
一种耐磨损磁飞轮铸件的原料配方及其生产工艺.pdf

努力****振宇


1/5

2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种耐磨损磁飞轮铸件的原料配方及其生产工艺.pdf
本发明公开了一种耐磨损磁飞轮铸件的原料配方,包括以下重量组份:生铁120‑130份,碳钢70‑90份,高锰钢90‑120份,钨钢30‑60份,钨金10‑20份,钛钢20‑40份,铬钼硅锰钢50‑70份,铜粉5‑15份,钛粉15‑25份。一种耐磨损磁飞轮铸件的原料配方的生产工艺,包括以下步骤:S1:粉料筛选,S2:称量配比,S3:原料清洗,S4:原料烘干,S5:熔融混合,S6:冷却成型。本发明通过加入碳钢和高锰钢,能够有效的使本发明生产的金属原料起到耐磨损的作用,通过加入钨钢能够进一步增加产品的耐磨损性能,
一种高强度飞轮铸件的原料配方及其生产工艺.pdf
本发明公开了一种高强度飞轮铸件的原料配方,包括以下重量组份:生铁120份,碳钢100份,二氧化硅6份,氧化铝5份,钛粉8份,钨粉5份,金粉3份,锌粉7份,铜粉4份,碳化钨11份,碳化钴5份,碳化铌6份,碳化钛4份。一种高强度飞轮铸件的原料配方的生产工艺,通过以下步骤制得:S1:原料称重浸洗,S2:原料淋洗,S3:原料烘干,S4:初步混合,S5:熔融混合,S6:冷却。本发明的配方更加合理,通过加入钛粉,钨粉,能够有效的增加飞轮铸件的原料的强度,通过加入金粉,碳化钨,碳化钴,碳化铌,碳化钛,能够增加飞轮铸件的
一种铸件金属配方及生产工艺.pdf
本发明公开了一种铸件金属配方,所述配方是由废钢、生铁、回炉料、硅铁、锰铁、增碳剂组成,其原料组合物包括如下百分比重:废钢48‑51%、生铁8‑11%、回炉料38‑42%、硅铁1.5‑2%、锰铁1‑1.5%,增碳剂1.5‑1.9%。本发明采用该工艺将配方进行铸造,利用原有的技术及配方生产出来的废品率为30%,采用该铸件及配方生产出来的废品率降低至10%,降低企业的生产成本,提高的铸件的生产效率,本配方中的铁元素占原料总质量百分比为92%‑97%,所述的碳占原料总质量百分比为2.5%‑4.5%,硅占原料总质量

