
一种热复合的钢铝复合导电轨及制造方法.pdf

一吃****瀚文

1/10
2/10

3/10
4/10
5/10

6/10
7/10
8/10
9/10
10/10
亲,该文档总共16页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种热复合的钢铝复合导电轨及制造方法.pdf
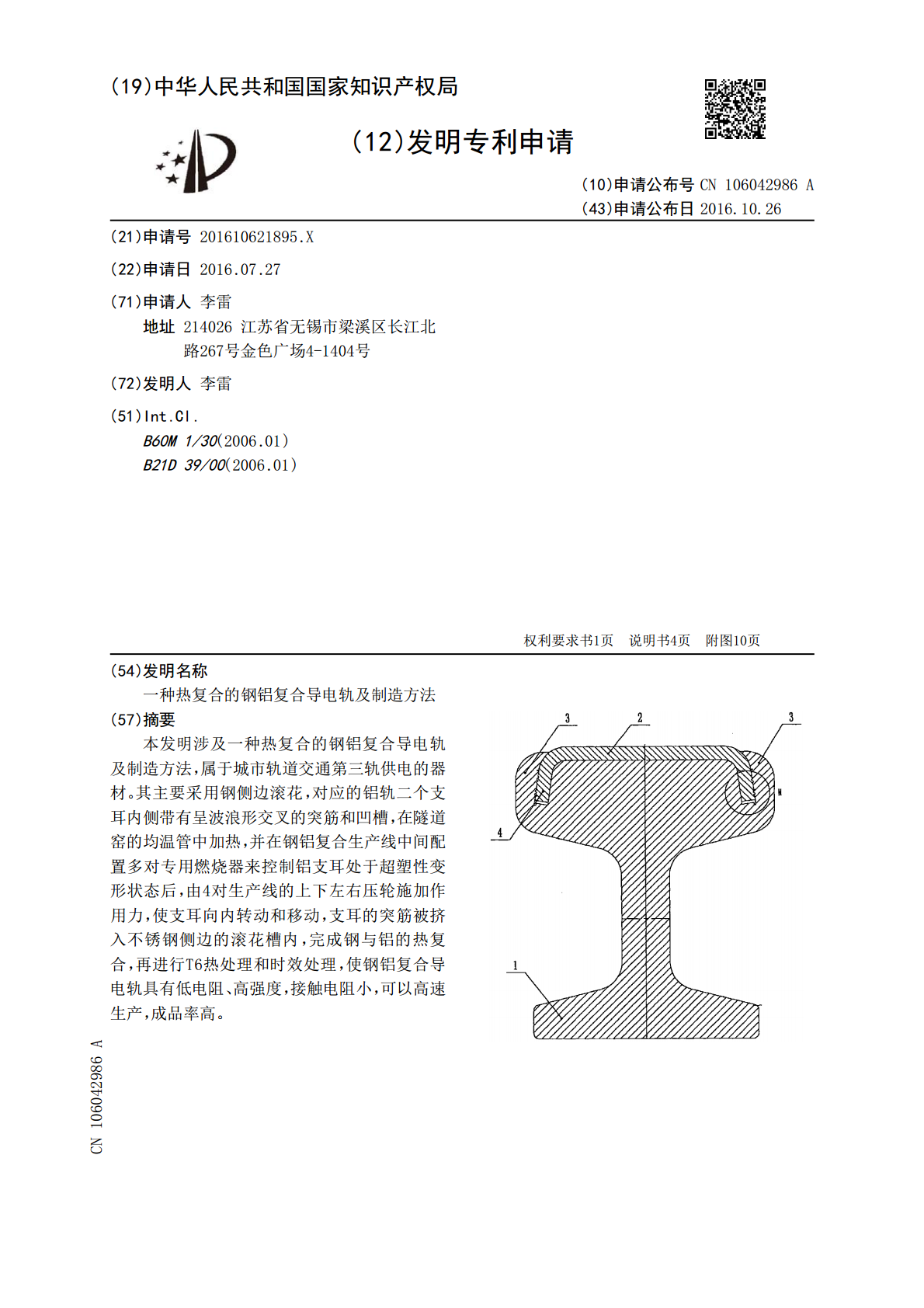
