
一种电弧增材与铣削复合加工方法及其产品.pdf

fu****级甜

1/10

2/10

3/10
4/10
5/10
6/10

7/10

8/10

9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种电弧增材与铣削复合加工方法及其产品.pdf
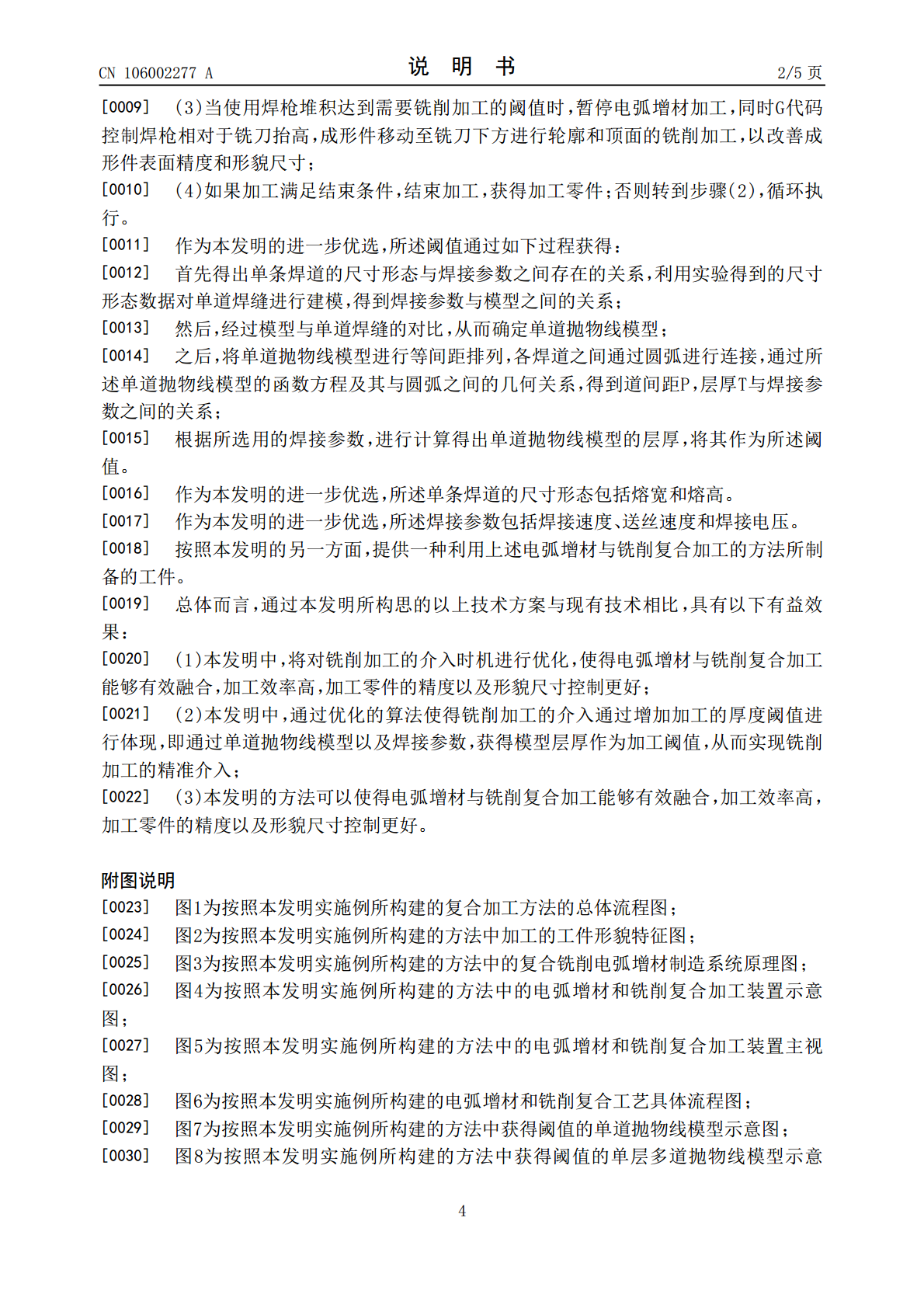
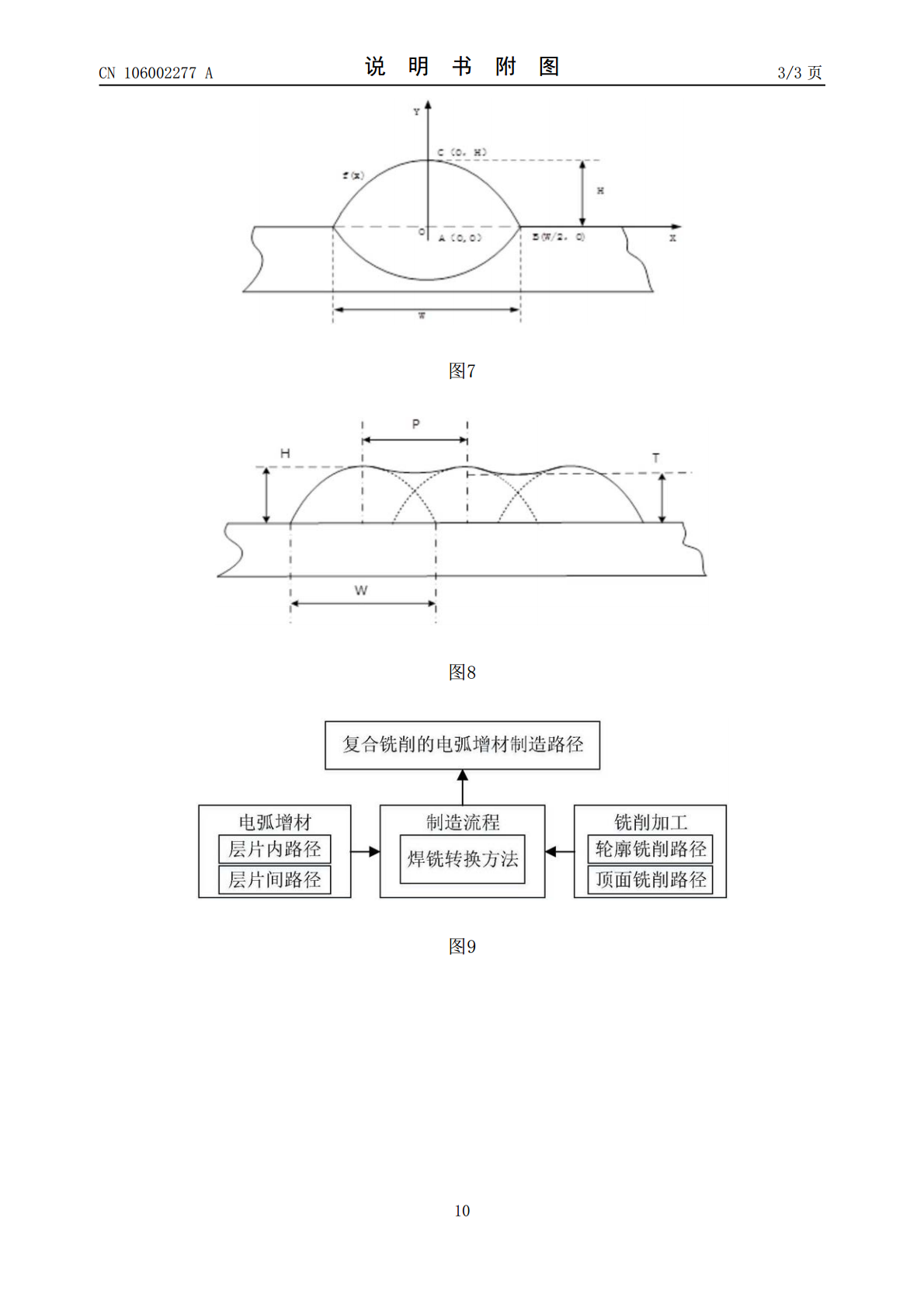
