
汽车水泵自动装配专机.pdf

努力****恨风

1/10

2/10

3/10

4/10

5/10
6/10
7/10

8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
汽车水泵自动装配专机.pdf
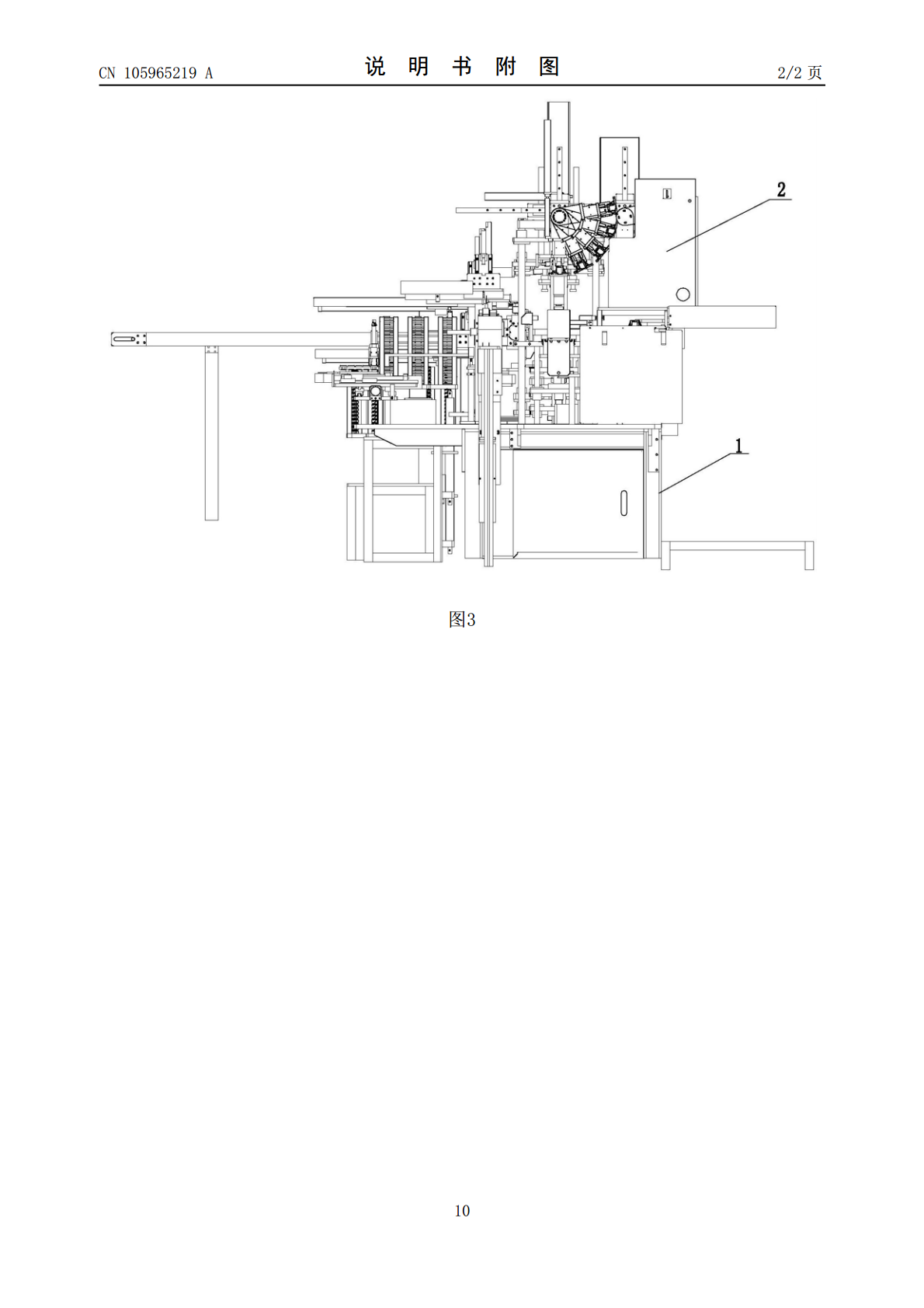
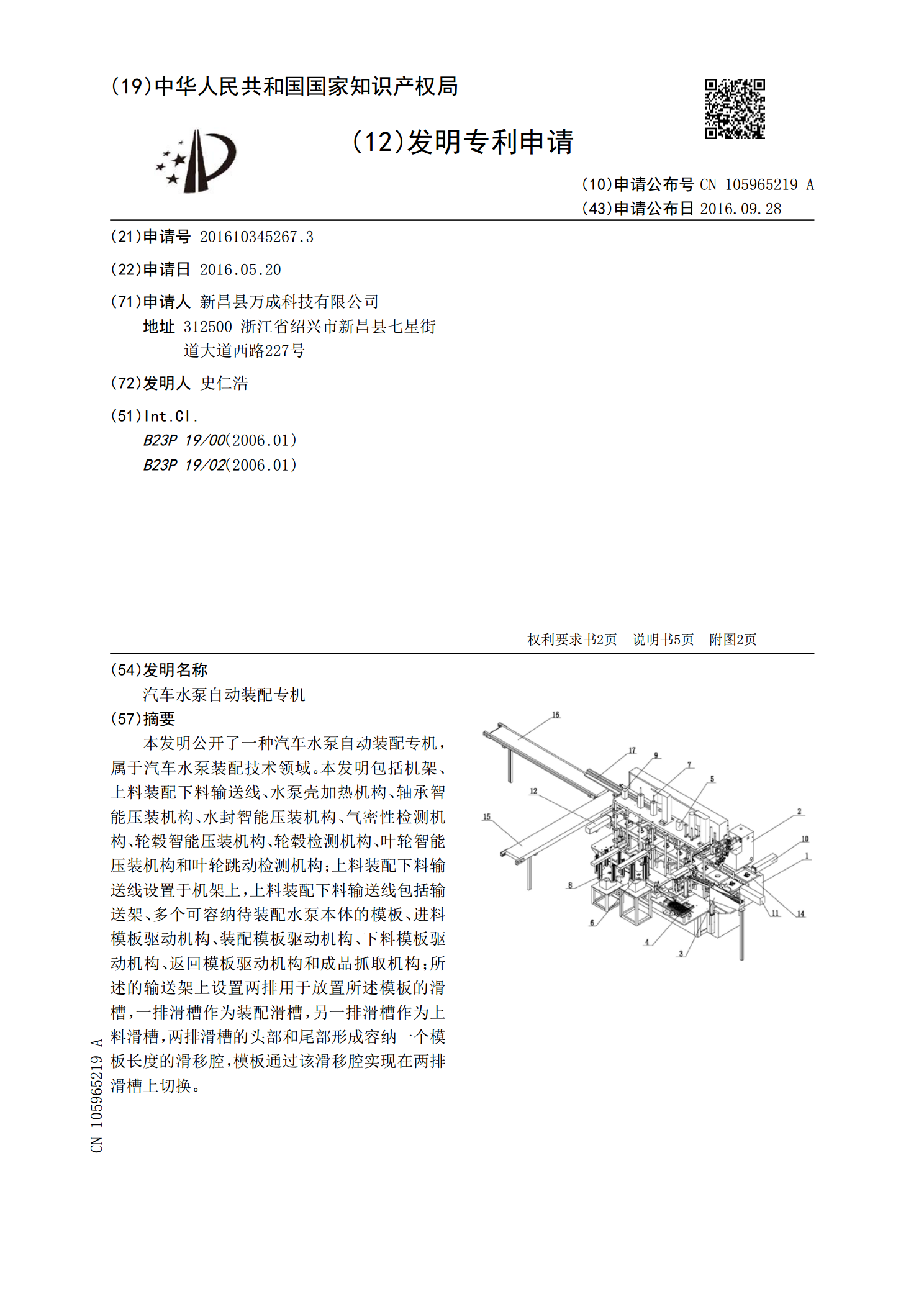
本发明公开了一种汽车水泵自动装配专机,属于汽车水泵装配技术领域。