
一种齿轮加工单齿分度工艺.pdf

猫巷****晓容

1/9
2/9
3/9
4/9
5/9
6/9
7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种齿轮加工单齿分度工艺.pdf
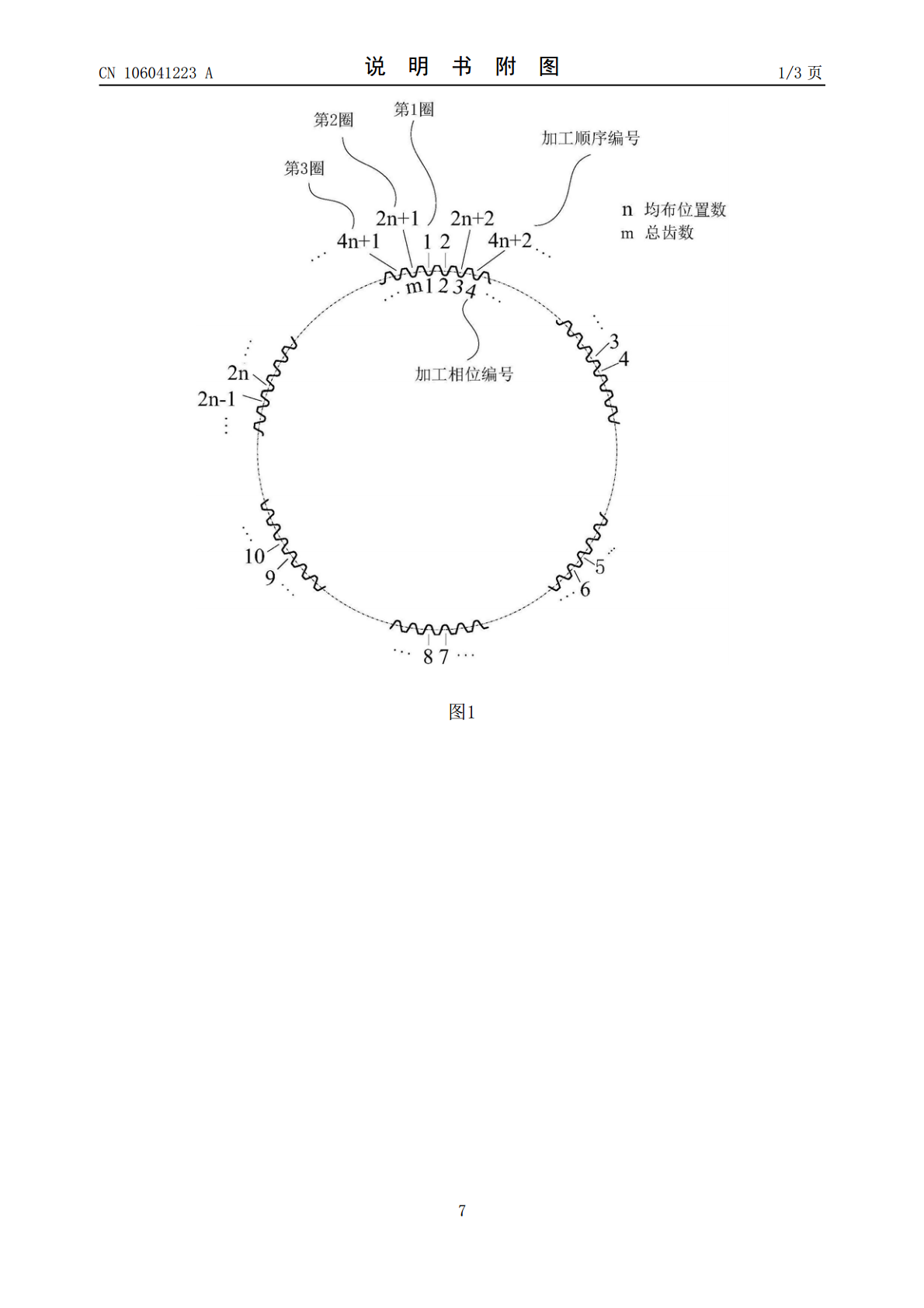
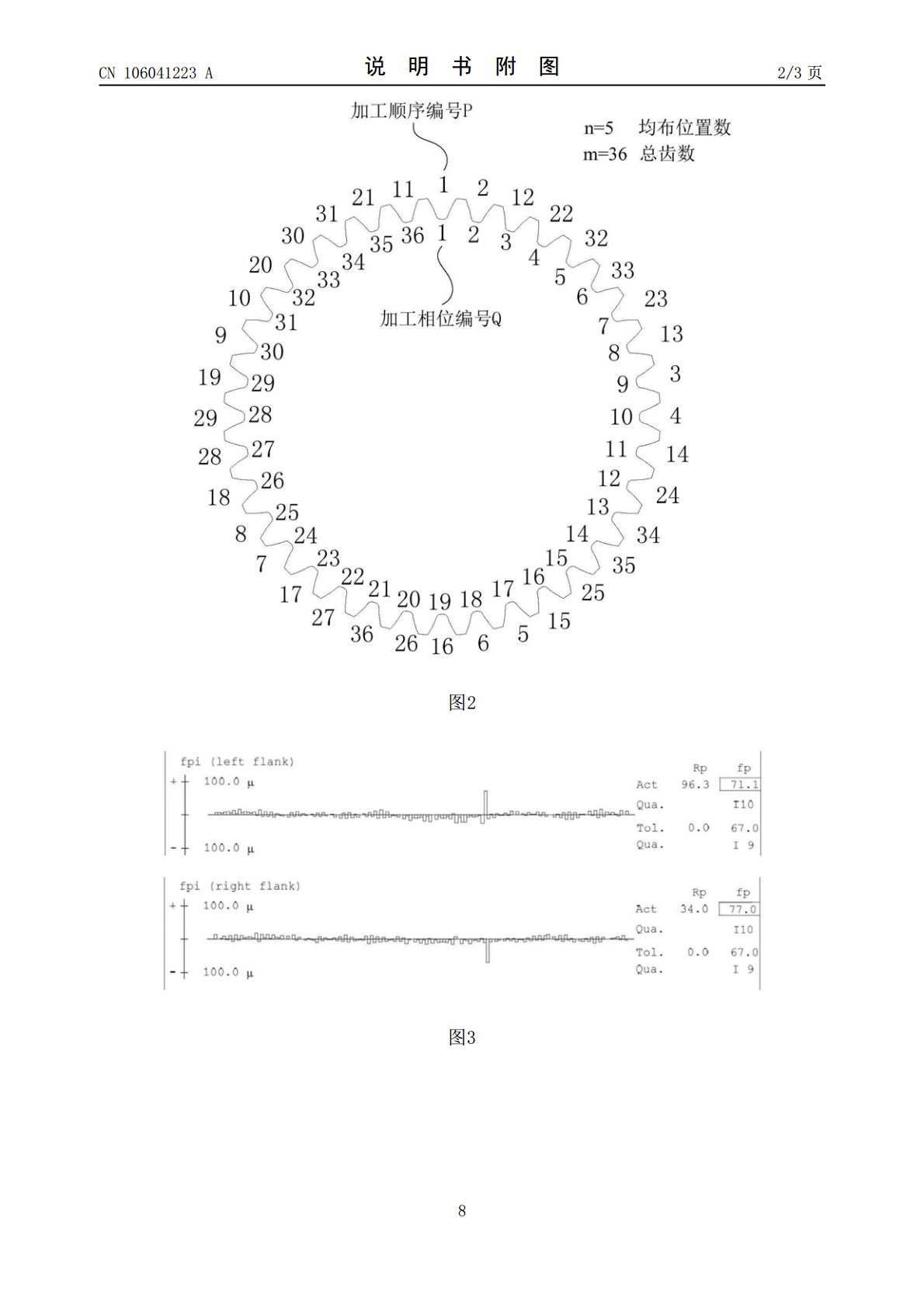
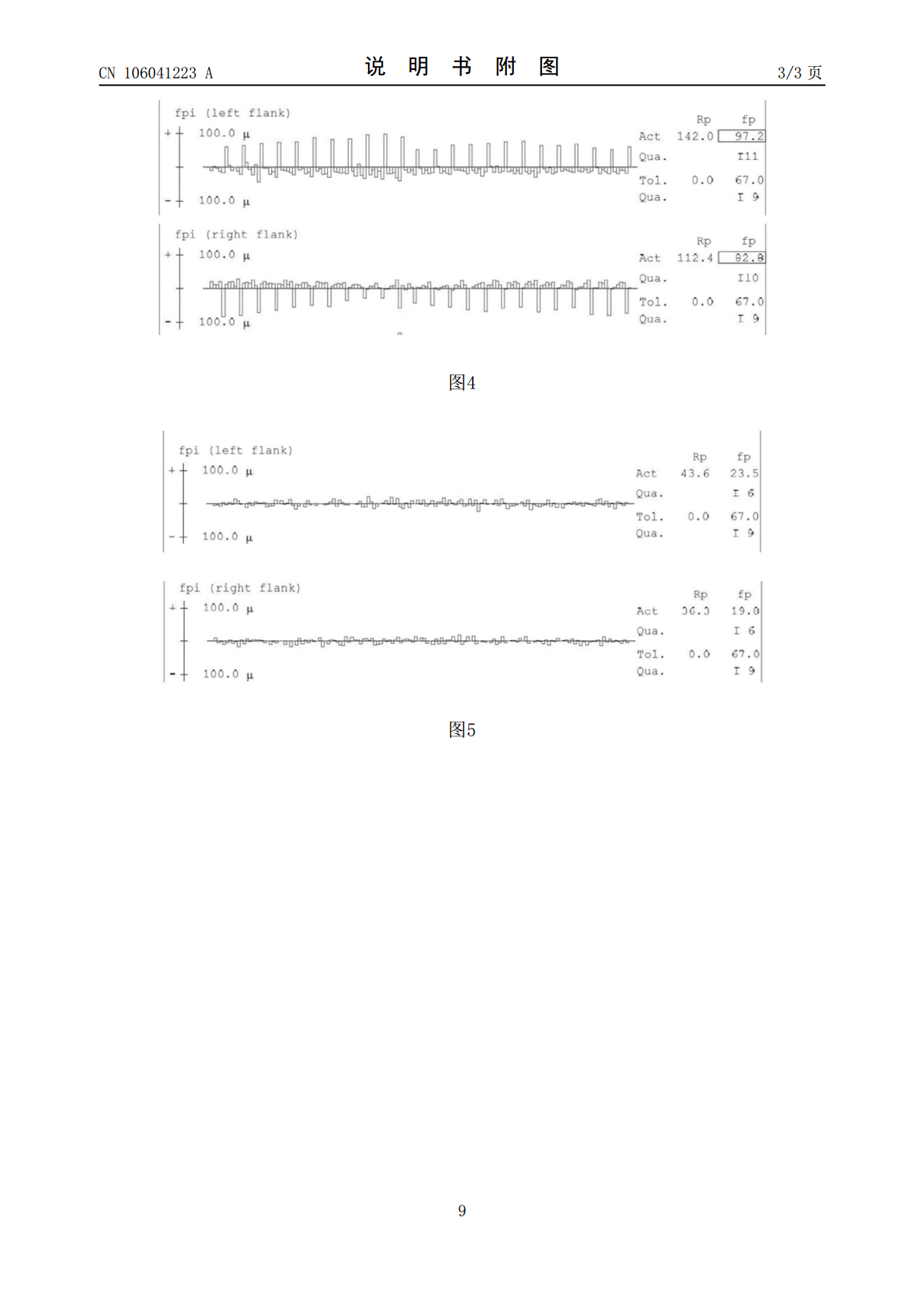
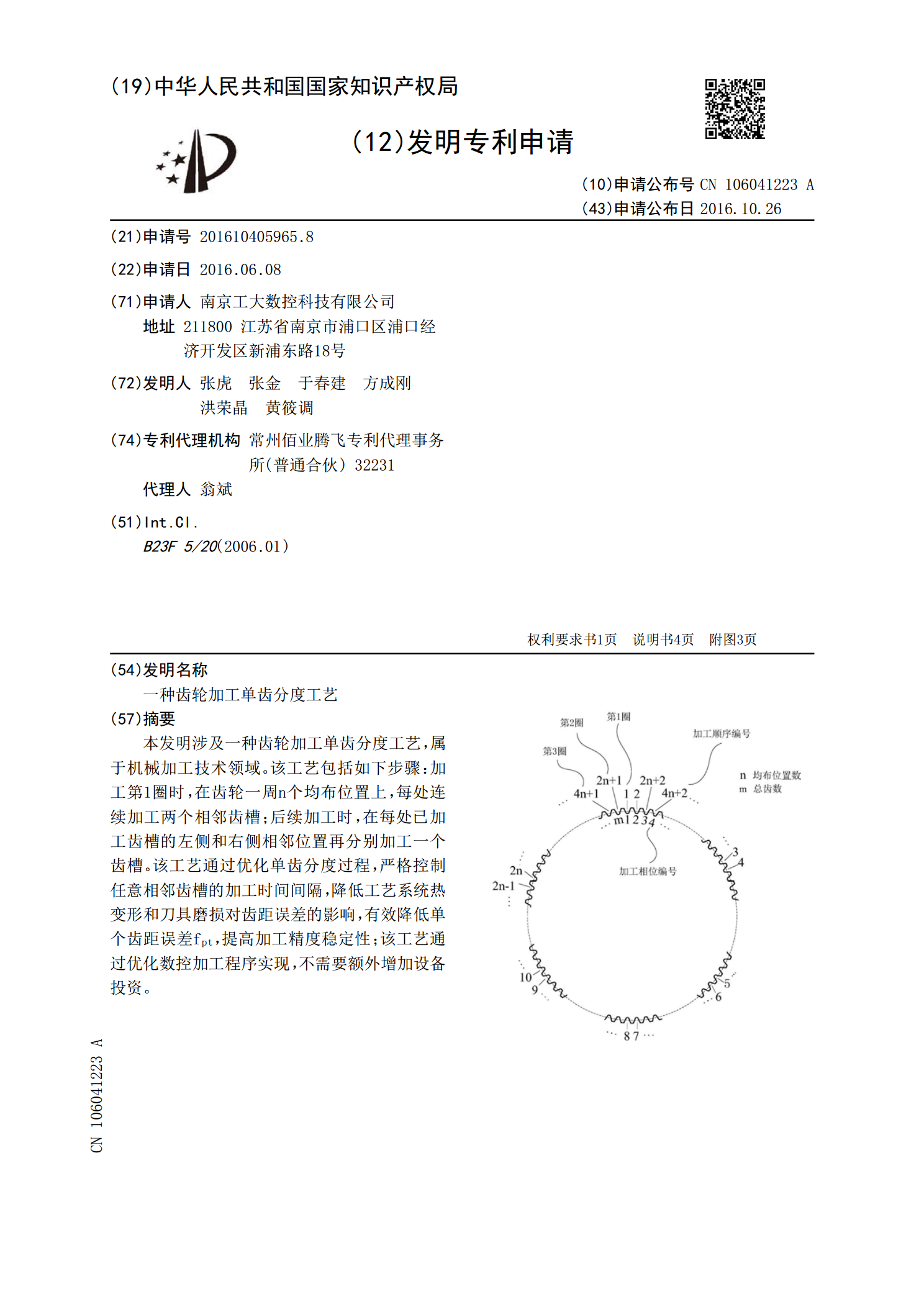
本发明涉及一种齿轮加工单齿分度工艺,属于机械加工技术领域。