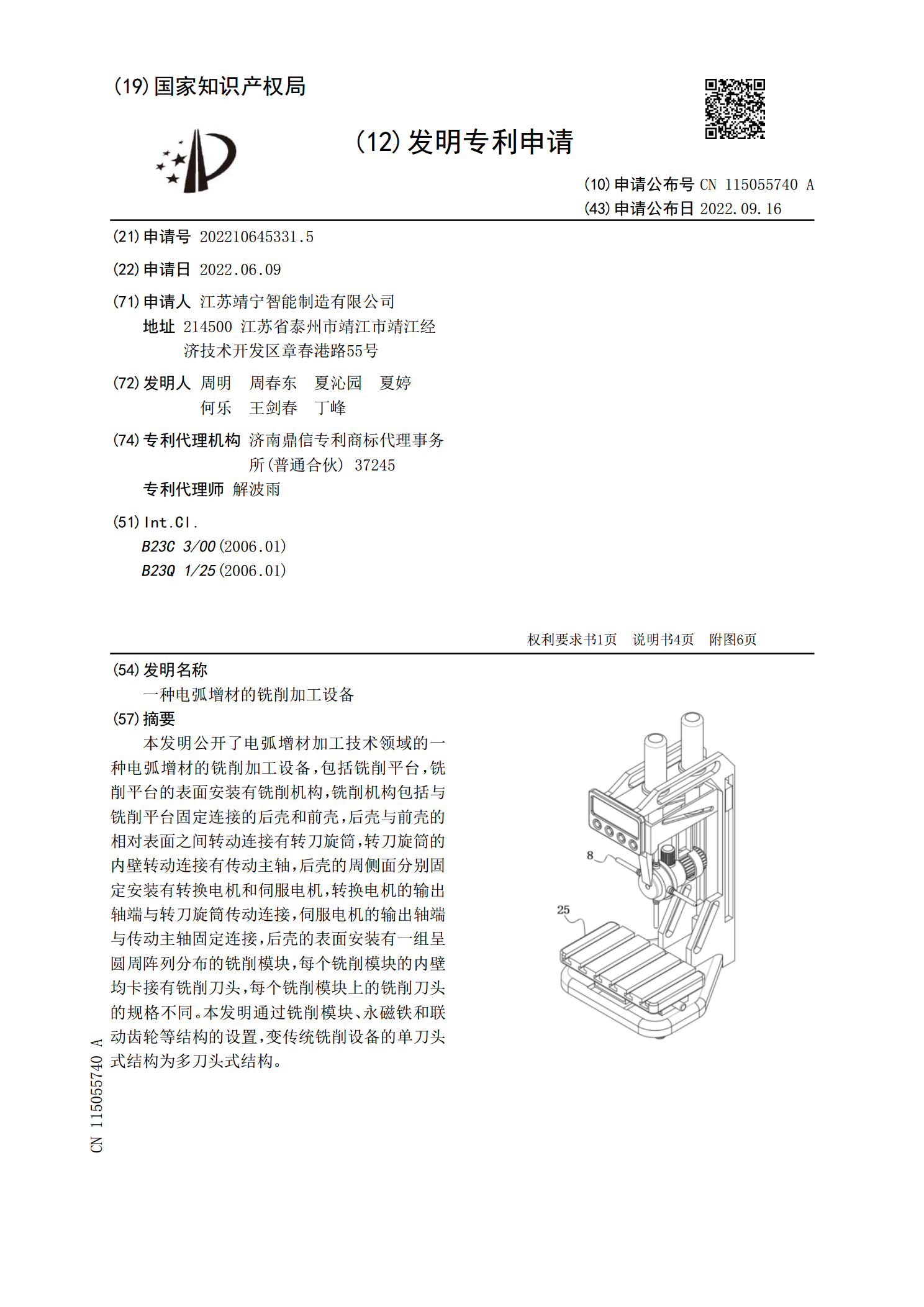
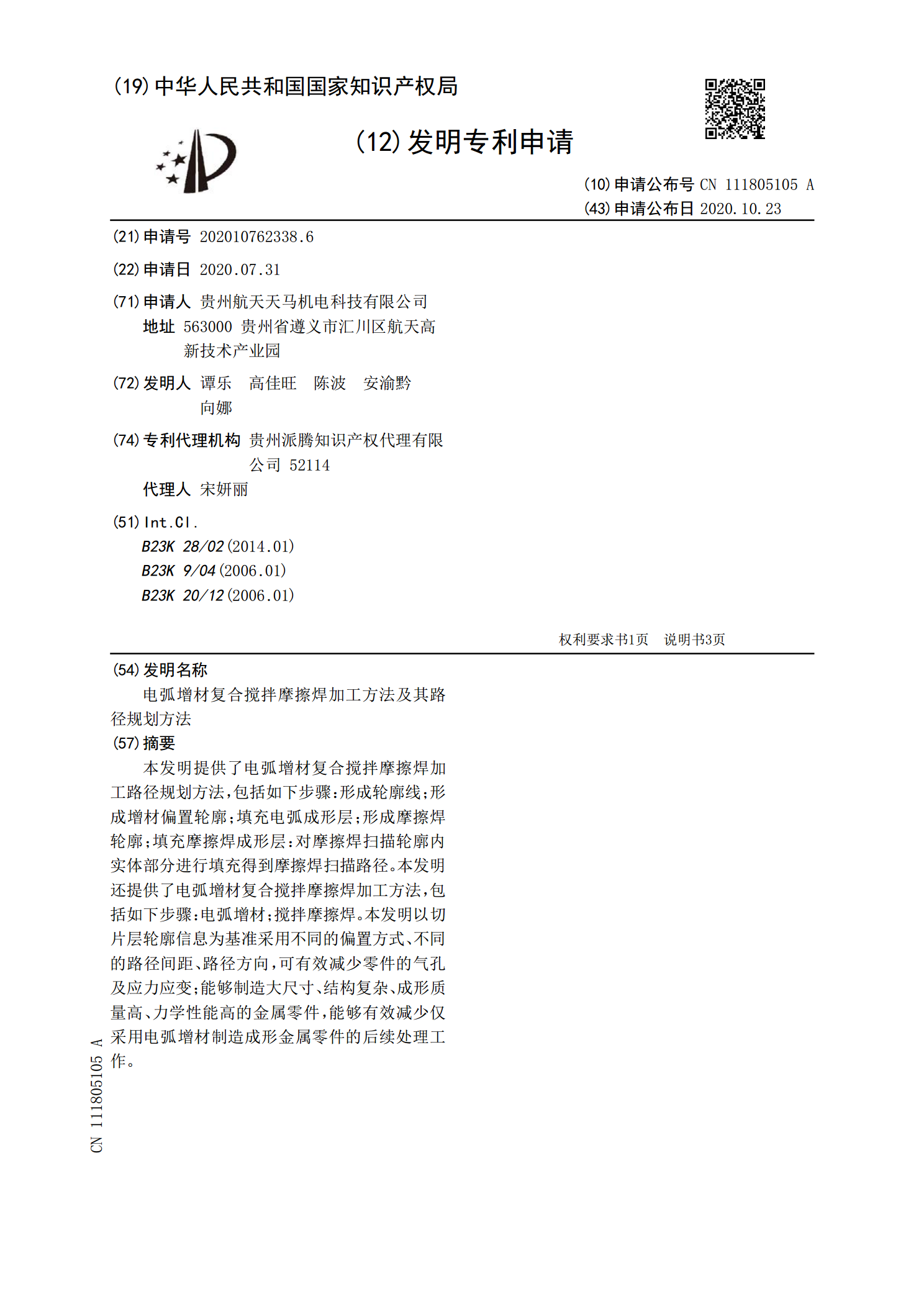
本发明公开了一种电弧增材与铣削复合加工的方法,包括:(1)将需要加工零件的STL三维模型进行分层切片及路径规划,生成相应的G代码,然后导入至电弧增材和铣削加工复合装置中进行加工;(2)控制焊枪的开关,氩气的开关以及复合装置的运动,来进行电弧增材制造;(3)当使用焊枪堆积达到需要铣削加工的阈值时,暂停电弧增材加工,同时G代码控制焊枪相对于铣刀抬高,成形件移动至铣刀下方进行轮