
一种生产盾尾刷上所用钢丝的轧丝切丝自动一体机.pdf

飞飙****ng


1/7

2/7

3/7

4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种生产盾尾刷上所用钢丝的轧丝切丝自动一体机.pdf
本发明涉及一种生产盾尾刷所用钢丝的轧丝切丝自动一体机,能将直径0.5-2mm范围内的钢丝轧成螺旋状,并按需要自动切成50mm至800mm范围内一定长度的钢丝。本发明可以有效提高钢丝的利用率,采用自动化控制,降低人工成本,大大提高了生产效率。本发明包括送丝定位孔(1)、轧丝主动轴(2)、横向轧花轮(3)、送丝主动轴(4)、送丝被动轮(5)(下方为送丝主动轮)、送丝机构主轴转速传感器(6)、轴承(7)、调节压板(8)、纵向轧花轮组(9)、滚刀传动轴转速传感器(10)、圆柱定位副刀(11)、旋转切割主刀(12)
一种轧丝切丝自动一体机上用于钢丝对齐的拍丝器.pdf
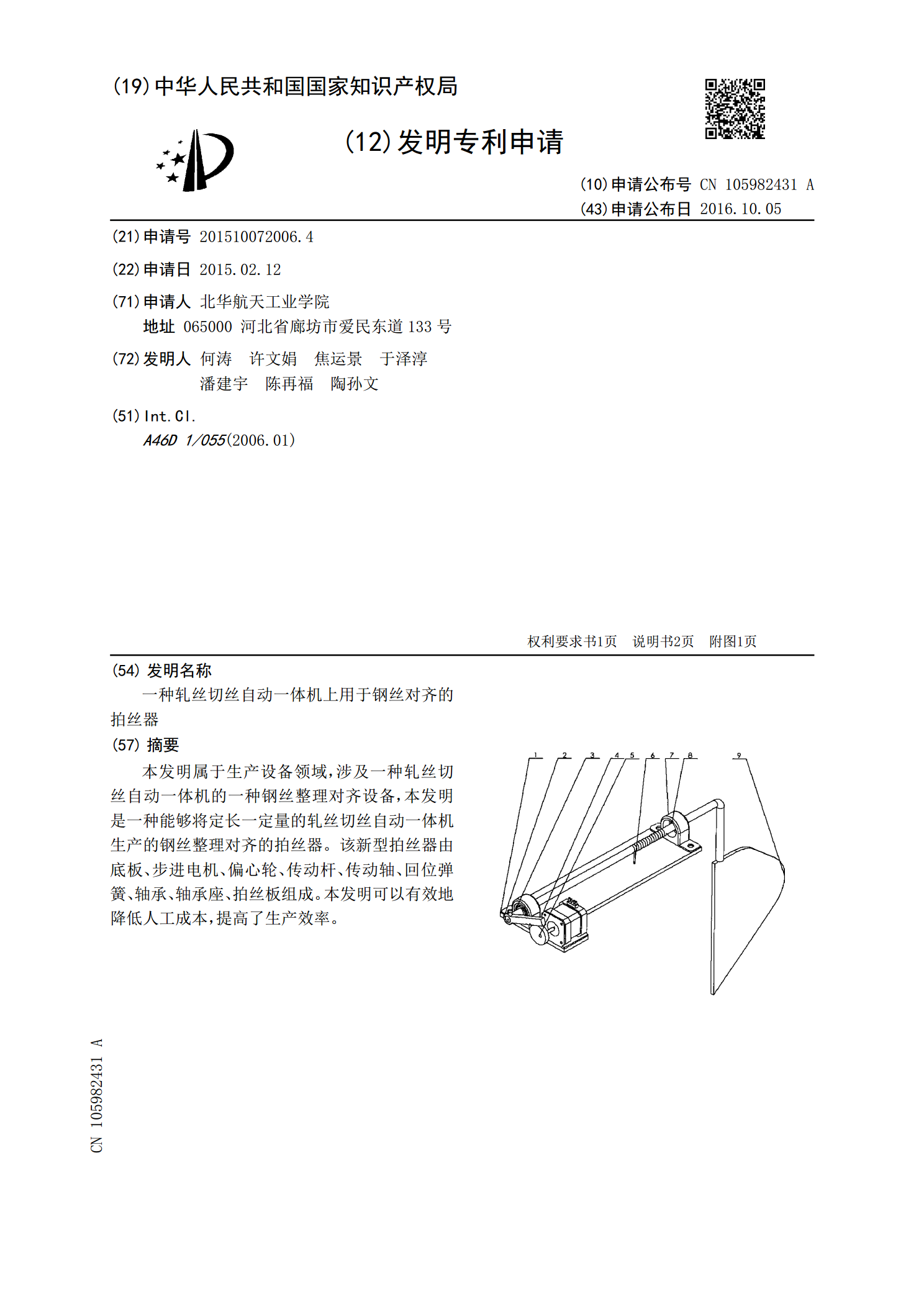
本发明属于生产设备领域,涉及一种轧丝切丝自动一体机的一种钢丝整理对齐设备,本发明是一种能够将定长一定量的轧丝切丝自动一体机生产的钢丝整理对齐的拍丝器。该新型拍丝器由底板、步进电机、偏心轮、传动杆、传动轴、回位弹簧、轴承、轴承座、拍丝板组成。本发明可以有效地降低人工成本,提高了生产效率。

