
螺旋伞齿轮锻造装置.pdf

高格****gu

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
螺旋伞齿轮锻造装置.pdf
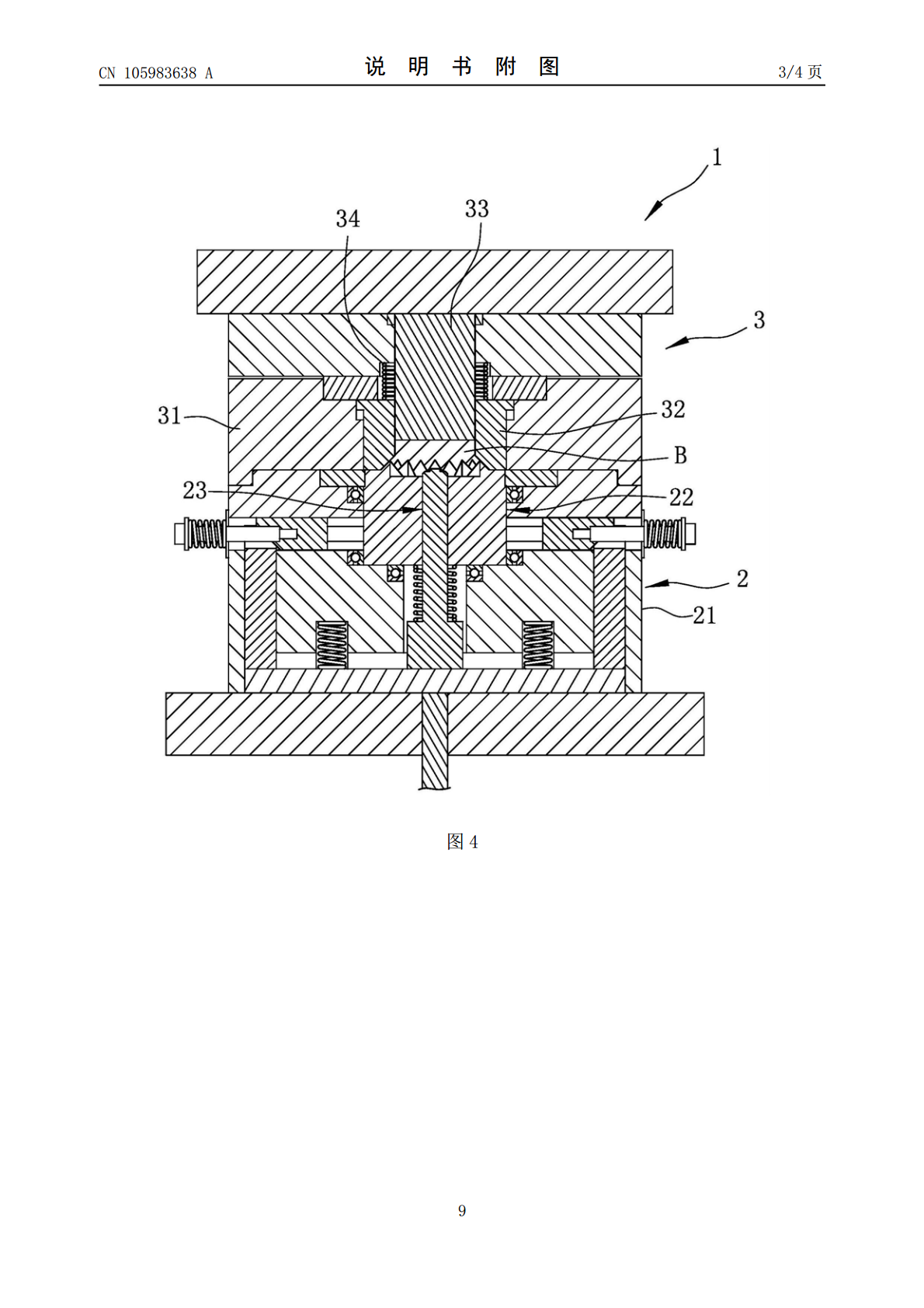
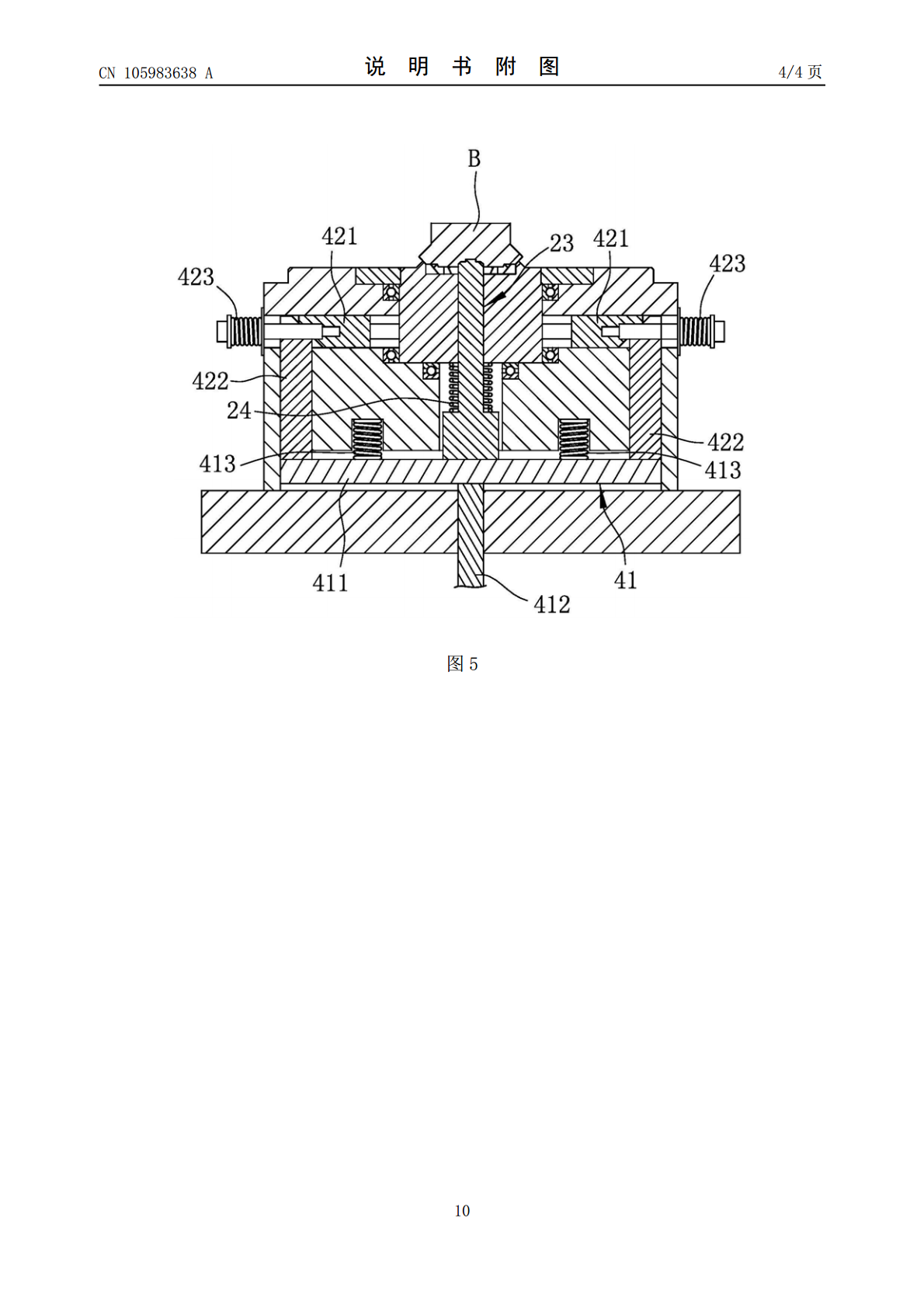
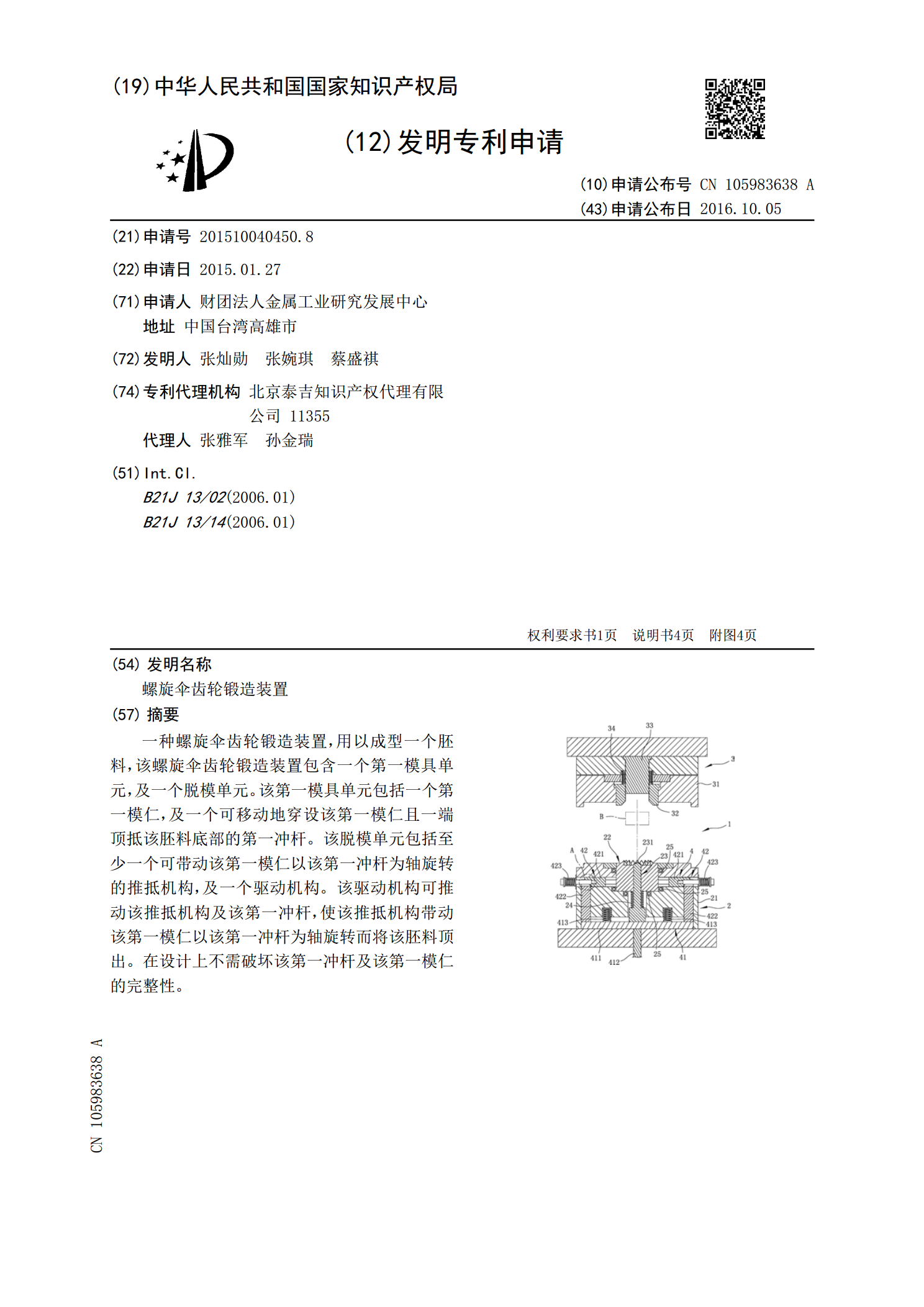
一种螺旋伞齿轮锻造装置,用以成型一个胚料,该螺旋伞齿轮锻造装置包含一个第一模具单元,及一个脱模单元。该第一模具单元包括一个第一模仁,及一个可移动地穿设该第一模仁且一端顶抵该胚料底部的第一冲杆。