
一种重力加压铸造铝合金大巴轮毂的制作工艺.pdf

映雁****魔王

1/7
2/7
3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种重力加压铸造铝合金大巴轮毂的制作工艺.pdf
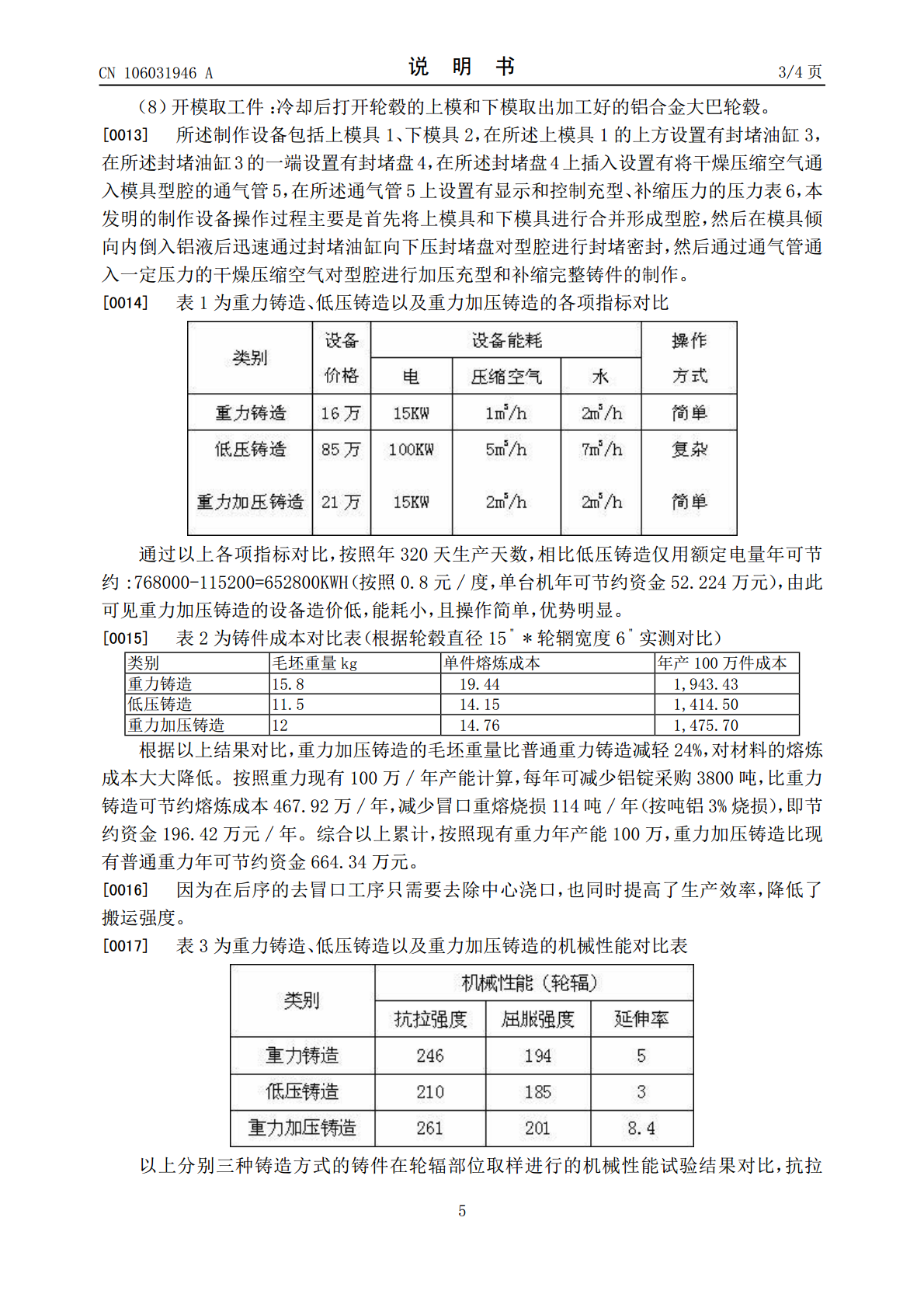
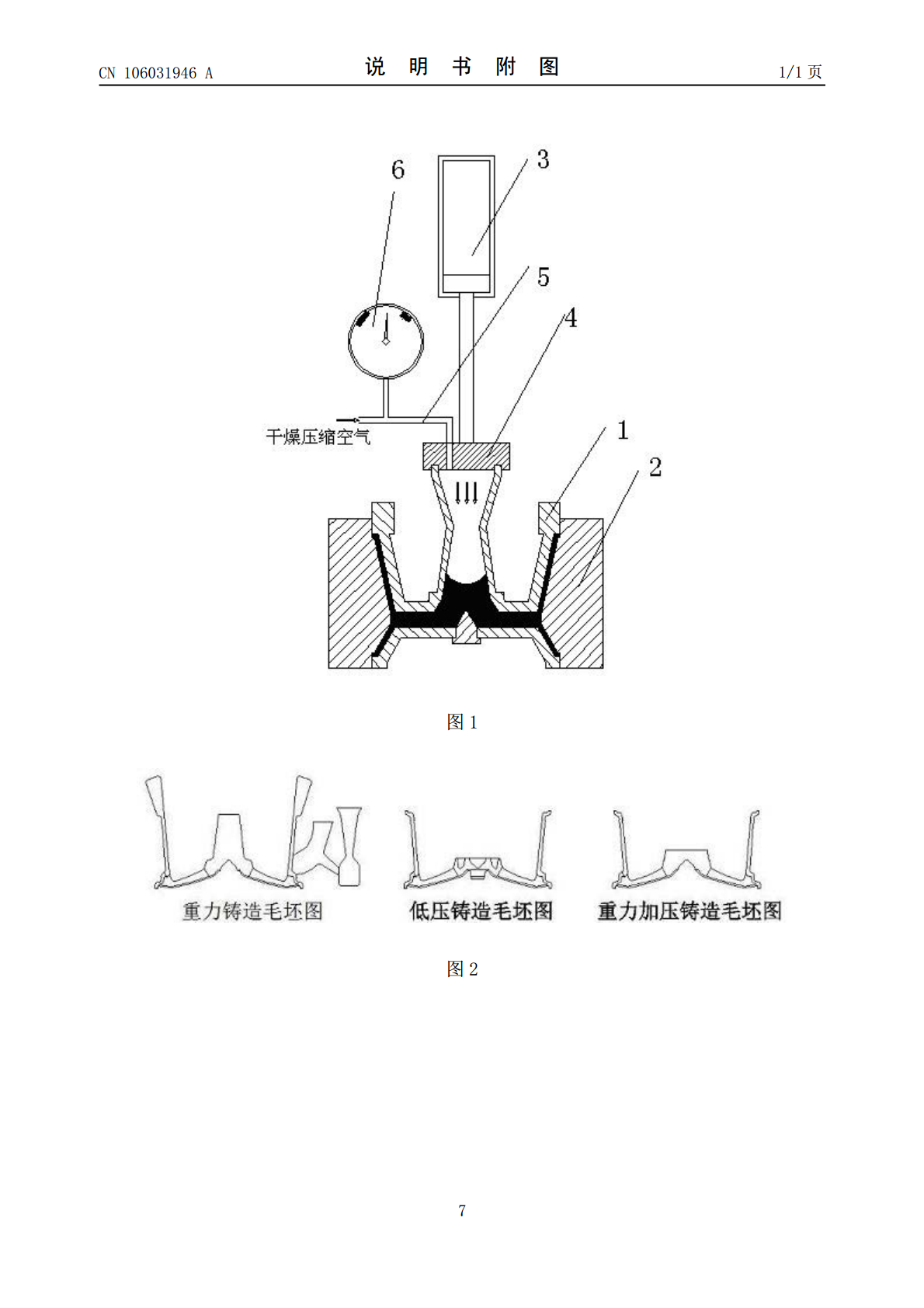
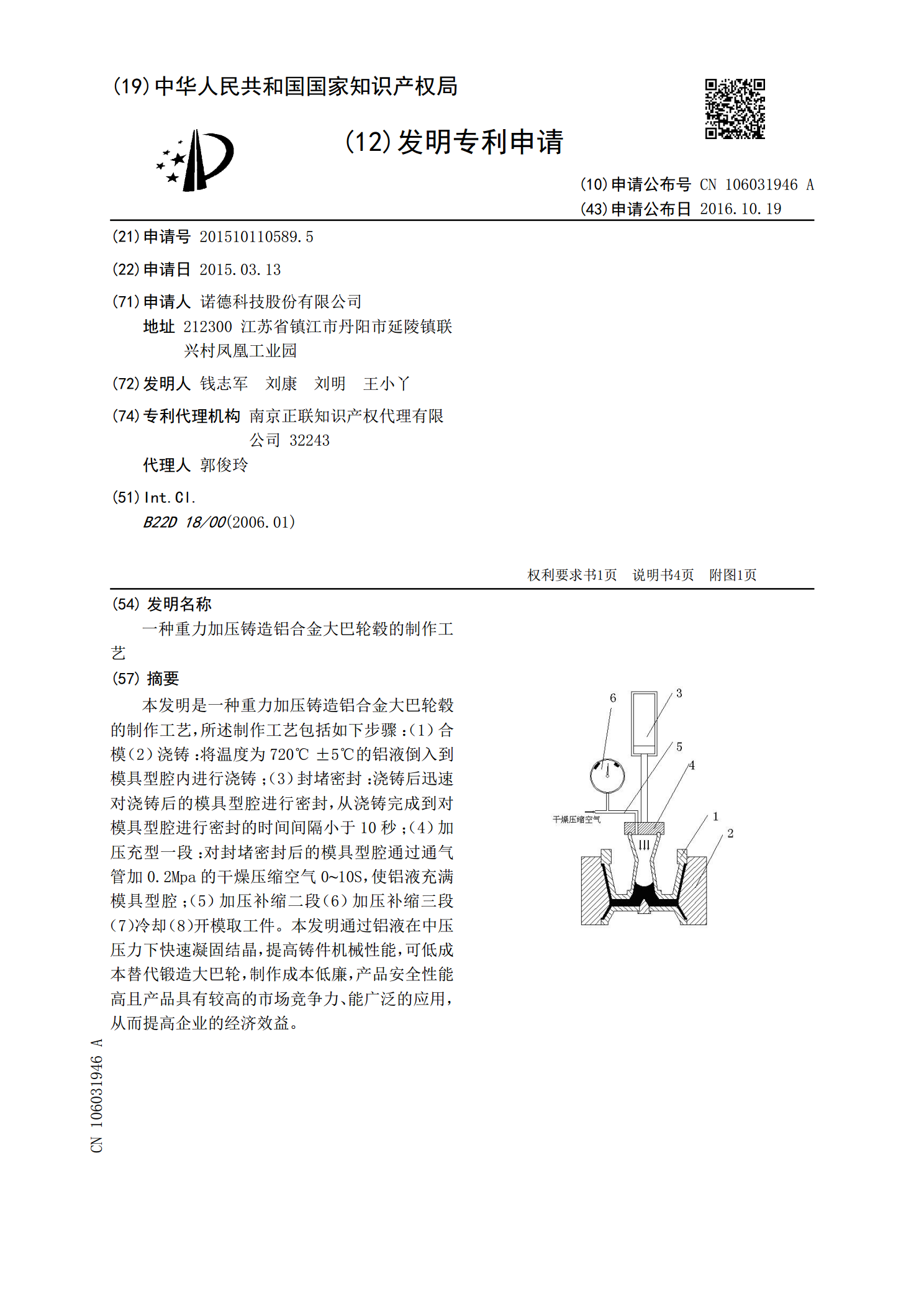
本发明是一种重力加压铸造铝合金大巴轮毂的制作工艺,所述制作工艺包括如下步骤:(1)合模(2)浇铸:将温度为720℃±5℃的铝液倒入到模具型腔内进行浇铸;(3)封堵密封:浇铸后迅速对浇铸后的模具型腔进行密封,从浇铸完成到对模具型腔进行密封的时间间隔小于10秒;(4)加压充型一段:对封堵密封后的模具型腔通过通气管加0.2Mpa的干燥压缩空气0~10S,使铝液充满模具型腔;(5)加压补缩二段(6)加压补缩三段(7)冷却(8)开模取工件。本发明通过铝液在中压压力下快速凝固结晶,提高铸件机械性能,可低成本替代锻造大