一种钢丝轧丝机.pdf
本发明涉及一种钢丝轧丝机,它属于轧丝设备技术领域。本发明主要解决现有轧丝设备存在的轧丝精度低、易出现跑丝、缠丝、轧丝轮崩裂等技术问题。本发明的技术方案是:一种钢丝轧丝机,包括沿钢丝运动方向依次设置的原丝供丝装置、第一调直装置、轧丝装置、第二调直装置、收丝装置和控制器;所述原丝供丝装置由底座、送丝轴和供丝线盘组成;所述第一调直装置由第一调直平台和若干第一调直轮构成;所述第二调直装置由第二调直平台和若干第二调直轮构成;所述轧丝装置包括轧丝底座、若干轧丝轮组、若干三相异步电动机和若干冷却液喷嘴;所述收丝装置包括

一种用于卷装尾丝方向相反的自动尾丝换向设备.pdf
本发明提出了一种用于卷装尾丝方向相反的自动尾丝换向设备,包括第一尾丝换向装置和第二尾丝换向装置,所述第一尾丝换向装置包括第一支撑组件和第一旋转换向机构,所述第一支撑组件上设有第一推送机构、第一支撑梁,所述第一支撑梁在第一旋转换向机构的驱动下转动换向,与第二尾丝换向装置或自动落筒机器人相对接;所述第二尾丝换向装置包括第二支撑组件、第二旋转换向机构和第二推送机构,所述第二支撑组件上设有第二支撑梁,第二支撑梁在第二旋转换向机构的驱动下转动换向,与第一尾丝换向装置或自动落筒机器人或丝车相对接;该设备能够实现从卷装

一种全自动鱿鱼切丝烘干一体机.pdf
本发明公开了一种全自动鱿鱼切丝烘干一体机,包括入料口、微机控制装置、重量检测装置、支撑架、高温烘干装置、温度检测装置和切丝伸缩刀,所述入料口安装在切丝烘干机主机的顶部,所述切丝伸缩刀安装在切丝烘干机主机内部的顶部,且切丝伸缩刀的下方设置有转轴,所述转轴的表面设置有输送带,所述温度检测装置安装在切丝烘干机主机的右侧壁上,所述保温层的下方设置有烘干仓,所述高温烘干装置安装在烘干仓的顶部,所述微机控制装置安装在切丝烘干机主机的左侧。该新型切出来的鱿鱼丝分布均与,易烘干,卖相好,烘干效率高,鱿鱼丝受热均匀,最大化