该脱模单元包括至少一个可带动该第一模仁以该第一冲杆为轴旋转的推抵机构,及一个驱动机构。该驱动机构可推动该推抵机构及该第一冲杆,使该推抵机构带动该第一模仁以该第一冲杆为轴旋转而将该胚料顶出。在设计上不需破坏该第一冲杆及该第一模仁的完整性。
净锻造螺旋伞齿轮.pdf
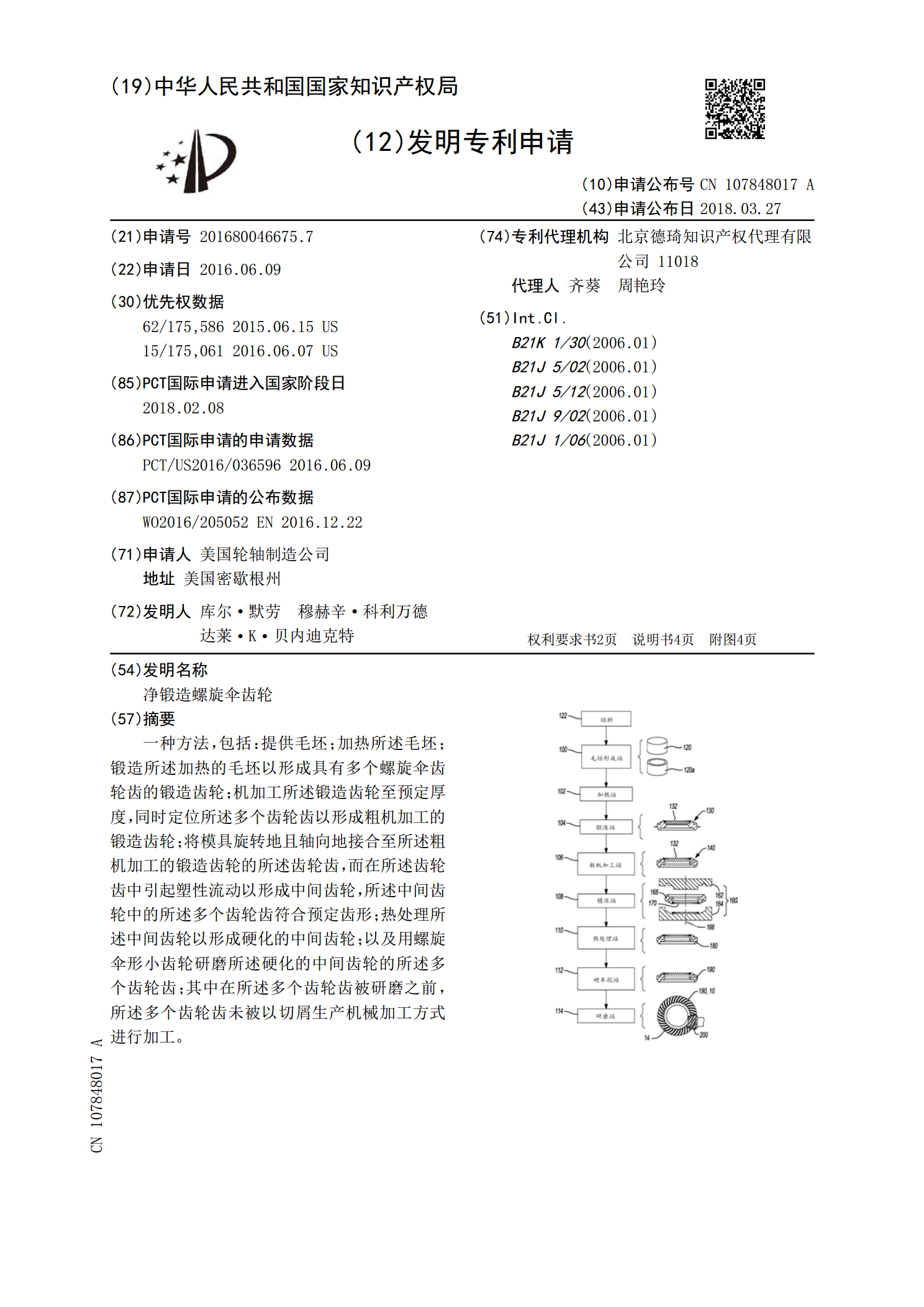
一种方法,包括:提供毛坯;加热所述毛坯;锻造所述加热的毛坯以形成具有多个螺旋伞齿轮齿的锻造齿轮;机加工所述锻造齿轮至预定厚度,同时定位所述多个齿轮齿以形成粗机加工的锻造齿轮;将模具旋转地且轴向地接合至所述粗机加工的锻造齿轮的所述齿轮齿,而在所述齿轮齿中引起塑性流动以形成中间齿轮,所述中间齿