该工艺包括如下步骤:加工第1圈时,在齿轮一周n个均布位置上,每处连续加工两个相邻齿槽;后续加工时,在每处已加工齿槽的左侧和右侧相邻位置再分别加工一个齿槽。该工艺通过优化单齿分度过程,严格控制任意相邻齿槽的加工时间间隔,降低工艺系统热变形和刀具磨损对齿距误差的影响,有效降低单个齿距误差f

一种分度盘加工高精密齿轮磨齿工艺.pdf
本发明公开了一种分度盘加工高精密齿轮磨齿的工艺,包括如下步骤,以大平面砂轮磨齿机加工被磨齿轮齿数z两倍于所用分度盘工作槽数Z的齿坯;先精加工出齿坯的一组同名奇数齿面作为基准齿面,然后半精加工齿坯同名偶数齿,测量齿坯左齿面所有齿的齿距偏差,根据偶数齿面与基准齿面单一齿距偏差代数和的平均差值来确定左齿面偶数齿的加工余量;继续精加工左齿面的偶数齿,直至待加工齿面的加工余量小于设定的加工阈值;继续精加工右齿面偶数齿,直至加工齿面的加工余量小于设定的加工阈值。本发明具有加工步骤少,磨削余量小,产品精度高的特点。

一种齿轮单齿淬火按齿分度方法.pdf
本发明公开一种齿轮单齿淬火按齿分度方法,是按照下述步骤进行的:A、加工第一个齿:感应器加热、辅助喷液,Z轴电机带动感应器沿竖直方向上升、Y轴电机驱动工件同步正向旋转、喷淬火液,加工第一个齿;B、加工第n个齿:Y轴电机驱动工件到达位置×n,使得感应器移动至待加的齿底部,之后感应器开始加热、开始辅助喷液,Z轴电机带动感应器沿竖直方向上升、Y轴电机驱动工件进行同步正向旋转喷淬火液,完成第n个齿的淬火,重复上述步骤直至完成第一圈淬火;C、重复步骤B。总之,本发明不需要在加工过程中反复校准工件,提高了工作效率,保证
一种斜齿齿轮加工工艺.pdf
本发明公开了一种斜齿齿轮加工工艺,包括步骤:1)齿轮毛坯加工,预热温度600~1200℃,加工温度800~1200℃;2)粗车;3)滚齿;4)齿轮淬火;5)热处理;6)精加工;工艺简单、易于操作。

齿轮的插齿加工工艺.pdf
本发明提供了齿轮的插齿加工工艺,其步骤在于:驱动旋转驱动部件(300),并由旋转驱动部件(300)驱动设置于立柱(120)上的刀具(222)绕着齿轮毛坯件做环绕逐步运动,使插齿刀对齿轮毛坯件进行环绕插齿加工;驱动两旋转主轴(301)同步转动,并将旋转主轴(301)的旋转力向与旋转主轴(301)固定连接的矩形旋转架(302)进行传递,将实现立柱(120)的偏转,调整驱动块(303)在旋转架(302)上的位置,并对刀具(222)沿齿轮毛坯件做环绕运动所在圆周的半径进行调整;通过持续性的向旋转主轴输送动力,以及