一种耐磨损高导磁功能涂层的原料制备和施工方法.pdf
一种耐磨损高导磁功能涂层的原料制备方法,包括以下步骤:依次取Si、B、Cr、C、W、Y、Fe的单质粉末混合置于中频感应炉中进行冶炼熔化,然后进行水雾化处理,得到的水粉水混合料,然后过滤脱水、干燥处理,筛选后即得耐磨损高导磁功能涂层的原料粉末;施工方法为:将原料粉末采用冷喷涂工艺施工,工艺参数如下:工作气体和载粉气体均为氮气,工作气体压力2~3.5MPa、温度600~750℃、距离40mm,枪速300~600mm/s,送粉器的转盘转速为3~5r/min。该制备方法步骤简单,原料易得,喷涂后的涂层可以显著提高
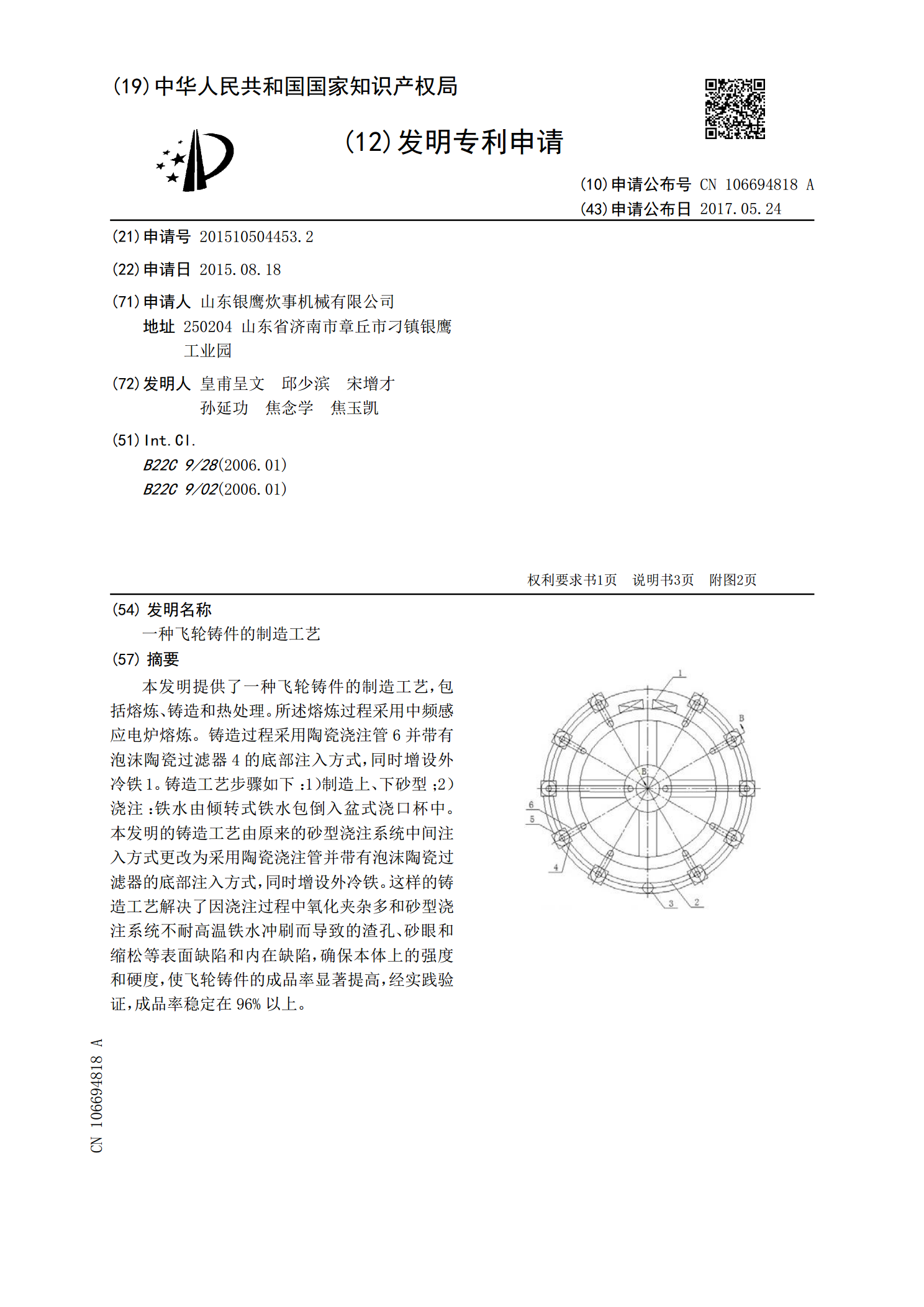
一种飞轮铸件的制造工艺.pdf
本发明提供了一种飞轮铸件的制造工艺,包括熔炼、铸造和热处理。所述熔炼过程采用中频感应电炉熔炼。铸造过程采用陶瓷浇注管6并带有泡沫陶瓷过滤器4的底部注入方式,同时增设外冷铁1。铸造工艺步骤如下:1)制造上、下砂型;2)浇注:铁水由倾转式铁水包倒入盆式浇口杯中。本发明的铸造工艺由原来的砂型浇注系统中间注入方式更改为采用陶瓷浇注管并带有泡沫陶瓷过滤器的底部注入方式,同时增设外冷铁。这样的铸造工艺解决了因浇注过程中氧化夹杂多和砂型浇注系统不耐高温铁水冲刷而导致的渣孔、砂眼和缩松等表面缺陷和内在缺陷,确保本体上的强