本发明包括机架、上料装配下料输送线、水泵壳加热机构、轴承智能压装机构、水封智能压装机构、气密性检测机构、轮毂智能压装机构、轮毂检测机构、叶轮智能压装机构和叶轮跳动检测机构;上料装配下料输送线设置于机架上,上料装配下料输送线包括输送架、多个可容纳待装配水泵本体的模板、进料模板驱动机构、装配模板驱动机构、下料模板驱动机构、返回模板驱动机构和成品抓取机构;所述的输送架上设置两排用于放置所述模板的滑槽,一排滑槽作为装配滑槽,另一排滑槽作为上料滑槽,两
汽车皮带轮张紧器自动装配并检验的专机.pdf
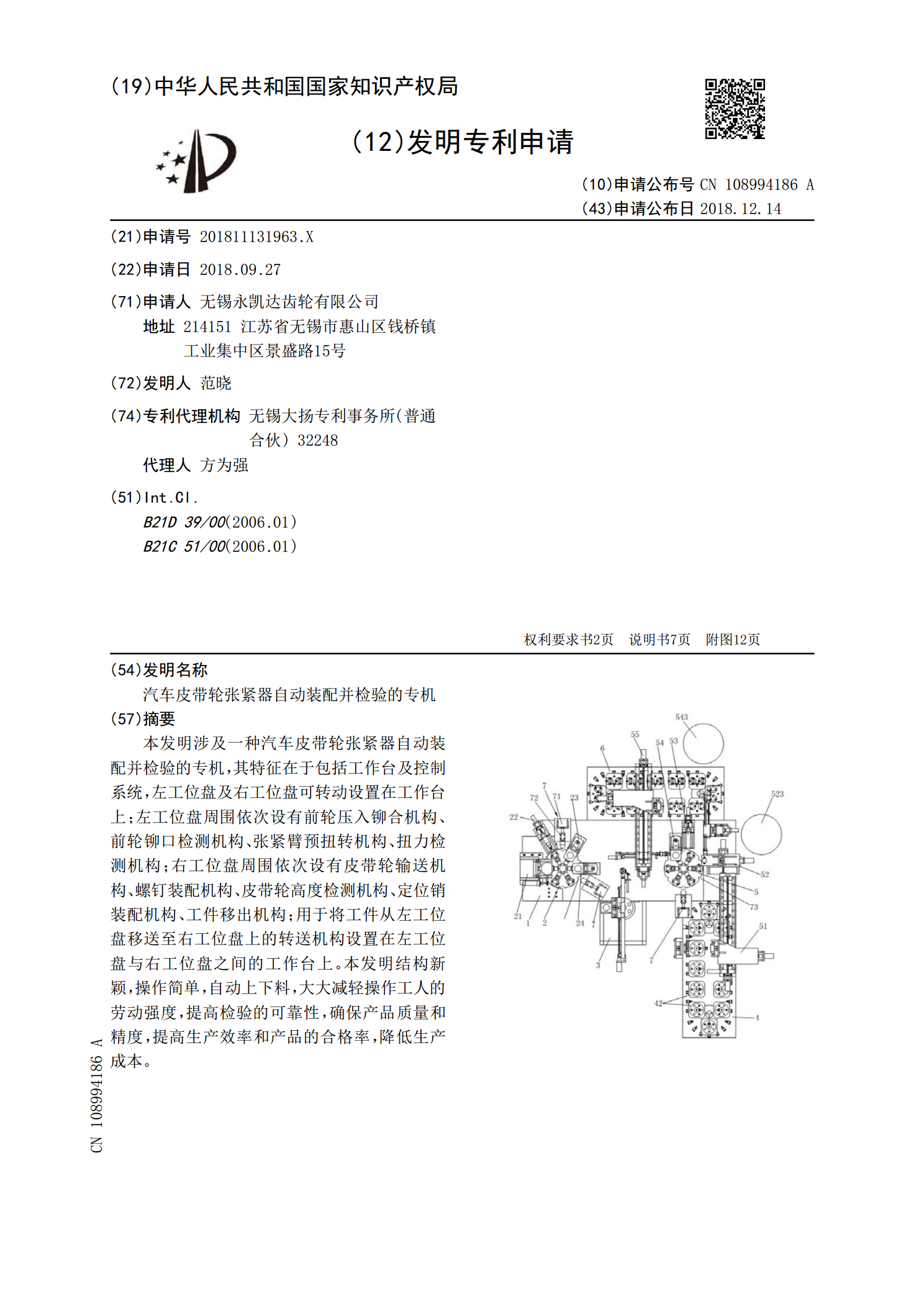
本发明涉及一种汽车皮带轮张紧器自动装配并检验的专机,其特征在于包括工作台及控制系统,左工位盘及右工位盘可转动设置在工作台上;左工位盘周围依次设有前轮压入铆合机构、前轮铆口检测机构、张紧臂预扭转机构、扭力检测机构;右工位盘周围依次设有皮带轮输送机构、螺钉装配机构、皮带轮高度检测机构、定位销装配机构、工件移出机构;用于将工件从左工位盘移送至右工位盘上的转送机构设置在左工位盘与右工位盘之间的工作台上。本发明结构新颖,操作简单,自动上下料,大大减轻操作工人的劳动强度,提高检验的可靠性,确保产品质量和精度,提高生产

