控制杆和第二控制杆的作用下,具有精确调整修整砂条位置的功能,提高了砂轮的修整效率和精度,并且设置的夹座和可伸缩的支撑杆使得修整砂条具有调节高度和倾斜角度的功能,大大的提高了修整工具的使用便利性。

螺旋锥齿轮磨齿机用砂轮修整装置.pdf
本发明公开了螺旋锥齿轮磨齿机用砂轮修整装置,包括工件箱(2),砂轮修整头(1)滑动安装在直线导轨(7)上,所述的砂轮修整头(1)通过所述的直线导轨(7)安装在所述的工件箱(2)上且所述的砂轮修整头(1)的移动方向与安装在所述的工件箱(2)上的工件箱主轴(3)轴线垂直,所述的砂轮修整头(1)采用液压缸(10)驱动,所述的工件箱(2)的底部安装在转台(9)上。本发明是一种结构简单、刚性高、修整精度更加稳定、修整效率高的螺旋锥齿轮磨齿机用砂轮修整装置。