廓和顶面的铣削加工;(4)如果加工满足结束条件,结束加工,获得加工零件;否则转到步骤(2),循环执行。本发明还公开了相应的产品。本发明可
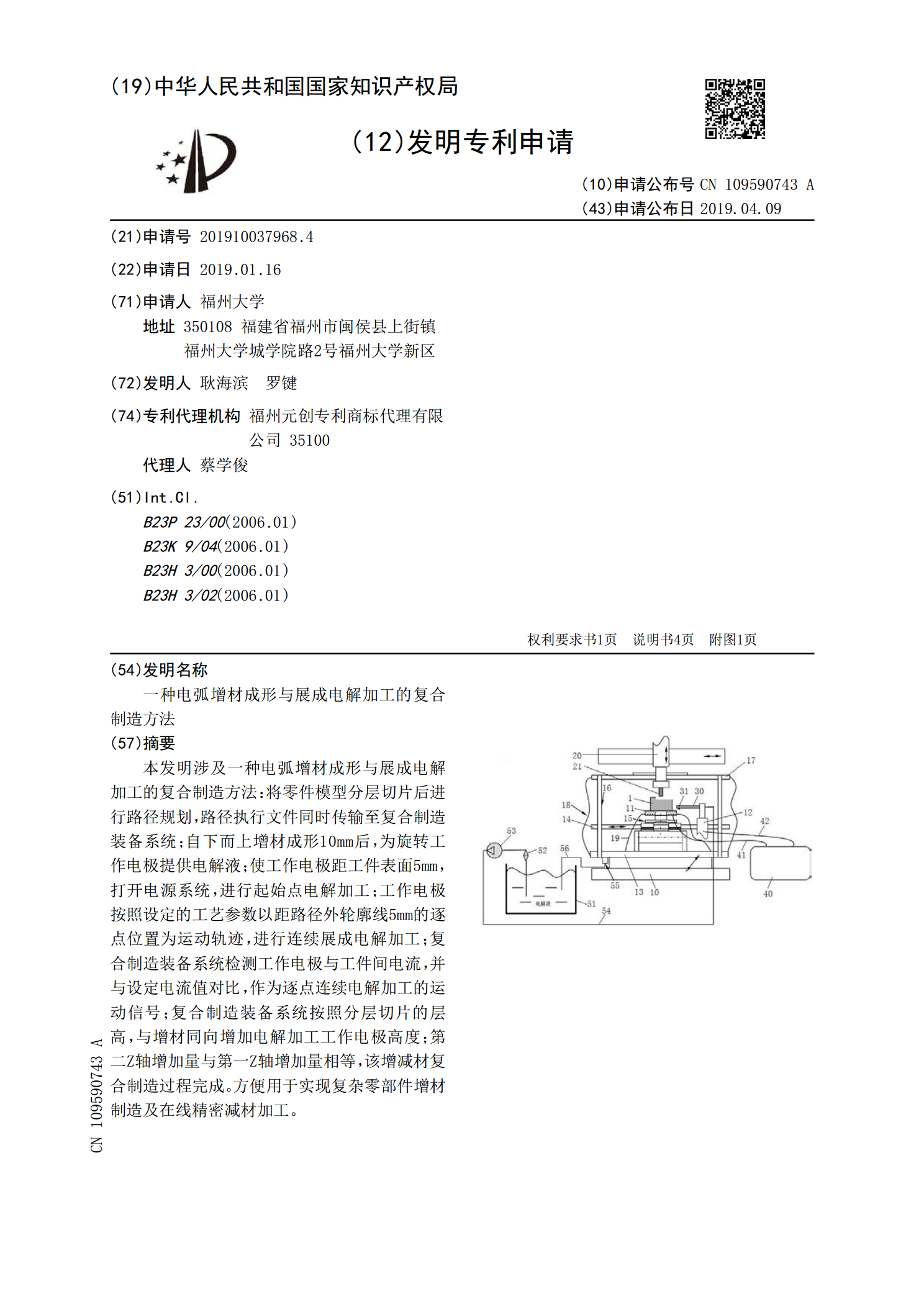
一种电弧增材的铣削加工设备.pdf
本发明公开了电弧增材加工技术领域的一种电弧增材的铣削加工设备,包括铣削平台,铣削平台的表面安装有铣削机构,铣削机构包括与铣削平台固定连接的后壳和前壳,后壳与前壳的相对表面之间转动连接有转刀旋筒,转刀旋筒的内壁转动连接有传动主轴,后壳的周侧面分别固定安装有