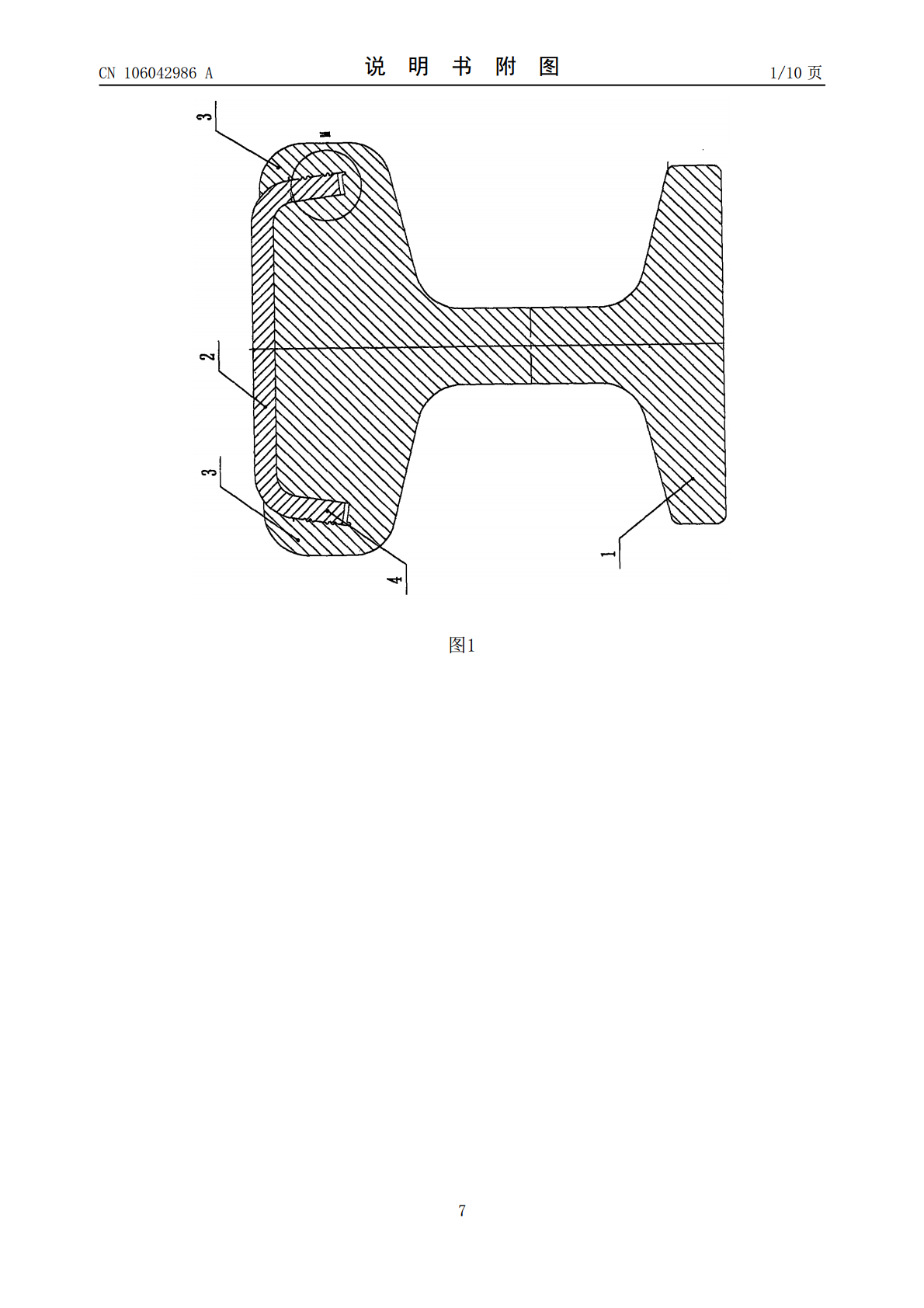
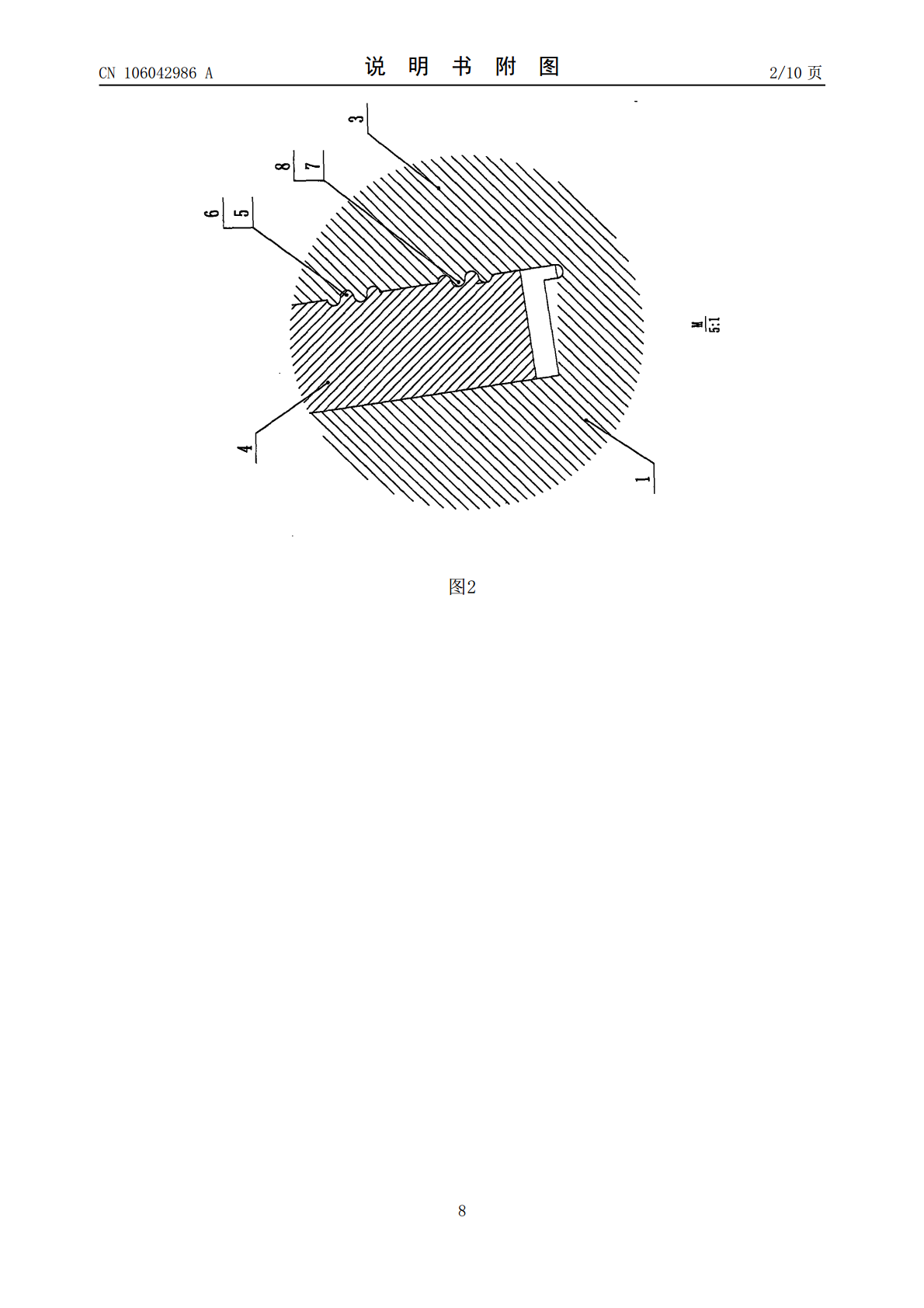
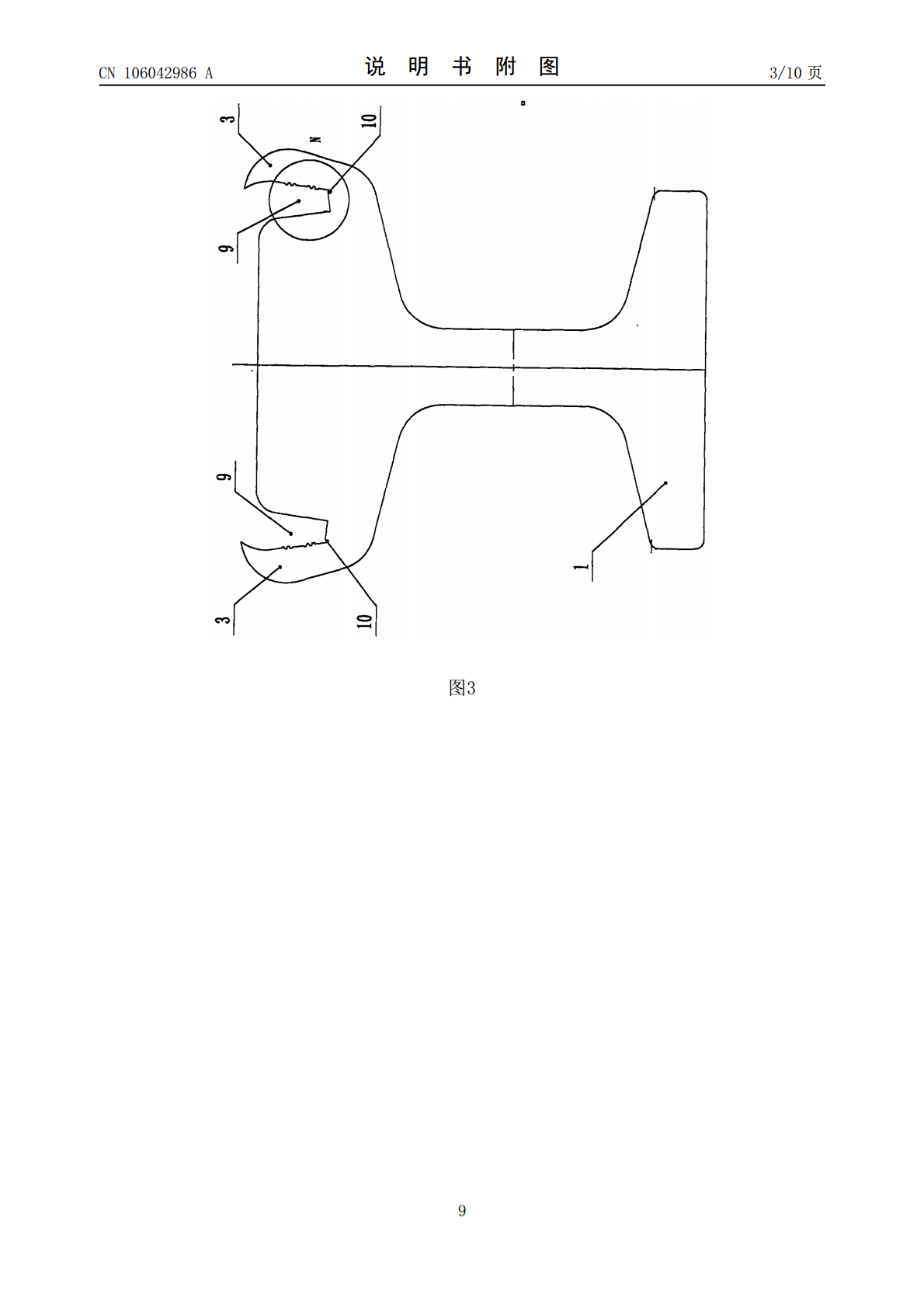
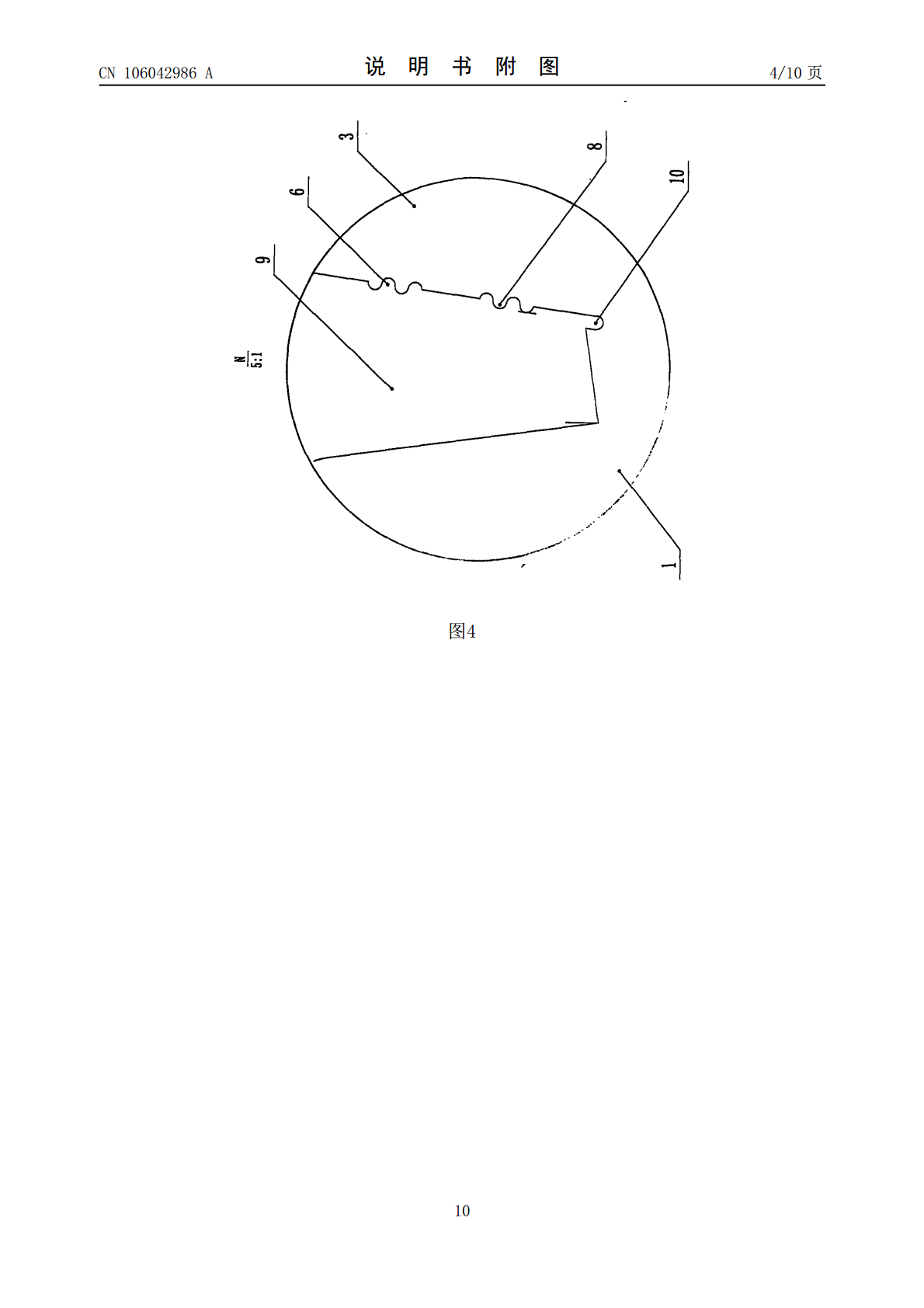
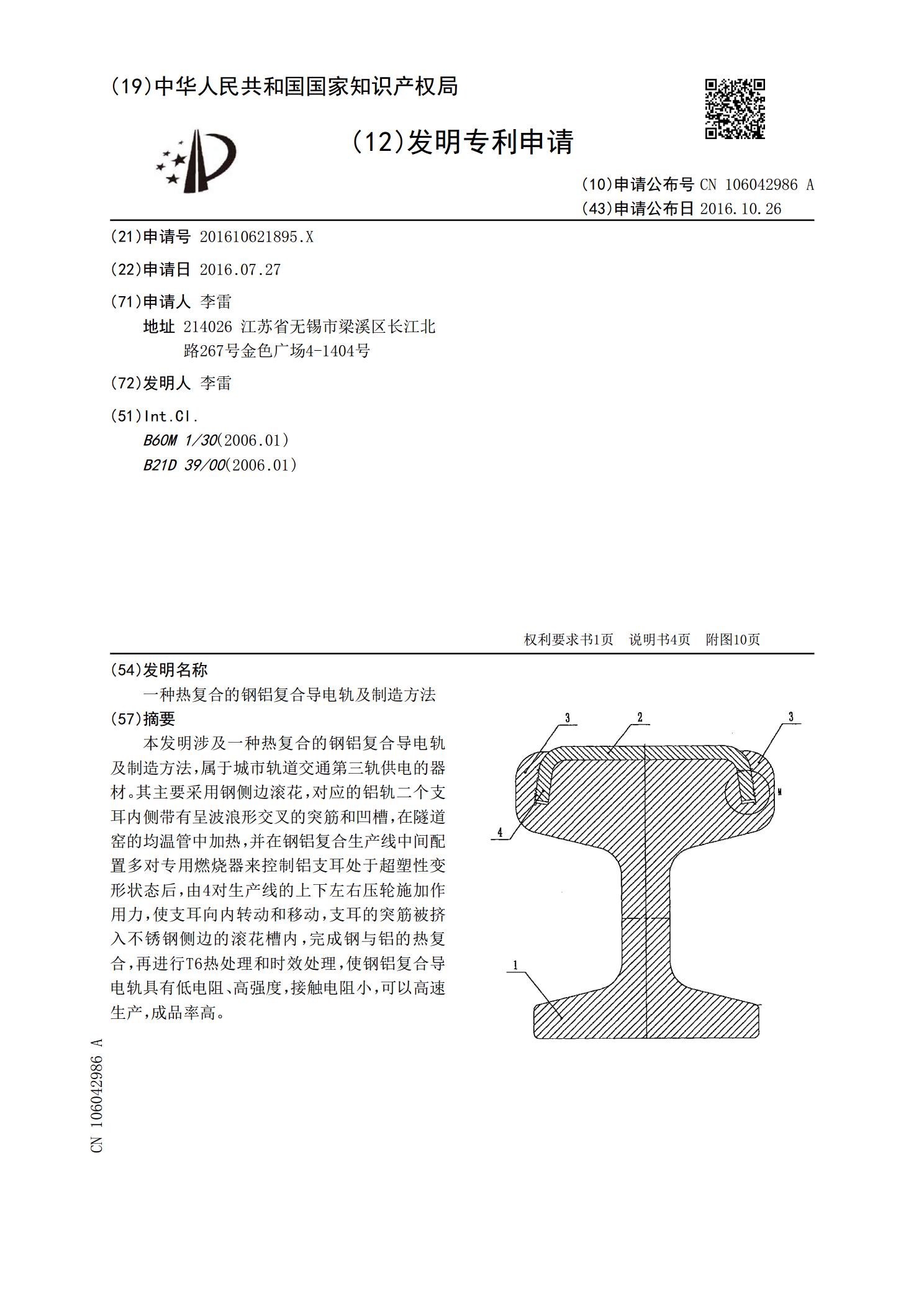
本发明涉及一种热复合的钢铝复合导电轨及制造方法,属于城市轨道交通第三轨供电的器材。