一种铝合金轮毂重力铸造工艺.pdf
本发明提供一种铝合金轮毂重力铸造工艺,包括以下步骤:将铝合金轮毅原料进行融化;对融化后的铝合金轮毅原料进行精炼除气;进行浇注;与现有技术相比,本发明具有如下的有益效果:可以有效解决产品漏气问题,最终可以得到外面光滑、内部无缺陷的铝轮毂。

汽车铝合金轮毂重力加压铸造的探讨.docx
汽车铝合金轮毂重力加压铸造的探讨汽车铝合金轮毂在现代汽车中起到了至关重要的作用。它们不仅能为汽车提供稳定的支撑和运行平稳性,而且还能提高汽车的整体外观和车轮的耐用性。重力加压铸造作为一种广泛应用于汽车铝合金轮毂生产中的工艺方法,具有高效率、高质量和低成本等优点。本论文将对汽车铝合金轮毂重力加压铸造工艺进行探讨,并就其优点及应用前景进行分析。首先,我们来了解一下汽车铝合金轮毂的重要性。作为汽车的重要部件之一,轮毂不仅要承受车辆负载,还要经受各种路况的挑战,如高速行驶时的惯性力和急刹车时的冲击力。因此,轮毂的
铝合金轮毂重力熔炼铸造工艺.pdf