转换电机和伺服电机,转换电机的输出轴端与转刀旋筒传动连接,伺服电机的输出轴端与传动主轴固定连接,后壳的表面安装有一组呈圆周阵列分布的铣削模块,每个铣削模块的内壁均卡接有铣削刀头,每个铣削模块上的铣削刀头的规格不同。本发明通过铣削模块、永磁铁和联动齿轮等结构
电弧增材复合搅拌摩擦焊加工方法及其路径规划方法.pdf
本发明提供了电弧增材复合搅拌摩擦焊加工路径规划方法,包括如下步骤:形成轮廓线;形成增材偏置轮廓;填充电弧成形层;形成摩擦焊轮廓;填充摩擦焊成形层:对摩擦焊扫描轮廓内实体部分进行填充得到摩擦焊扫描路径。本发明还提供了电弧增材复合搅拌摩擦焊加工方法,包括如下步骤:电弧增材;搅拌摩擦焊。本发明以切片层轮廓信息为基准采用不同的偏置方式、不同的路径间距、路径方向,可有效减少零件的气孔及应力应变;能够制造大尺寸、结构复杂、成形质量高、力学性能高的金属零件,能够有效减少仅采用电弧增材制造成形金属零件的后续处理工作。
一种电弧增材成形与展成电解加工的复合制造方法.pdf
本发明涉及一种电弧增材成形与展成电解加工的复合制造方法:将零件模型分层切片后进行路径规划,路径执行文件同时传输至复合制造装备系统;自下而上增材成