其主要采用钢侧边滚花,对应的铝轨二个支耳内侧带有呈波浪形交叉的突筋和凹槽,在隧道窑的均温管中加热,并在钢铝复合生产线中间配置多对专用燃烧器来控制铝支耳处于超塑性变形状态后,由4对生产线的上下左右压轮施加作用力,使支耳向内转动和移动,支耳的突筋被挤入不锈钢侧边的滚花槽内,完成钢与铝的热复合,再进行T6热处理和时效处理,使钢铝复合导电轨具有低电阻、高强度,接触电阻小,可以高速生产,成品率高。
钢铝复合导电轨的滚压铆接制作方法.pdf
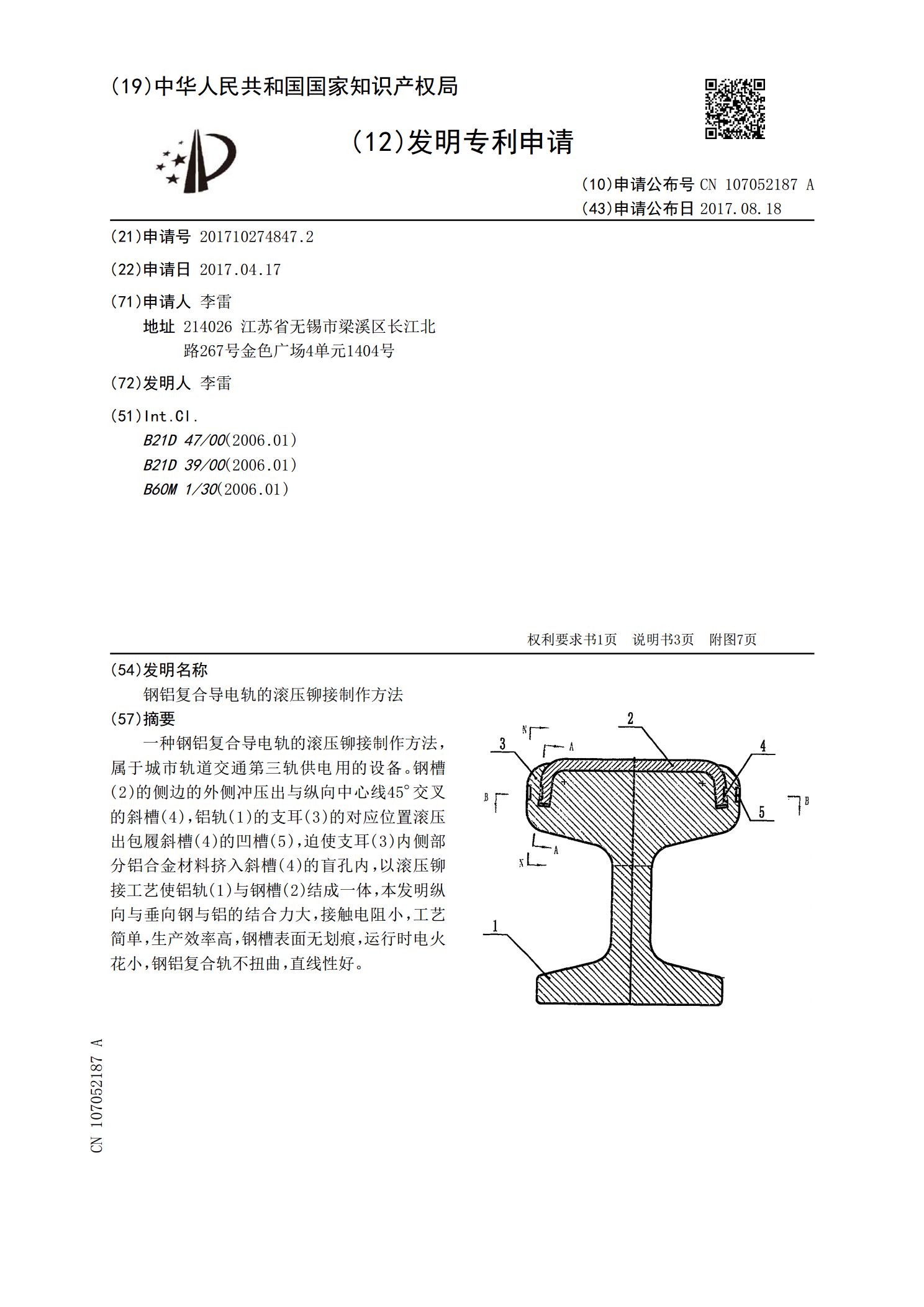
一种钢铝复合导电轨的滚压铆接制作方法,属于城市轨道交通第三轨供电用的设备。钢槽(2)的侧边的外侧冲压出与纵向中心线45°交叉的斜槽(4),铝轨(1)的支耳(3)的对应位置滚压出包履斜槽(4)的凹槽(5),迫使支耳(3)内侧部分铝合金材料挤入斜槽(4)的盲孔内,以滚压铆接工艺使铝轨(1)与钢槽(2)结成一体,本发明纵向与垂向钢与铝的结合力大,接触电阻小,工艺简单,生产效率高,钢槽表面无划痕,运行时电火花小,钢铝复合轨不扭曲,直线性好。
