
一种偏心式齿轮的加工工艺.pdf

宏硕****mo

1/5
2/5
3/5

4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种偏心式齿轮的加工工艺.pdf
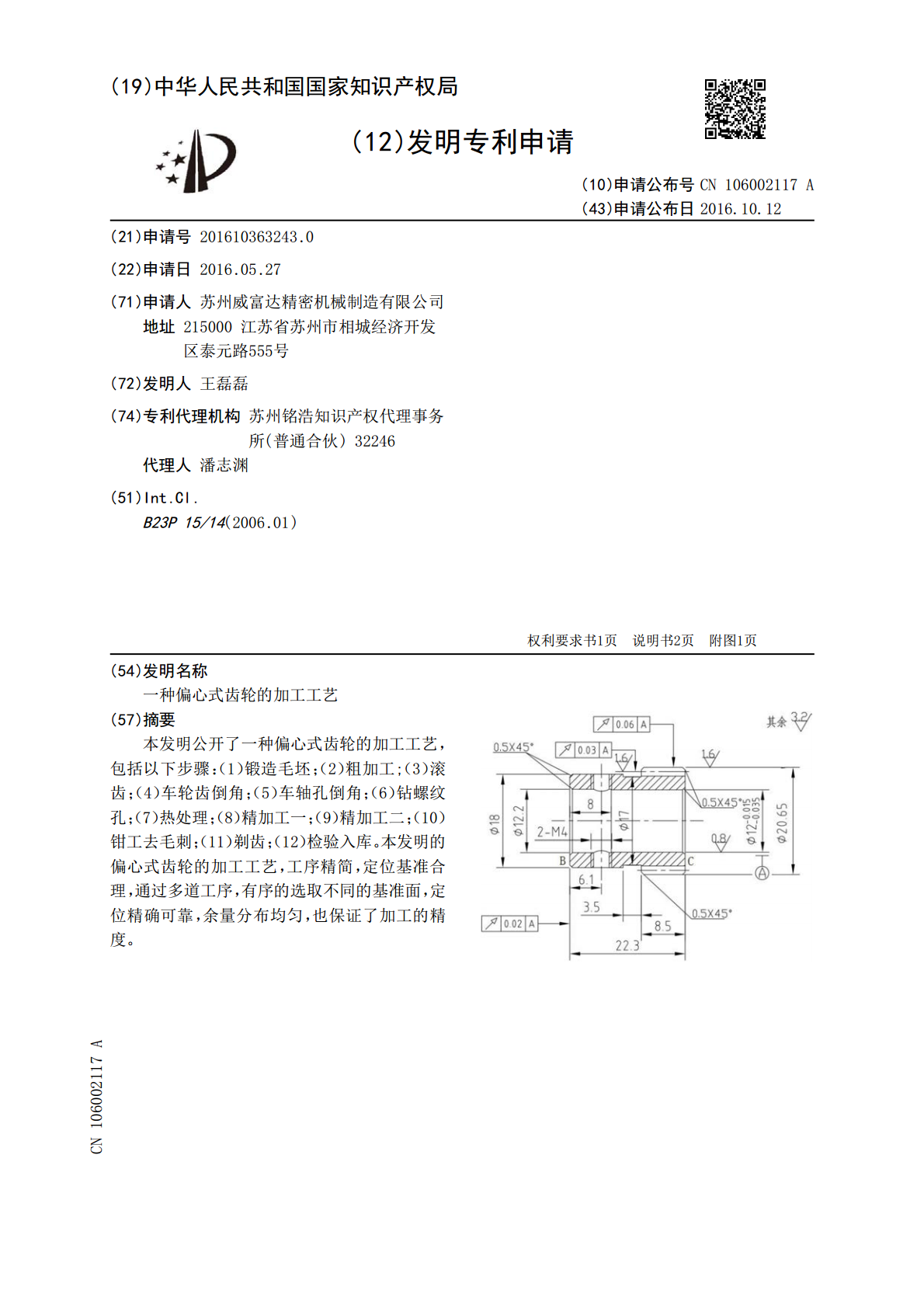
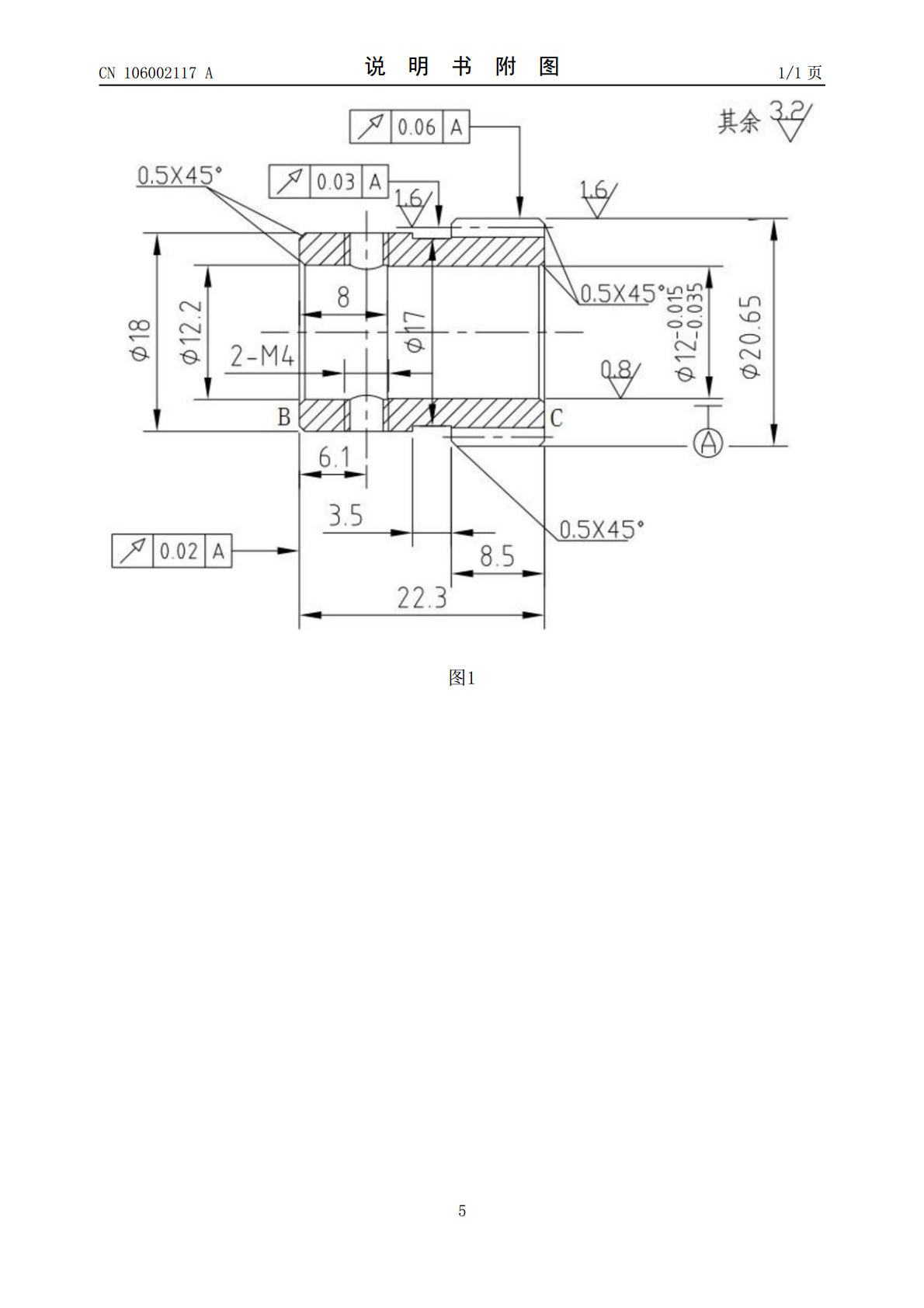
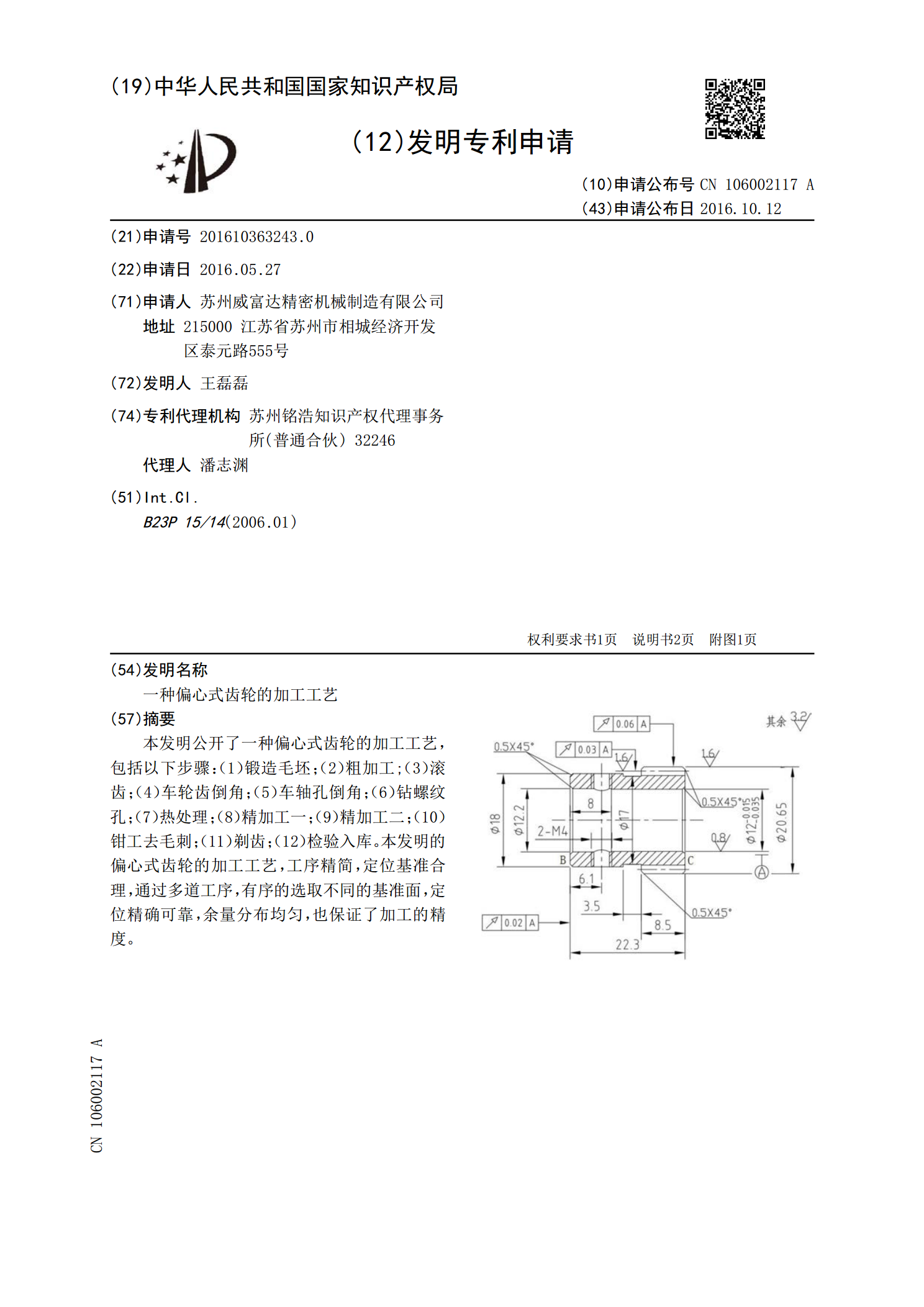
本发明公开了一种偏心式齿轮的加工工艺,包括以下步骤:(1)锻造毛坯;(2)粗加工;(3)滚齿;(4)车轮齿倒角;(5)车轴孔倒角;(