本发明公开了铝合金轮毂重力熔炼铸造工艺,至少包括如下步骤:A.熔化:加焦碳燃料,开鼓风机,融化速度越快越好,当铝液温度达到730℃~750℃时,用渣勺搅拌2‑3分钟;B.精练除气:b1,变质,撒上打渣剂,进行打渣,然后将除气机吊入保温炉内,调节好氮气的压力大小为0.2~0.3MPa,待铝液达到一定高度,温度达到715℃±15℃时启动开关,进行氮气精练除气,除气时间为20分钟;该过程需保证石墨棒插入保温炉内的深度为距坩埚底180‑220mm;b2,测温后取炉渣,在除气时间到20‑30分钟后,向坩埚内加入一支
一种大巴汽车铝合金轮毂的低压铸造工艺.pdf
本发明属于金属熔铸技术领域,涉及一种大巴汽车铝合金轮毂的低压铸造工艺,包括:将铝合金熔化成铝水温度720~740℃,除气除渣;静置待杂质充分上浮,扒出铝渣;转入中转包后再次进行除气精炼,添加一定量铝钛硼合金、铝镁合金和铝锶合金;铸造模具边摸温度400~420℃;低压铸造,浇注温度680~700℃,升液压力0.25~0.27MPa,升液时间6~10s,充型压力0.38~0.42MPa,充型时间15~25s,增压压力0.85~0.95MPa,增压时间8~12s,保压30~50s,泄压凝固待其冷却后脱模。本