形10mm后,为旋转工作电极提供电解液;使工作电极距工件表面5mm,打开电源系统,进行起始点电解加工;工作电极按照设定的工艺参数以距路径外轮廓线5mm的逐点位置为运动轨迹,进行连续展成电解加工;复合制造装备系统检测工作电极与工件间电流,并与设定电流值对比,作为逐点连续电解加工的运动信号;复合制造装备系统按照分层切片的层高,与增材同向增加电解加工工作电极高度;第二Z
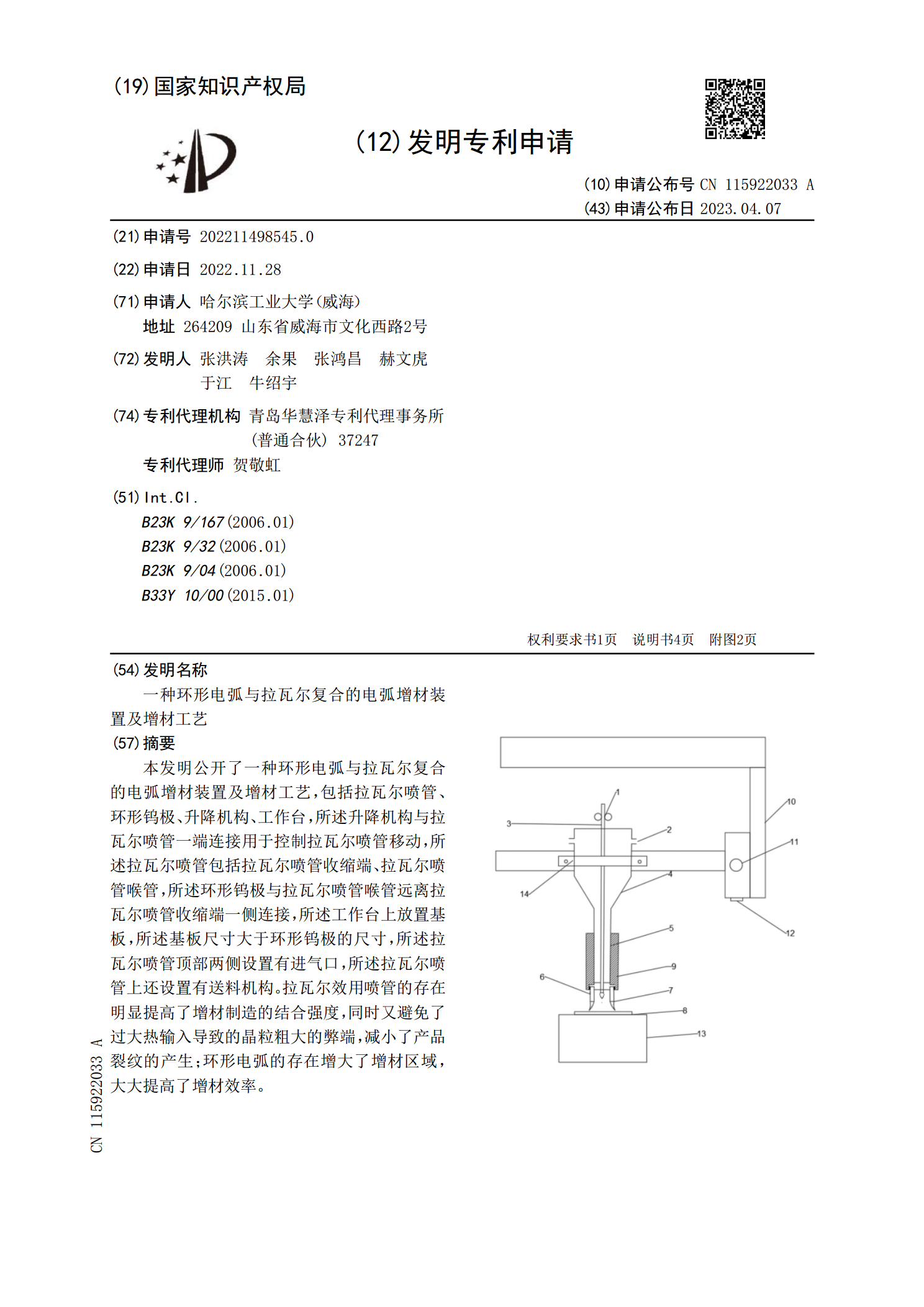
一种环形电弧与拉瓦尔复合的电弧增材装置及增材工艺.pdf
本发明公开了一种环形电弧与拉瓦尔复合的电弧增材装置及增材工艺,包括拉瓦尔喷管、环形钨极、升降机构、工作台,所述升降机构与拉瓦尔喷管一端连接用于控制拉瓦尔喷管移动,所述拉瓦尔喷管包括拉瓦尔喷管收缩端、拉瓦尔喷管喉管,所述环形钨极与拉瓦尔喷管喉管远离拉瓦尔喷管收缩端一侧连接,所述工作台上放置基板,所述基板尺寸大于环形钨极的尺寸,所述拉瓦尔喷管顶部两侧设置有进气口,所述拉瓦尔喷管上还设置有送料机构。拉瓦尔效用喷管的存在明显提高了增材制造的结合强度,同时又避免了过大热输入导致的晶粒粗大的弊端,减小了产品裂纹的产生