6)钻螺纹孔;(7)热处理;(8)精加工一;(9)精加工二;(10)钳工去毛刺;(11)剃齿;(12)检验入库。本发明的偏心式齿轮的加工工艺,工序精简,定位基准合理,通过多道工序,有序的选取不同的基准面,定位精确可靠,余量分布均匀,也保证了加工的精度。
一种偏心斜齿轮及加工工艺.pdf
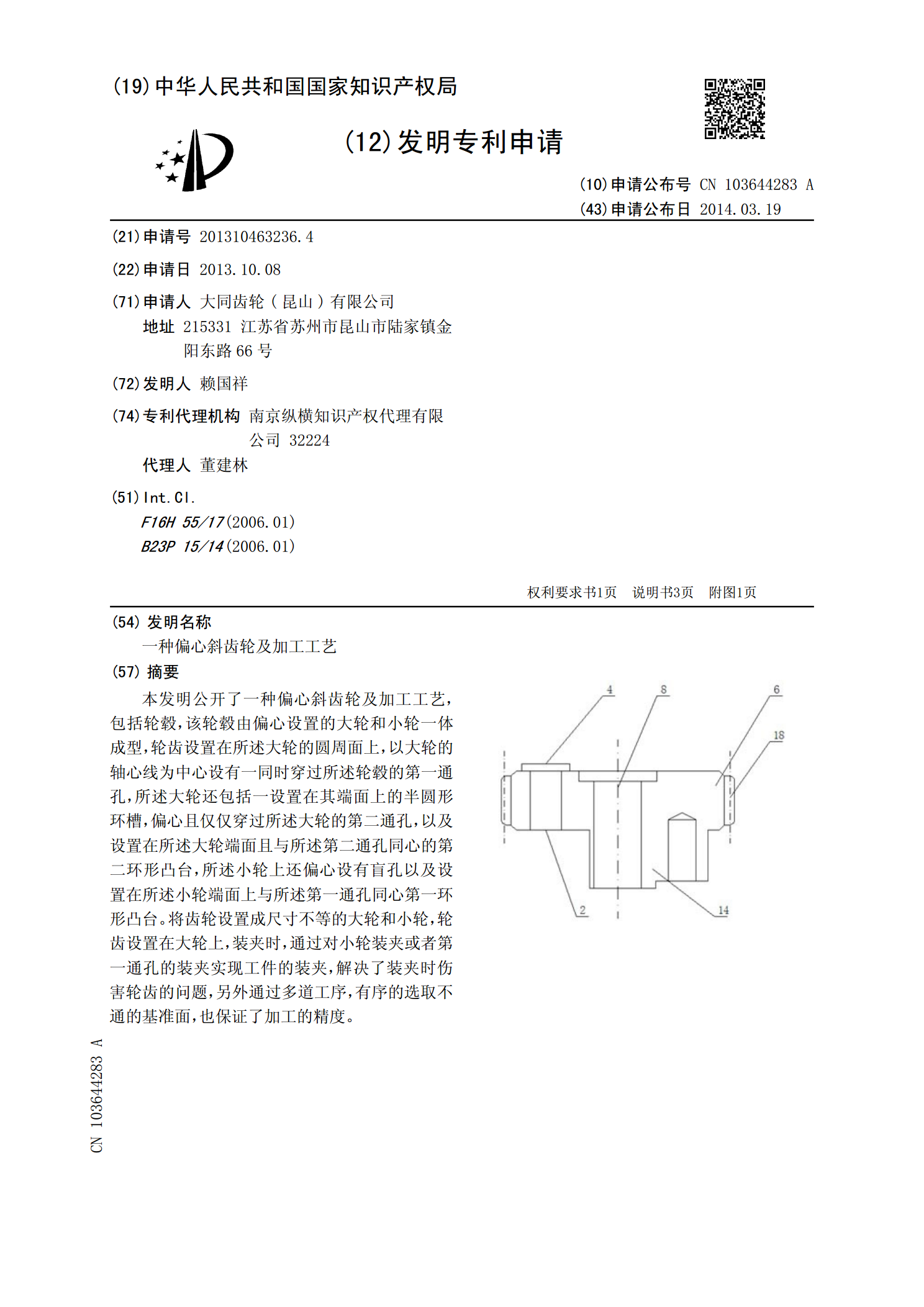
本发明公开了一种偏心斜齿轮及加工工艺,包括轮毂,该轮毂由偏心设置的大轮和小轮一体成型,轮齿设置在所述大轮的圆周面上,以大轮的轴心线为中心设有一同时穿过所述轮毂的第一通孔,所述大轮还包括一设置在其端面上的半圆形环槽,偏心且仅仅穿过所