
一种铝合金U型开放式精密内腔薄壁零件工艺方法.pdf

雨巷****珺琦

1/8
2/8

3/8

4/8
5/8
6/8

7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种铝合金U型开放式精密内腔薄壁零件工艺方法.pdf
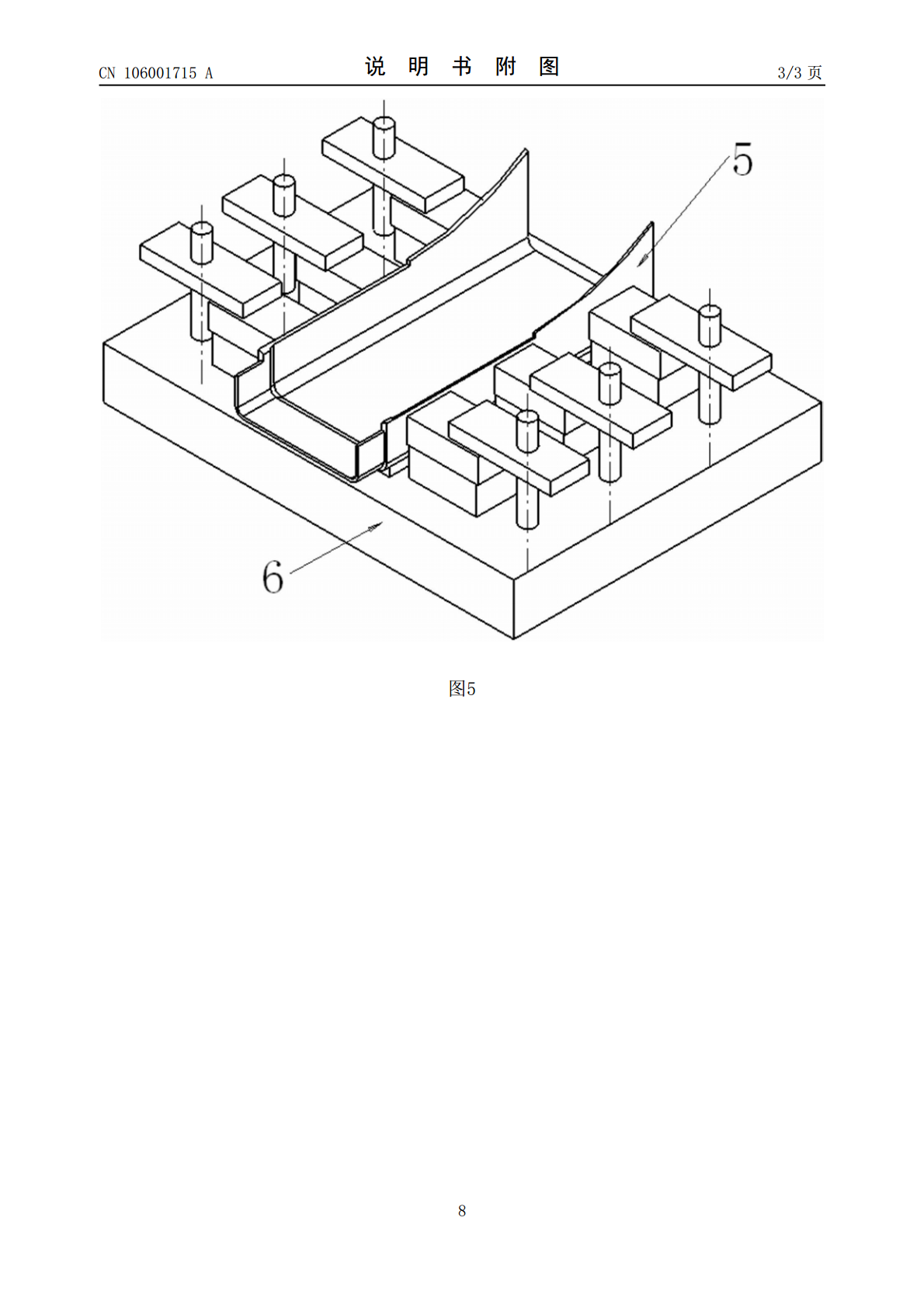
本发明属于一种加工方法,具体涉及一种铝合金U型开放式精密内腔薄壁零件工艺方法。包括下述步骤:步骤1:粗加工倒U型部分外轮廓;步骤2:粗加工U型内腔及部分外轮廓;步骤3:精加工倒U型部分外轮廓;步骤4:精加工U型内腔及部分外轮廓。本发明的优点是,它能够有效地解决易变形铝材质、U型开放式薄壁弱刚性结构的精密内腔零件制造加工的难题。