一种钢铝复合型导电轨结构.pdf
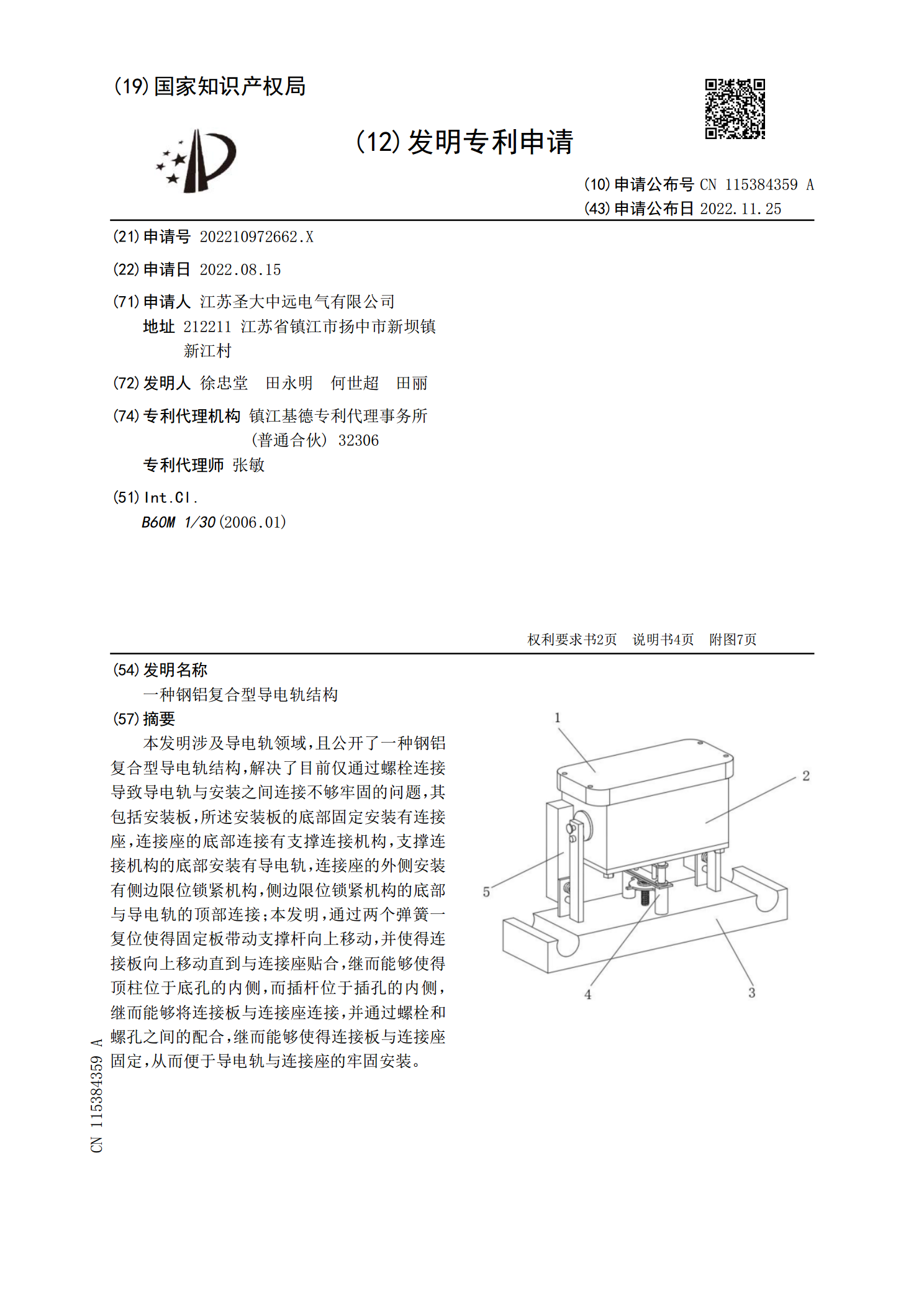
本发明涉及导电轨领域,且公开了一种钢铝复合型导电轨结构,解决了目前仅通过螺栓连接导致导电轨与安装之间连接不够牢固的问题,其包括安装板,所述安装板的底部固定安装有连接座,连接座的底部连接有支撑连接机构,支撑连接机构的底部安装有导电轨,连接座的外侧安装有侧边限位锁紧机构,侧边限位锁紧机构的底部与导电轨的顶