轮中的所述多个齿轮齿符合预定齿形;热处理所述中间齿轮以形成硬化的中间齿轮;以及用螺旋伞形小齿轮研磨所述硬化的中间齿轮的所述多个齿轮齿;其中在所述多个齿轮齿被研磨之前,所述多个齿轮齿未被以切屑生产机械加工方式进行加工。

螺旋伞齿轮毛坯锻造成形数值模拟的开题报告.docx
螺旋伞齿轮毛坯锻造成形数值模拟的开题报告一、研究背景及意义螺旋伞齿轮是一种高精度、高承载能力的齿轮,广泛应用于各种机械设备中。其性能与材料、结构和工艺等因素密切相关。为了掌握螺旋伞齿轮的成形过程,分析其材料和结构特性,研究其工艺参数,需要进行数值模拟。随着计算机技术、数值分析方法和有限元技术的不断发展,数值模拟已成为研究螺旋伞齿轮毛坯锻造成形过程的重要手段。数值模拟可以预测毛坯成形过程中的应力、应变、变形等物理量,从而优化工艺参数,减少资源浪费和成本,提高产品质量和生产效率。因此,开展螺旋伞齿轮毛坯锻造成

螺旋伞齿轮毛坯锻造成形数值模拟的任务书.docx
螺旋伞齿轮毛坯锻造成形数值模拟的任务书一、任务描述本任务是基于螺旋伞齿轮毛坯锻造成形数值模拟的研究,旨在通过数值模拟方法分析螺旋伞齿轮毛坯锻造中的热力学和力学过程,进一步研究和优化锻造工艺,并提高生产效率和产品质量。二、任务要求1.了解螺旋伞齿轮的基本结构、加工方法和应用领域,掌握其特征参数和工作原理。2.熟悉螺旋伞齿轮毛坯锻造的工艺流程和影响因素,包括温度、变形速率、保温时间等。3.熟练掌握数值模拟软件,如ANSYS、ABAQUS等,并能够进行参数设置、模型建立和计算结果分析。4.根据实验数据和理论公式

一级螺旋伞齿轮传动装置.pdf
一种用于轻轨车的一级螺旋伞齿轮传动装置,包括上箱体、下箱体,小齿轮轴组件、大齿轮、大轴承座、大轴承和联轴节,上箱体具有小齿轮轴组件安装孔和与小齿轮轴组件安装孔中心垂直布置的第一半圆孔;下箱体上设有与上箱体的第一半圆孔相对应的第二半圆孔;小齿轮轴组件包括小轴承座、小齿轮轴、第一小轴承、第二小轴承、小挡环、小密封盖和小密封圈,小齿轮轴和大齿轮均为螺旋伞齿轮;大轴承座与大齿轮及联轴节固定连接,大轴承座具有端面齿;联轴节外侧端具有联轴节端面齿,且与大轴承座的端面齿相互配合;上箱体与小齿轮轴组件之间形成输入端润滑密