薄壁深腔型精密轮廓铣削技术.docx
薄壁深腔型精密轮廓铣削技术摘要薄壁深腔型结构是一种常见的薄壁件,其精度和表面质量要求极高。传统的加工方法无法满足要求,在这种情况下,薄壁深腔型精密轮廓铣削技术被引入。本文主要介绍了薄壁深腔型精密轮廓铣削技术的原理及其优化方法,以及其在工业制造中的应用和发展前景。关键字:薄壁深腔型,精密轮廓铣削,加工技术,应用AbstractThin-walleddeep-cavitystructuresarecommonthin-walledpartsthatrequirehighaccuracyandsurfacequ
一种大型内腔复杂结构薄壁铝合金铸件石膏铸型制备方法.pdf
本发明属于铝合金制造技术领域,公开了一种大型内腔复杂结构薄壁铝合金铸件石膏铸型制备方法,蜡型经过丙酮和工业乙醇混合剂清洗;蜡型封闭盲腔和不利于石膏充型的大平面采用排气孔和防水透气膜配合排气;石膏粉和混合水溶液在压力差的作用下,在混料罐内垂直喷射混合,降低粉尘排放;采用压差控制石膏浆料通过阶梯压力差,在真空下灌注砂箱;真空罐上罐内的左、右混料罐可实现异步混料与灌浆。本发明有效去除表面分型剂,增加石膏浆料和蜡型表面的润湿性,提高铸件表面光洁度;保证石膏浆料充型完整,降低欠充型造成的瘤疤和残留气泡形成的铝豆,大

一种高纯铝类薄壁零件内球面的精密加工方法.docx
一种高纯铝类薄壁零件内球面的精密加工方法一种高纯铝类薄壁零件内球面的精密加工方法摘要本文针对高纯铝类薄壁零件内球面的精密加工问题进行了研究。以上下切削杆的切削方式,配合特制的球面加工头,实现了对零件内球面的高精度加工。通过实验验证,该加工方法能够获得较高的加工精度和表面质量,并且操作简便、成本更低,适合于小批量、复杂形状的高纯铝类薄壁零件内球面的加工。关键词:高纯铝类;薄壁零件;球面加工;精密加工;表面质量引言高纯铝类薄壁零件因具有良好的导电、导热、可焊性、可加工性以及轻量化等优异性能,被广泛应用于汽车、

精密薄壁回转体零件加工工艺.docx
精密薄壁回转体零件加工工艺一、背景精密薄壁回转体零件是机器加工中复杂性较高、难度较大的一种零件,广泛应用于航空、航天、汽车、机电等领域。薄壁回转体零件一般具有薄壁、大径、高硬度、高精度等特点,同时还需要考虑材料的特性和零件的可靠性,因此制造难度比较大。本文将探讨精密薄壁回转体零件加工的工艺及其相关的问题。二、加工工艺精密薄壁回转体零件加工需要经过多道工序。1.选择合适的工艺流程精密薄壁回转体加工工艺的设计应考虑加工的几何形状、材料性质、精度等因素,合理设计工艺流程,使加工过程中尽量减少加工误差和变形。在选