路轨装配专机.pdf
本发明涉及一种路轨装配专机,具体地说是应用于焊接路轨工艺块的路轨装配专机,属于热加工设备技术领域,包括导向轮、摆动连杆、齿轮、摆动齿条、工艺块上料板、底座、路轨定位座、驱动气缸路轨定位座,工艺块上料板滑动设置于底座上,所述底座上设置有导向滑轨,摆动连杆通过其下端的导向轮滑动连接于导向滑轨上,摆动连杆顶部分段设有若干条摆动齿条,工艺块上料板上转动设置齿轮,所述齿轮与摆动齿条相啮合,在底座上固定有驱动气缸,驱动气缸的活塞杆与摆动连杆相连接。本发明结构简单、拼装方便、定位准确,批量定位的路轨装配专机。

一种汽车发动机水泵自动化装配生产线.pdf
一种汽车发动机水泵自动化装配生产线,包括主台面,在主台面上安装有水封压装机构、叶轮压装机、轴承压装机构、皮带轮压装机构、转运机构、两个工位转盘;在主台面四周设有分别用于输送水泵水封、水泵轴承、水泵壳体、水泵叶轮和水泵皮带轮的水封输送线、轴承输送线、壳体输送线、叶轮输送线和皮带轮输送线;本发明用于解决人工装配效率低,劳动强度大的问题。
一种水泵自动装配生产线.pdf
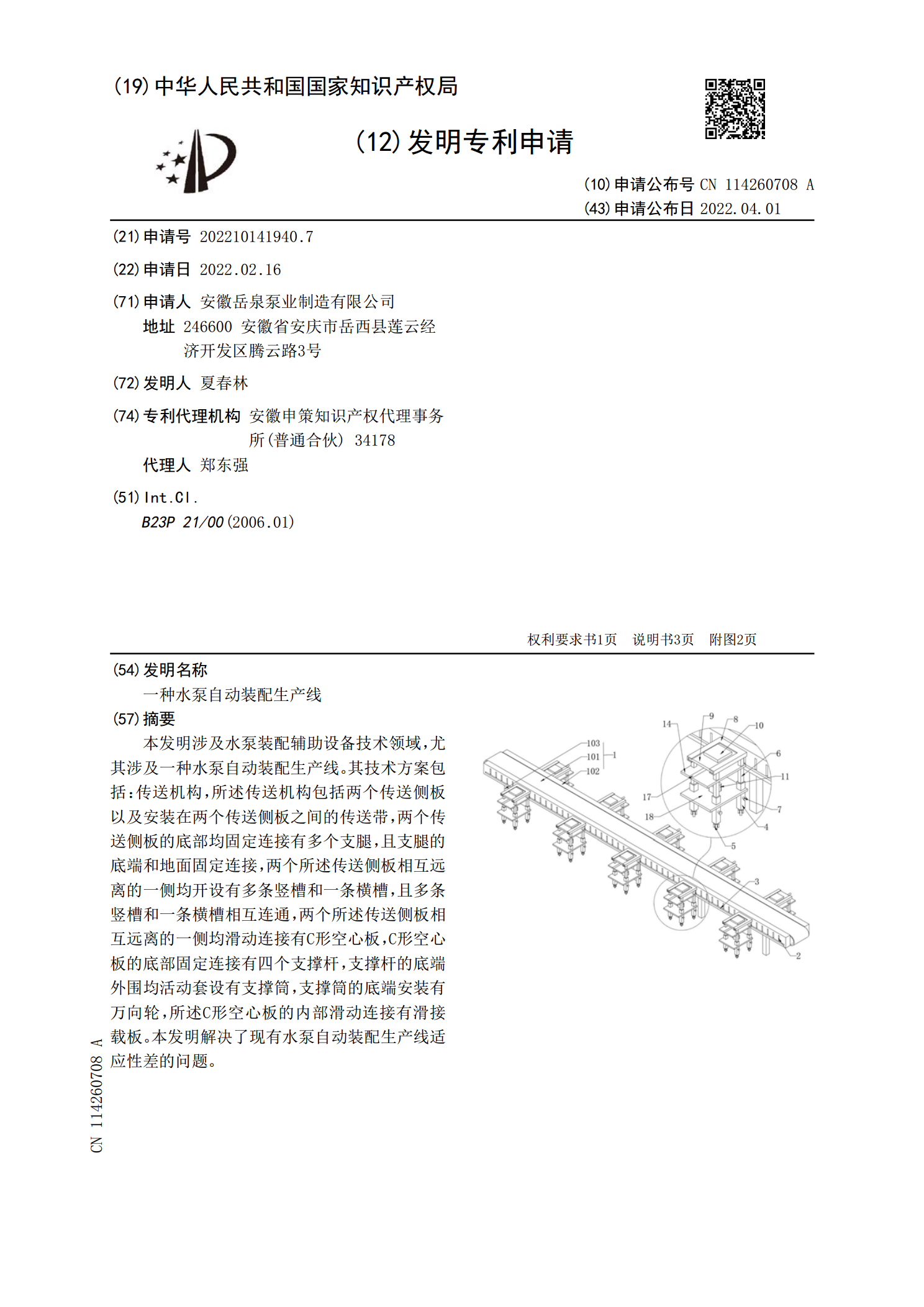
本发明涉及水泵装配辅助设备技术领域,尤其涉及一种水泵自动装配生产线。其技术方案包括:传送机构,所述传送机构包括两个传送侧板以及安装在两个传送侧板之间的传送带,两个传送侧板的底部均固定连接有多个支腿,且支腿的底端和地面固定连接,两个所述传送侧板相互远离的一侧均开设有多条竖槽和一条横槽,且多条竖槽和一条横槽相互连通,两个所述传送侧板相互远离的一侧均滑动连接有C形空心板,C形空心板的底部固定连接有四个支撑杆,支撑杆的底端外围均活动套设有支撑筒,支撑筒的底端安装有万向轮,所述C形空心板的内部滑动连接有滑接载板。本