部连接;本发明,通过两个弹簧一复位使得固定板带动支撑杆向上移动,并使得连接板向上移动直到与连接座贴合,继而能够使得顶柱位于底孔的内侧,而插杆位于插孔的内侧,继而能够将连接板与连接座连接,并通过螺栓和螺孔之间的

钢铝复合导电轨防腐技术研究.docx
钢铝复合导电轨防腐技术研究随着科学技术的不断发展,越来越多的新材料应用到人们的日常生活中。钢铝复合导电轨就是一种新型材料,在地铁、火车站、高速公路等领域中得到广泛应用。由于环境的恶劣以及金属的腐蚀,导致钢铝复合导电轨出现了腐蚀现象,影响了其使用寿命和导电效率。因此,如何对钢铝复合导电轨进行防腐技术研究,具有重要的理论与实际价值。一、钢铝复合导电轨的结构与应用钢铝复合导电轨是由钢铝复合板和封闭式导电槽构成的。其中,钢铝复合板是使用钢和铝板经过热轧冷轧等多次工序加工而成的,能够兼备钢和铝的优点,即同时具有高强
钢铝复合接触轨磨损检测系统及方法.pdf
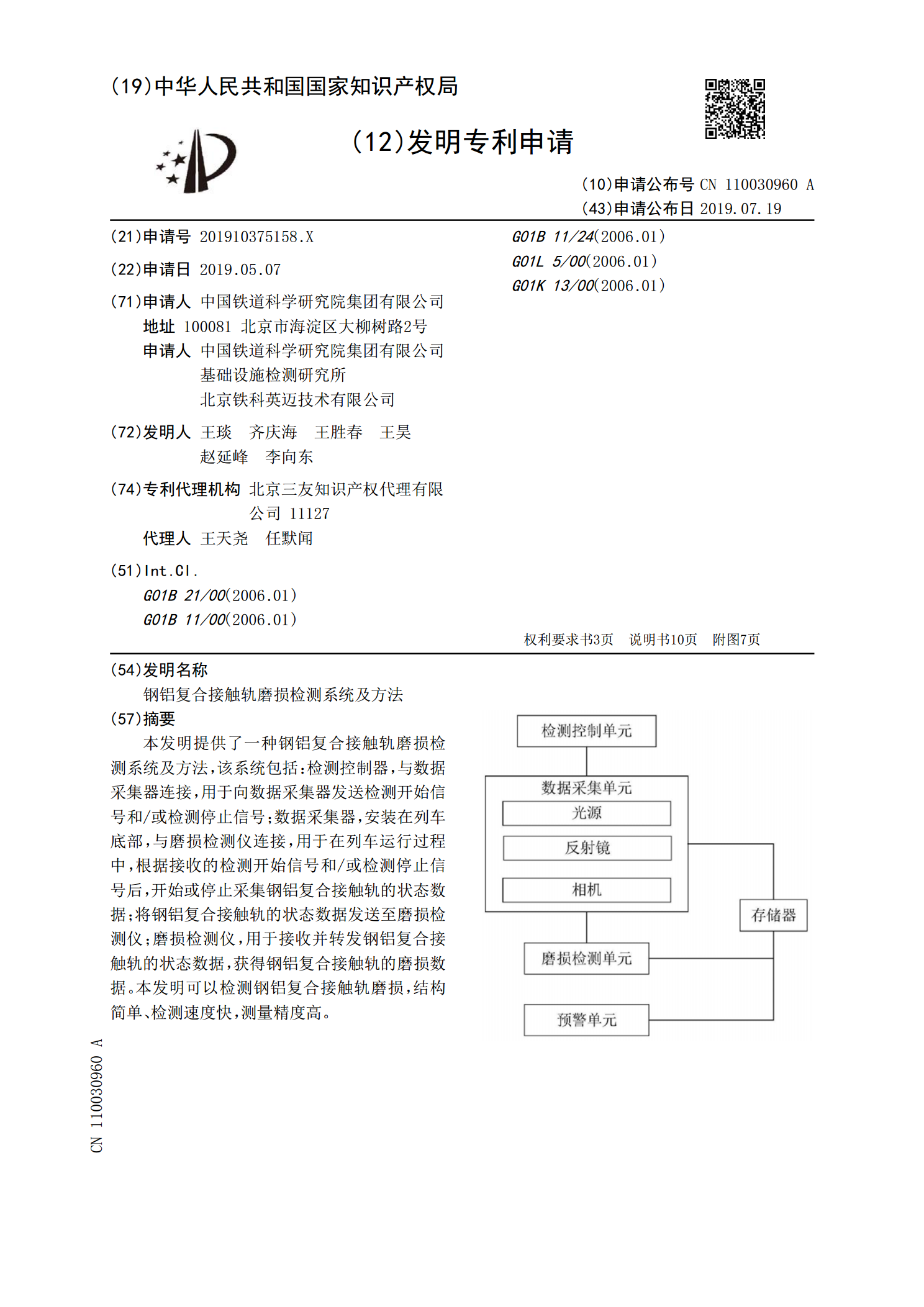
本发明提供了一种钢铝复合接触轨磨损检测系统及方法,该系统包括:检测控制器,与数据采集器连接,用于向数据采集器发送检测开始信号和/或检测停止信号;数据采集器,安装在列车底部,与磨损检测仪连接,用于在列车运行过程中,根据接收的检测开始信号和/或检测停止信号后,开始或停止采集钢铝复合接触轨的状态数据;将钢铝复合接触轨的状态数据发送至磨损检测仪;磨损检测仪,用于接收并转发钢铝复合接触轨的状态数据,获得钢铝复合接触轨的磨损数据。本发明可以检测钢铝复合接触轨磨损,结构简单、检测速度快,测量精度高。