述大轮的第二通孔,以及设置在所述大轮端面且与所述第二通孔同心的第二环形凸台,所述小轮上还偏心设有盲孔以及设置在所述小轮端面上与所述第一通孔同心第一环形凸台。将齿轮设置成尺寸不等的大轮和小轮,轮齿设置在大轮上,装夹时,通过对小轮装夹或者第一通孔的装夹实现工件的装夹,解决了装夹时伤害

一种焊接式偏心风管的加工工艺.docx
一种焊接式偏心风管的加工工艺焊接式偏心风管的加工工艺摘要:随着工业和建筑领域对空气流动控制需求的增加,风管在空调、通风和排气系统中扮演着至关重要的角色。偏心风管作为一种特殊结构的风管,在特定情况下可以优化风流分布。本论文将介绍焊接式偏心风管的加工工艺,包括设计与制造步骤、焊接过程与参数、焊后处理以及质量控制等方面的内容。通过研究和分析,我们可以得出结论:焊接式偏心风管是一种有效的空气流动控制解决方案。关键词:偏心风管、加工工艺、焊接、风流分布、空气流动控制1.引言随着现代工业和建筑技术的发展,空调、通风和
一种偏心式齿轮.pdf
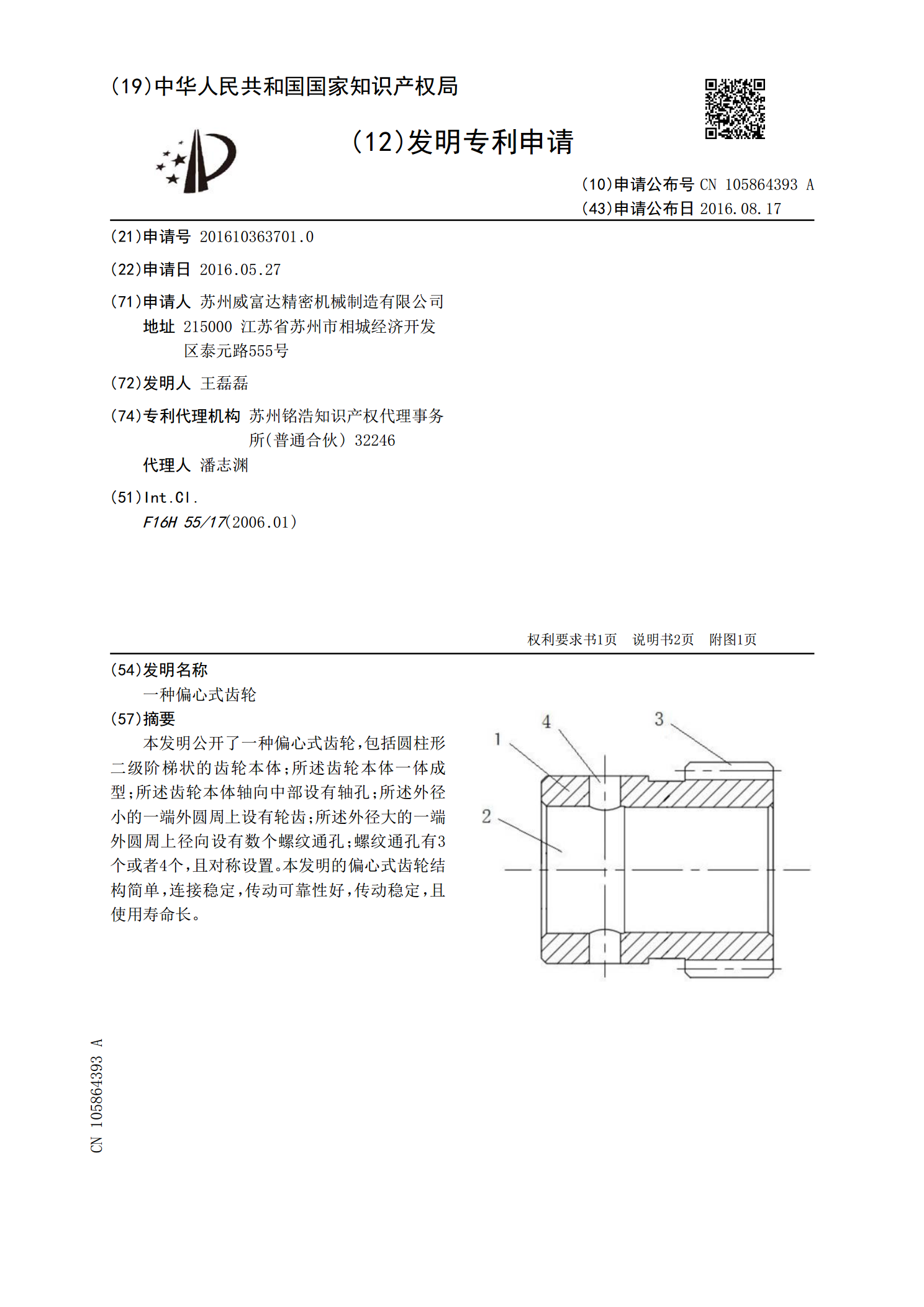
本发明公开了一种偏心式齿轮,包括圆柱形二级阶梯状的齿轮本体;所述齿轮本体一体成型;所述齿轮本体轴向中部设有轴孔;所述外径小的一端外圆周上设有轮齿;所述外径大的一端外圆周上径向设有数个螺纹通孔;螺纹通孔有3个或者4个,且对称设置。本发明的偏心式齿轮结构简单,连接稳定,传动可靠性好,传动稳定,且使用寿命长。
一种偏心摆动型齿轮行星架组件加工工艺.pdf
一种偏心摆动型齿轮行星架组件加工工艺,所述加工工艺包括:第一步:分别粗加工输入行星架和输出行星架;第二步:以输出行星架油封位平面作基准面,把输入行星架和输出行星架装夹固定;第三步:加工锥销孔;第四步:加工输入行星架的第二中心孔、输出行星架的第一中心孔和输入行星架的第二轴承孔、输出行星架的第一轴承孔;第五步:掉头输入行星架的第二平面作基准,外圆定心;第六步:精加工输出行星架的中心台阶孔、螺纹孔及第一平面;第七步:加工行星架组的第一轴承孔和第二轴承孔、油封位。通过本发明,提高了销孔的位置度、轴承位的同心度、轴